JET MOVE 全功能软件 操作说明书 - 第28页
1 、系统默认 X/Y /Z 轴运动速度以及加 速度,更改此 处速度为新建加 工任务默认速度 。 名称 意义 单位 轨迹加速度 任务加工过程中 轴的加速度。 mm/s ^ 加工起跳速度 当轴初始速度( 零)跳变成恒速 时,代替零值 作为初始值的速 度。 mm/s 空移 速度 非加工状态时, 各个轴的运动速 度。此处也是 相机拍照 运动的 速度。 mm/s 空移 加速 非加工状态时, 各个轴由一个速 度跳变到另一 个速度的时间惯 量。 m…
修改坐标后弹窗确认
修改加工文件坐标,软件弹出确认修改提示框,点确认自动保存。
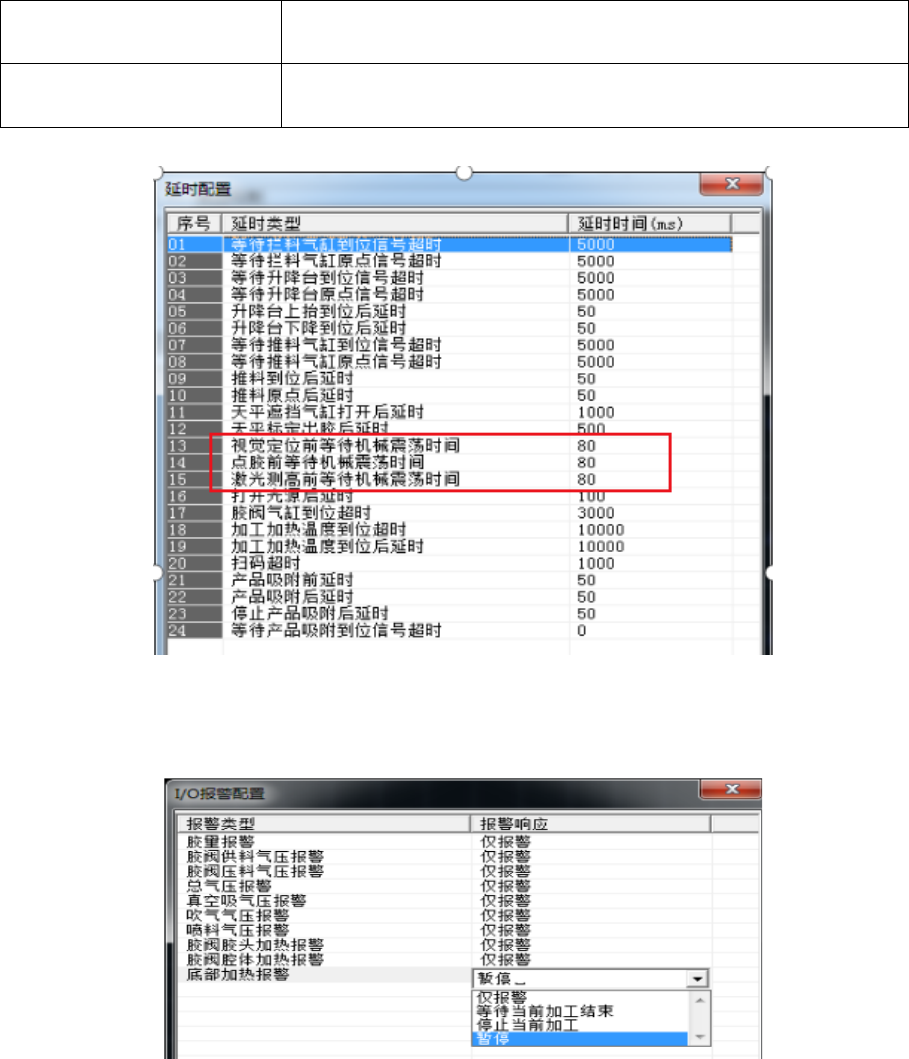
4.1.4 延时配置
1、软件相关延时参数再此调试,只有在 IO 功能里面配置了相关功能,延时参数才生效。
2、常用视觉定位、点胶前、激光测高前机械震荡时间,可根据机械结构刚性设置适当时间。
