JET MOVE 全功能软件 操作说明书 - 第21页
仅当使用测 高仪测量每 个 / 部分元素 Z 轴高度, 并将该 Z 轴高度补 偿到喷嘴 / 针头上 时, 才配置该 功能。 第一步, 在激光头工作高度下 , 找一个测量 基准面。 将针头 / 喷嘴移 动到基准面上 , 约离基准面 0.5-1mm ,在 移动 X/Y 轴保 证测激光光斑在 此基准面上。然 后点击【下一 步】 ; 第二步, 点击 【偏差计算】 。 软件自动 在该 Z 轴高度下测 量此时传感器 读数, 并显示在软件下 方。 3…
清胶位置
在清洗界面,可设置清胶位置。该功能主要应用于喷嘴需要持续、长时间喷胶的应用场景,系
统只提供运行至清胶位置的动作,清胶动作请点击 IO 测试栏中的 OUT1/OU2 出胶。
3.4.2 激光测高器配置
激光测高功能:主要通过测量产品涂胶表面到激光头之间的高度差 h1,针头到涂胶表面的高度
差(该功能主要用于针头点胶的功能上,且需要硬件支持),可实现加工过程中测高自动调整喷射阀
加工高度。
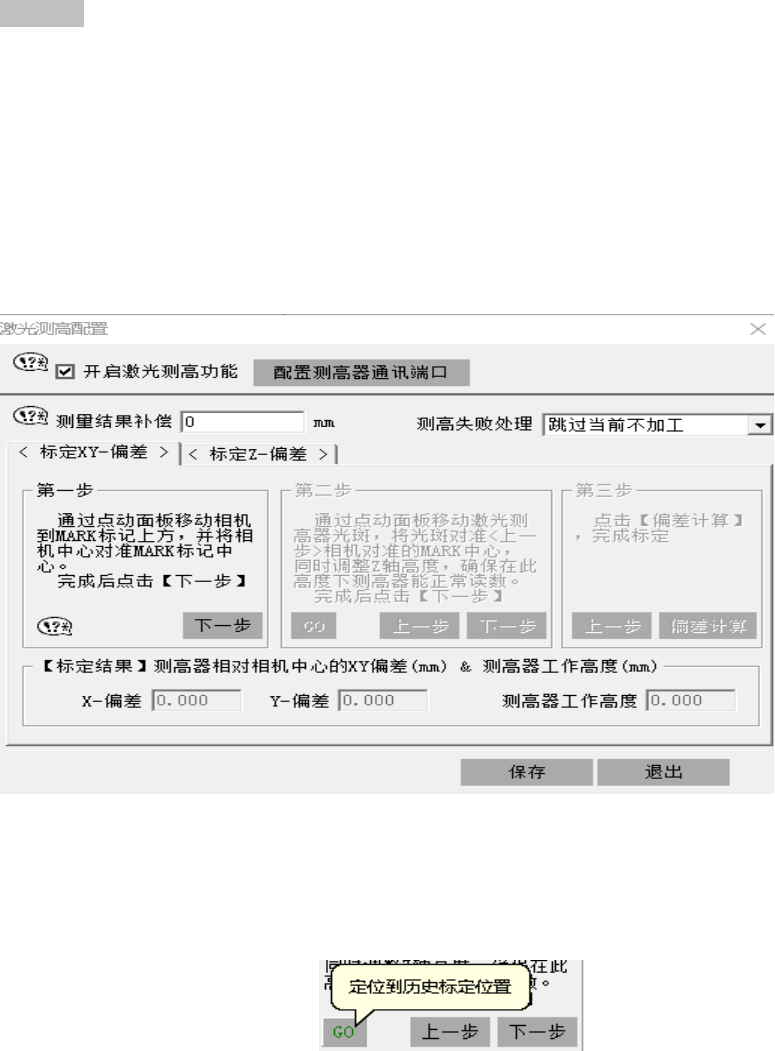
操作界面如下图所示:
标定 XY-偏差
