JET MOVE 全功能软件 操作说明书 - 第27页
修改坐标后弹窗 确认 修改加工文件坐 标,软件弹出确 认修改提示框 ,点确认自动保 存。 4.1.4 延时 配置 1 、软件相关延 时参数再此调 试,只有在 IO 功 能里面配置了相 关功能,延时 参数才生效。 2 、常用视觉定 位、点胶前、 激光测高前机械 震荡时间,可根 据机械结构刚 性设置适当时间 。 4.1.5 IO 报警 配置 1 、配置了相 应 IO 报警功能时 ,在此可设置报 警选项。 4.1.6 加工 速模板
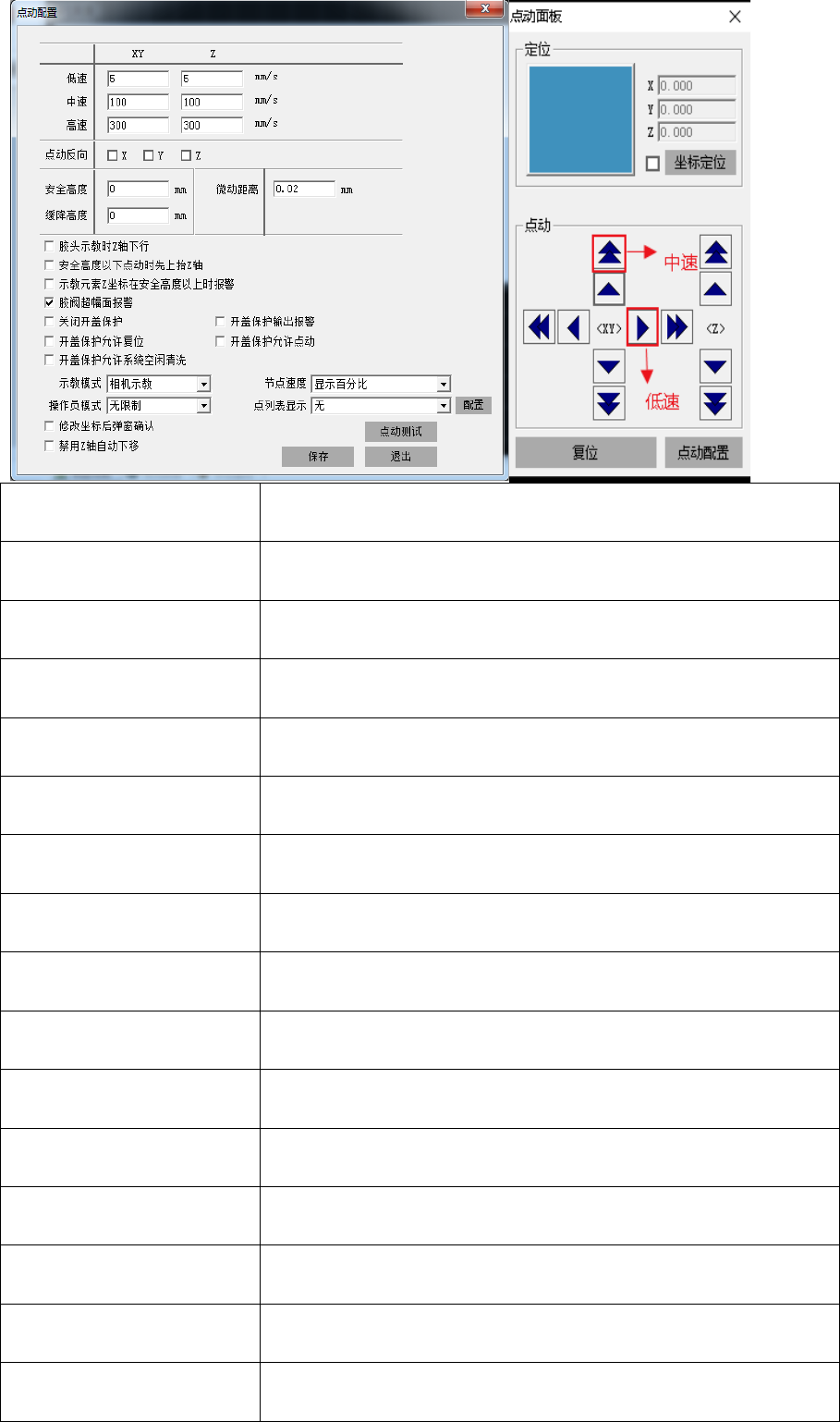
低、高、中速度
设置点动面板上点动时,XYZ 轴运动的速度。
点动反向
切换轴在点动运行时的方向,可根据个人习惯设置点动时轴运动的
方向。
安全高度
设置 Z 轴运行的安全高度,默认是 0 的坐标。
微动距离
点动面板点一次按键,轴所运动的距离
缓降高度
当 Z 轴低于设置的微动距离坐标,此时手动点动运行时,中速自动
切换为低速。
胶头示教时 Z 轴是否下行
在胶头示教模式下,手动 goto 到元素点 Z 轴下行到加工高度。