4.1.5 IO 报警配置
1、配置了相应 IO 报警功能时,在此可设置报警选项。
4.1.6 加工速模板
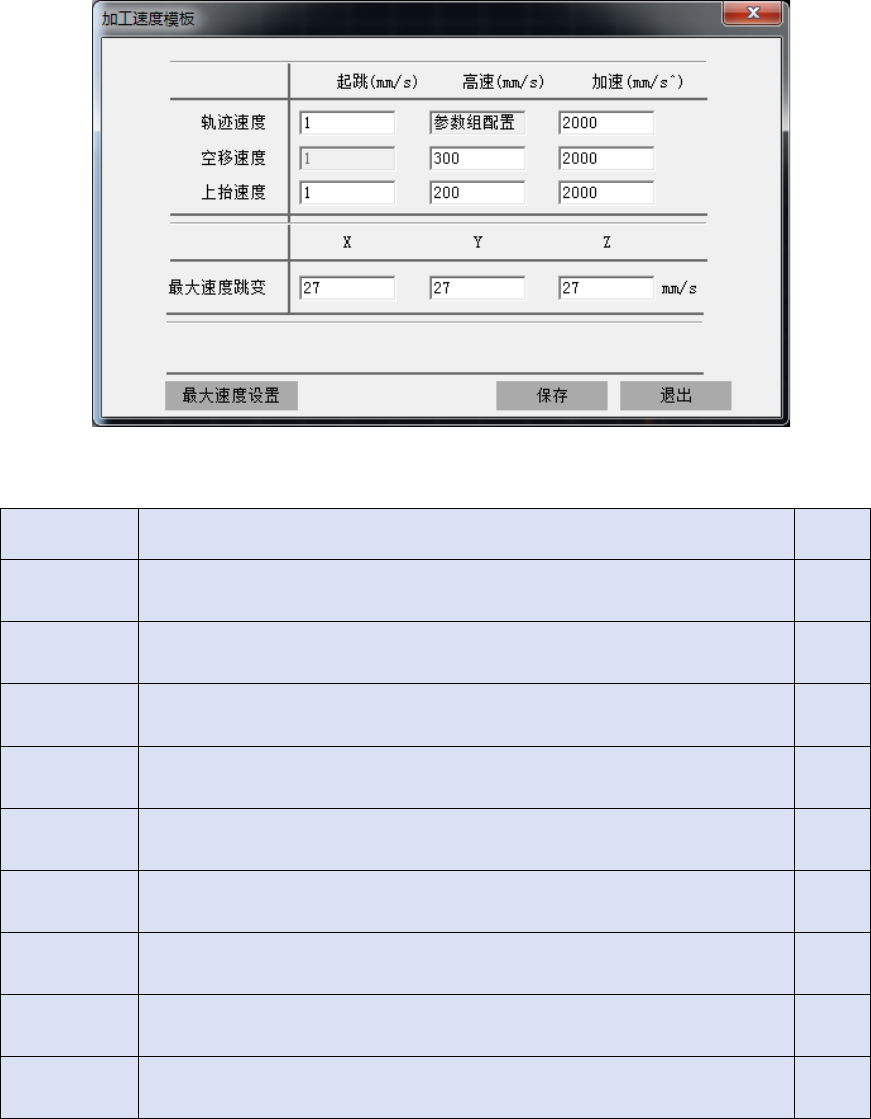
1、系统默认 X/Y/Z 轴运动速度以及加速度,更改此处速度为新建加工任务默认速度。
名称
意义
单位
轨迹加速度
任务加工过程中轴的加速度。
mm/s^
加工起跳速度
当轴初始速度(零)跳变成恒速时,代替零值作为初始值的速度。
mm/s
空移速度
非加工状态时,各个轴的运动速度。此处也是相机拍照运动的速度。
mm/s
空移加速
非加工状态时,各个轴由一个速度跳变到另一个速度的时间惯量。
mm/s^
空移起跳速度
当 XY 轴初始速度(零)跳变成恒速时,代替零值作为初始值的速度。
mm/s
上抬高速
当任务处于加工状态, 轴从一个独立加工单元运动到另一个独立加工单
元起点位置时,Z 轴上抬的速度。
mm/s
上抬加速