请仔细阅读软件界面提示信息,并按提示信息操作。
第一步,将相机移动到 MARK 标记上方,并将相机中心对准 MARK 标记,点击【下一步】;
第二步,将激光光斑对准 MARK 标记中心,同时调整 Z 轴高度,确保此高度下测高器能正常读数(该
高度定义为正常测量时的测高仪高度),点击【下一步】;
界面中的 GO,代表上一次设置的定位偏差值。若做过偏差标定,可直接点击【GO】按钮,在进行
微调。
第三步,直接点击【偏差计算】,系统会将 XY 与激光头的偏差距离计算出来,并显示在软件 X、Y
偏差上。
标定 Z-偏差
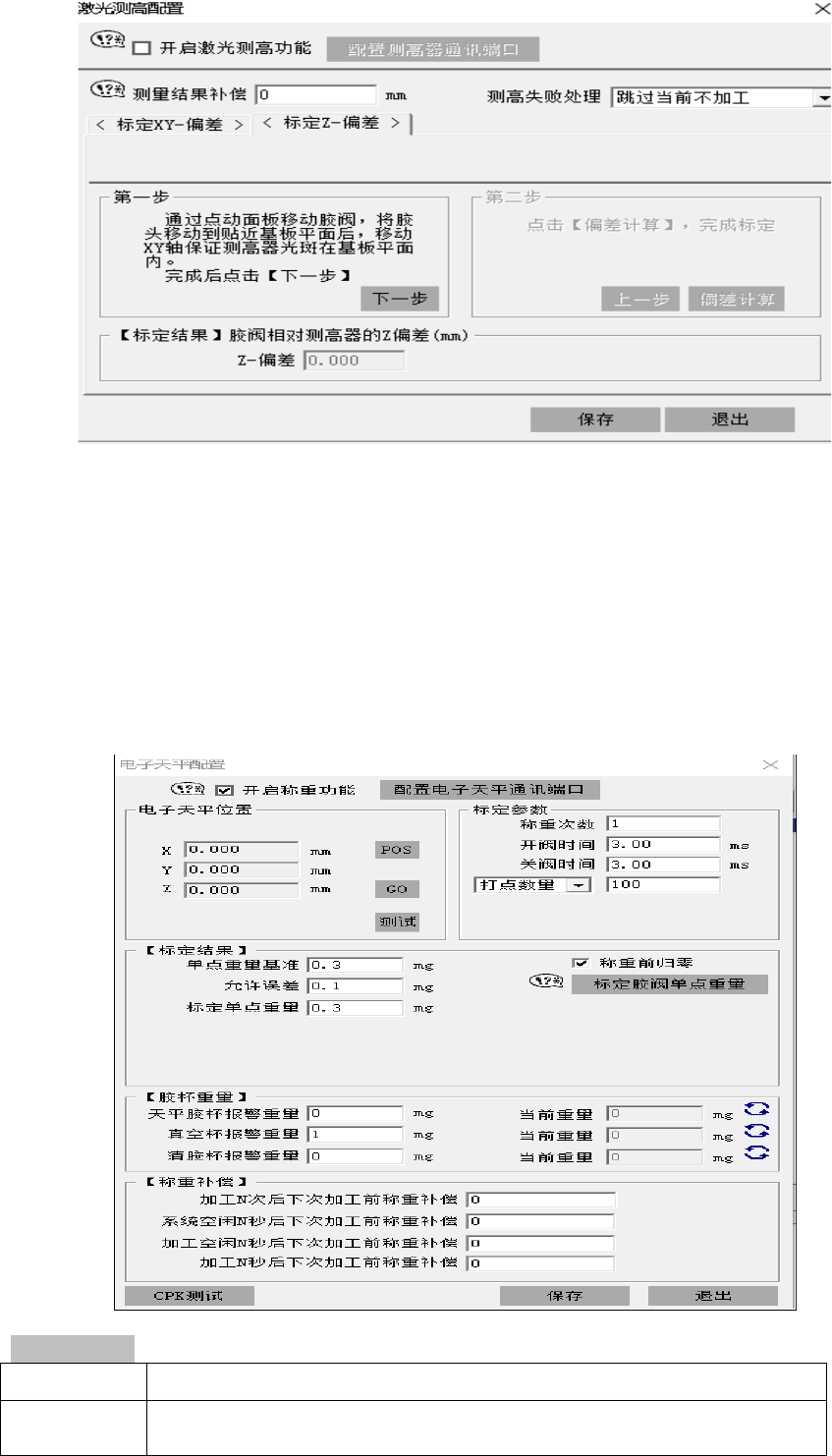
仅当使用测高仪测量每个/部分元素 Z 轴高度,并将该 Z 轴高度补偿到喷嘴/针头上时,才配置该
功能。
第一步,在激光头工作高度下,找一个测量基准面。将针头/喷嘴移动到基准面上,约离基准面
0.5-1mm,在移动 X/Y 轴保证测激光光斑在此基准面上。然后点击【下一步】;
第二步,点击【偏差计算】。软件自动在该 Z 轴高度下测量此时传感器读数,并显示在软件下方。
3.4.3 电子天平配置
电子天平功能:在天平标定界面计算单位时间内,喷射阀喷射胶水重量。根据设置的实际出胶