安全高度下点动先抬 Z 轴
鼠标双击视觉屏幕点动轴运行,Z 轴上台到安全高度后,再移动 XY
到目标位置。
胶阀超幅面报警
启动加工前,软件自动判断轨迹是否超出有效加工幅面。
关闭开盖保护
关闭安全门功能。
开盖保护输出报警
安全门打开,软件界面弹出报警提示信息。
开盖保护允许复位
打开安全门,设备是否可执行复位。
开盖保护允许点动
打开安全门,设备是否可执行点动运动。
开盖保护允许系统空闲清洗
打开安全门,设备是否可执行空闲胶阀清洗流程。
示教模式
切换示胶阀与相机示教模式。
操作员模式
限制操作员点动的模式。
点列表显示
轨迹点列表可显示的内容。
修改坐标后弹窗确认
修改加工文件坐标,软件弹出确认修改提示框,点确认自动保存。
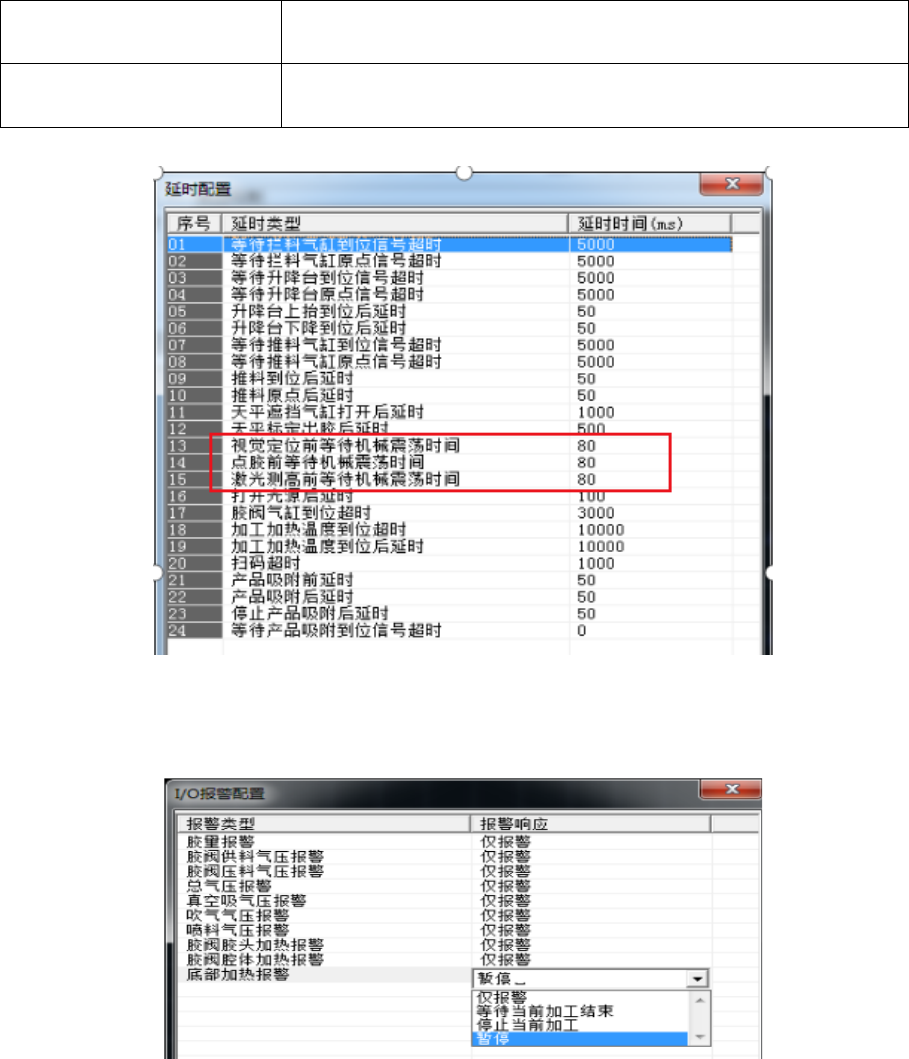
4.1.4 延时配置
1、软件相关延时参数再此调试,只有在 IO 功能里面配置了相关功能,延时参数才生效。
2、常用视觉定位、点胶前、激光测高前机械震荡时间,可根据机械结构刚性设置适当时间。
4.1.5 IO 报警配置
1、配置了相应 IO 报警功能时,在此可设置报警选项。
4.1.6 加工速模板
