JET MOVE 全功能软件 操作说明书 - 第19页
3.4.1 喷射阀清 洗配置 清洗功能,主要应 用于清理喷嘴残胶的 应用场景。开启清洗功能 需要硬件支持:带真空吸 的料 杯。真空吸控制 端口在【 IO 配置 】中配置。清 洗动作流程可在 清洗功能界面 中任意配置。 系统开放清洗位 置、出胶位置、 浸泡位置、擦 拭位置出来供操 作者选择对应 功能。 清洗功能 第一步, 请设置清洗位置, 将喷嘴 / 针头, 点动移至清洗孔 正上方位置, 点击 POS 按钮, 软件上 自动记录当前位 置为…
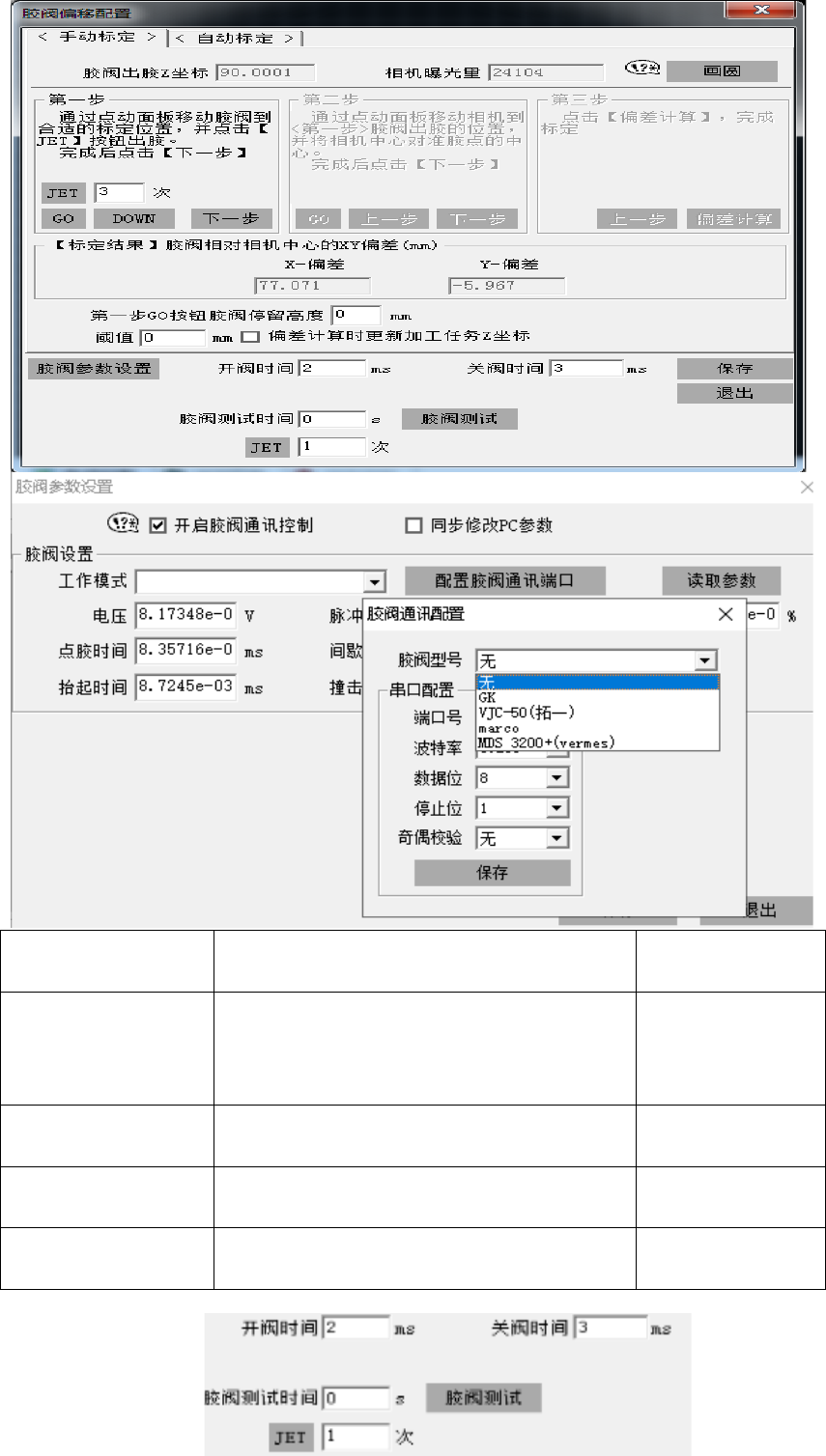
界面中的 JET
此按键为出胶按键
界面中的 GO
若做过偏差标定,可直接点击【GO】按钮,
快速运动到当前步骤的历史记录位置,
在进行微调。
胶阀停留高度
点击 GO 按键,胶阀离标定位置的相对高
度。
胶阀参数设置
可以通过 RS232 与压电阀通讯,实现设
置压电阀的相关参数。
此处可以用于调试喷射阀喷射次数,与手动出胶的时间。