量,可得出胶水实际出胶时间。
天平标定参数
电子天平位置
标定胶重时,胶阀出胶的位置。POS 为记录位置。
标定参数
1、设置喷射阀的开阀与关阀时间
2、设置称重次数以及选择出胶模式(打点模式与出胶时间模式。
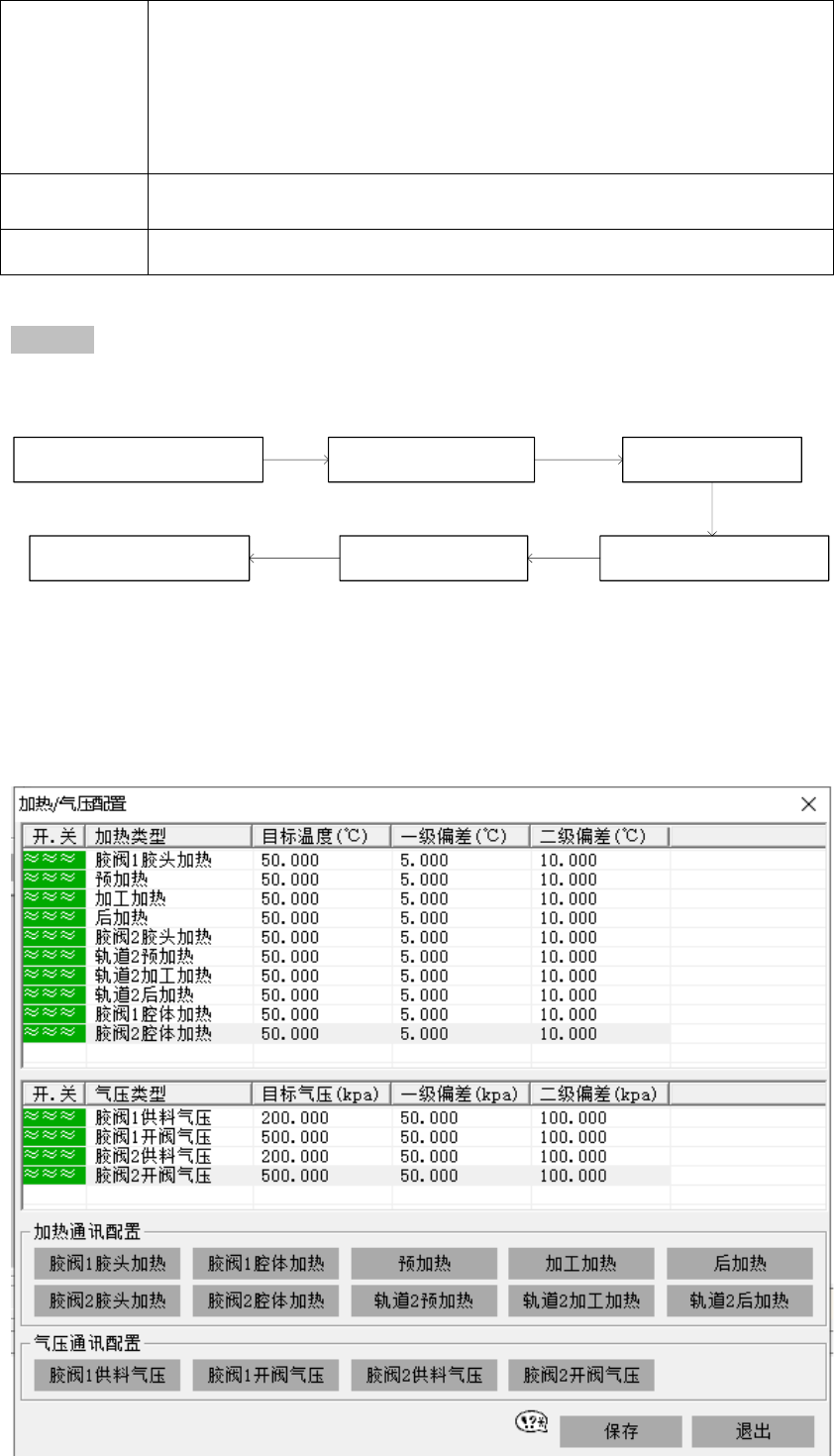
标定结果
单点重量基准:设置单点重量的基准。
标定单点重量:读取天平数值后,软件自动计算出此时胶阀喷射出来单
点重量,或者单位时间出胶重量。
允许误差:可设置前后两次天平称重的误差值。若超过该值,则软件报
警。
胶杯重量
可设置天平胶杯、真空吸胶杯、清胶杯的报警重量。用于提醒清除胶杯胶
水。
称重补偿
标定流程
A、将喷射阀喷嘴移动至,天平称量上方,点击 POS 按钮,标定此时位置为电子天平称重位置;
B、设置标定参数:出胶示教、出胶后延时时间、允许误差、称重前是否清洗、称重前是否归零。
C、动作流程:
点击“标定每毫秒出胶量” 喷嘴移动至称重位置 喷射出胶时间T1
等待T2时间后,天平读数计算天平每毫秒重量显示在标定结果中
D、称重补偿
可设置启动加工 N 次后,自动补偿;可设置两次加工间隔时间为 T,自动称重。
3.4.5 加热与气压配置