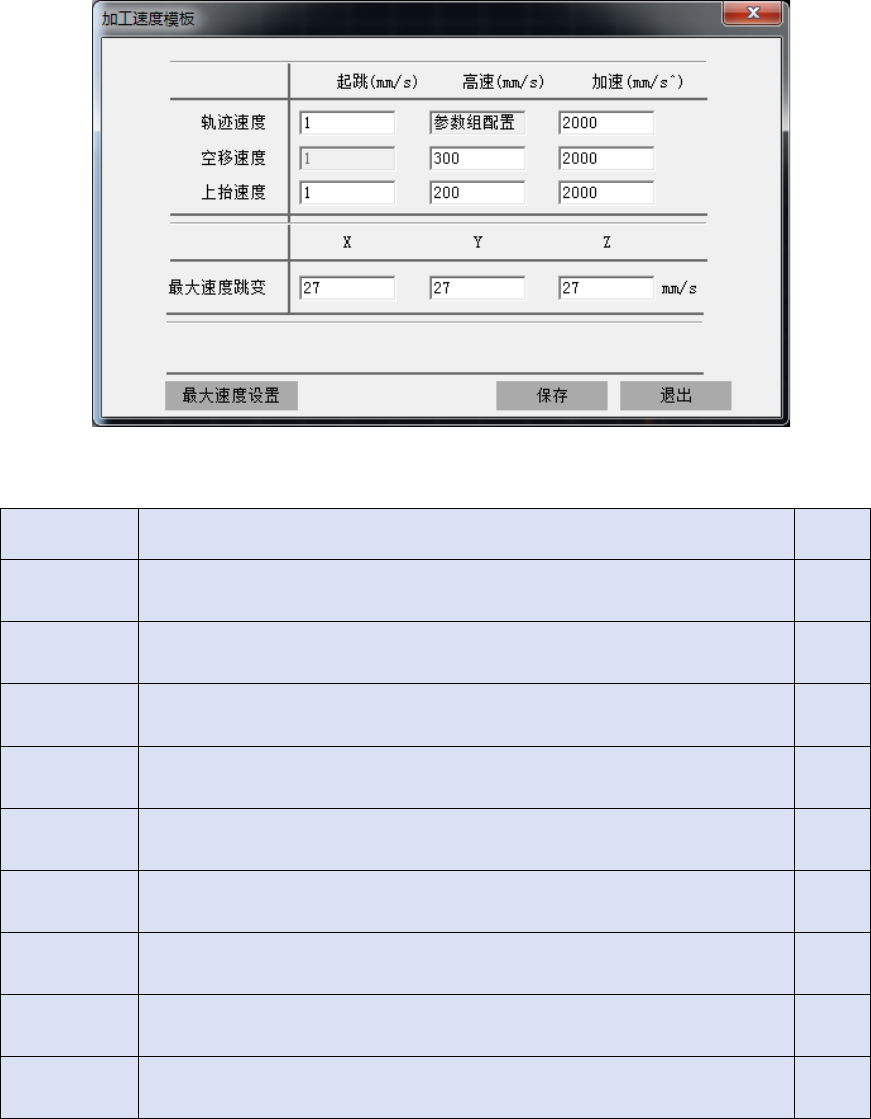
1、系统默认 X/Y/Z 轴运动速度以及加速度,更改此处速度为新建加工任务默认速度。
名称
意义
单位
轨迹加速度
任务加工过程中轴的加速度。
mm/s^
加工起跳速度
当轴初始速度(零)跳变成恒速时,代替零值作为初始值的速度。
mm/s
空移速度
非加工状态时,各个轴的运动速度。此处也是相机拍照运动的速度。
mm/s
空移加速
非加工状态时,各个轴由一个速度跳变到另一个速度的时间惯量。
mm/s^
空移起跳速度
当 XY 轴初始速度(零)跳变成恒速时,代替零值作为初始值的速度。
mm/s
上抬高速
当任务处于加工状态, 轴从一个独立加工单元运动到另一个独立加工单
元起点位置时,Z 轴上抬的速度。
mm/s
上抬加速
当任务处于加工状态, 轴从一个独立单元运动到另一个独立加工单元起
点位置时,Z 轴运动时的加速度。
mm/s^
上抬起跳速度
Z 轴将从初始速度跳变到任务指定速度,上抬起跳作为初始速度。
mm/s
最大速度跳变
X/Y /Z 轴经由减速继而加速时,减速的设定最低值。
mm/s
4.1.7 工艺参数模板