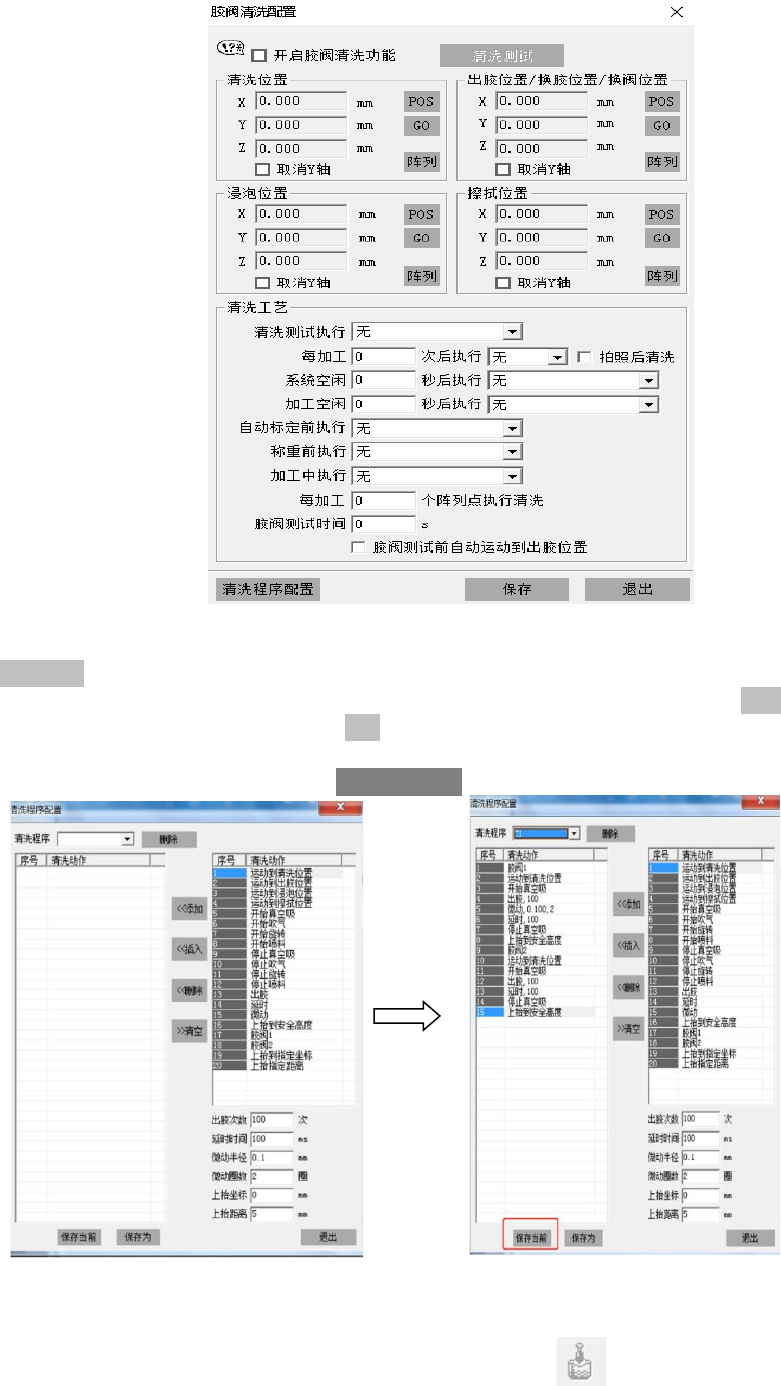
3.4.1 喷射阀清洗配置
清洗功能,主要应用于清理喷嘴残胶的应用场景。开启清洗功能需要硬件支持:带真空吸的料
杯。真空吸控制端口在【IO 配置】中配置。清洗动作流程可在清洗功能界面中任意配置。
系统开放清洗位置、出胶位置、浸泡位置、擦拭位置出来供操作者选择对应功能。
清洗功能
第一步,请设置清洗位置,将喷嘴/针头,点动移至清洗孔正上方位置,点击 POS 按钮,软件上
自动记录当前位置为对针位置。点击 GO 按钮,喷嘴自动定位到上一次记录位置处。同理可设置出
胶、浸泡、擦拭位置。
第二步,在该界面的左下角选择清洗程序配置,编辑清洗步骤及工艺。
第三步,在清洗工艺栏中,设置清洗过程中吹气时间、吹气结束后出胶时间、出胶后延时、每
加工 N 次后执行清洗。若某动作设置为 0,则不执行该动作流程。
第四步,点击【清洗测试】或软件菜单栏中的清洗按钮 ,软件自动执行清洗操作。
清胶位置
在清洗界面,可设置清胶位置。该功能主要应用于喷嘴需要持续、长时间喷胶的应用场景,系
统只提供运行至清胶位置的动作,清胶动作请点击 IO 测试栏中的 OUT1/OU2 出胶。
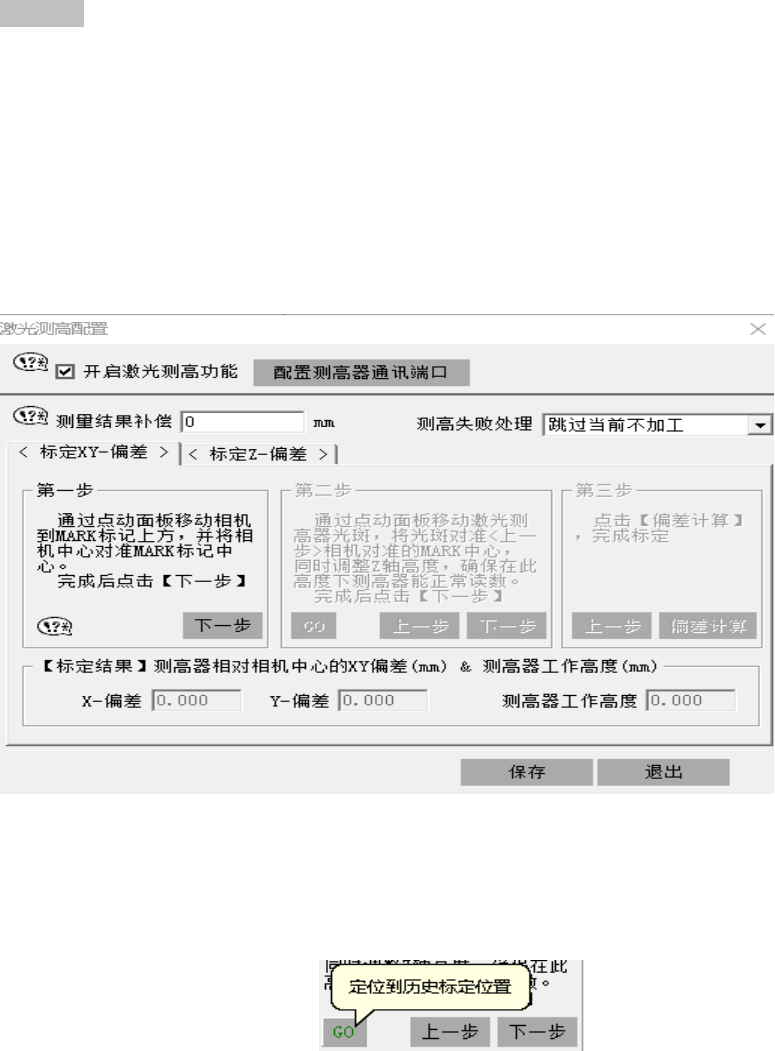
3.4.2 激光测高器配置
激光测高功能:主要通过测量产品涂胶表面到激光头之间的高度差 h1,针头到涂胶表面的高度
差(该功能主要用于针头点胶的功能上,且需要硬件支持),可实现加工过程中测高自动调整喷射阀
加工高度。
操作界面如下图所示:
标定 XY-偏差
请仔细阅读软件界面提示信息,并按提示信息操作。
第一步,将相机移动到 MARK 标记上方,并将相机中心对准 MARK 标记,点击【下一步】;
第二步,将激光光斑对准 MARK 标记中心,同时调整 Z 轴高度,确保此高度下测高器能正常读数(该
高度定义为正常测量时的测高仪高度),点击【下一步】;
界面中的 GO,代表上一次设置的定位偏差值。若做过偏差标定,可直接点击【GO】按钮,在进行
微调。
第三步,直接点击【偏差计算】,系统会将 XY 与激光头的偏差距离计算出来,并显示在软件 X、Y
偏差上。
标定 Z-偏差