当任务处于加工状态, 轴从一个独立单元运动到另一个独立加工单元起
点位置时,Z 轴运动时的加速度。
mm/s^
上抬起跳速度
Z 轴将从初始速度跳变到任务指定速度,上抬起跳作为初始速度。
mm/s
最大速度跳变
X/Y /Z 轴经由减速继而加速时,减速的设定最低值。
mm/s
4.1.7 工艺参数模板
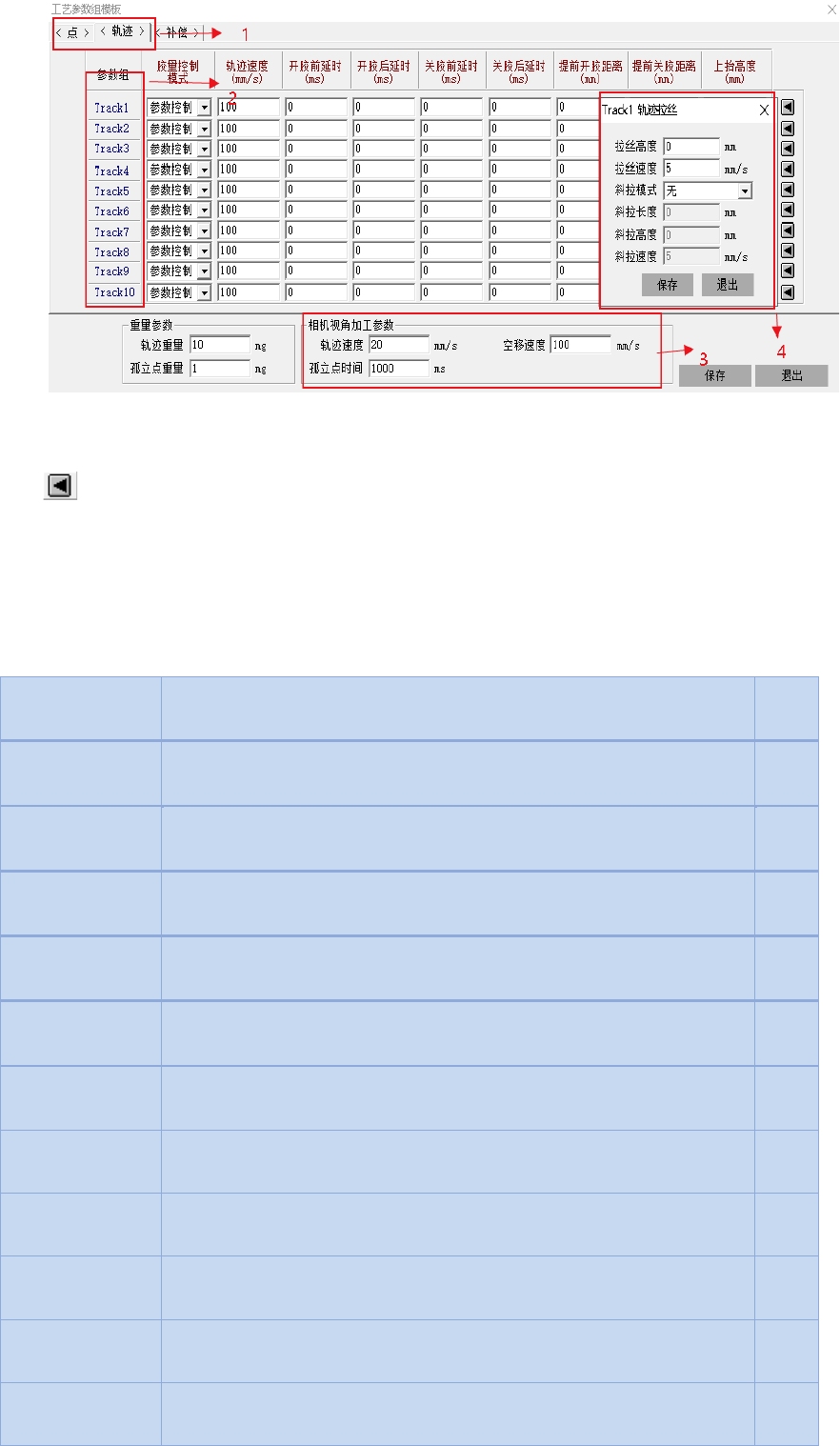
1、切换打点的工艺参数与画线的工艺参数页面。
2、工艺参数分组,不同轨迹或点可以单独使用不同参数组。
3、以相机视野模拟加时,XY 轴运动加工速。
4、 点击此符号设置拉丝工艺参数。
5、软件版本不同(针阀、喷阀、挤胶),工艺参数术语有所不同。
6、设置此位置工艺参数后,新建加工任务默认工艺参数与之相同。
工艺参数术语注解
术语名称
意义
单位
轨迹速度
任务加工过程中的轴运动速度。
mm/s
开胶前延时
当任务加工开始时,不开启胶阀等待一段指定时间再开启胶头点胶。
ms
开胶后延时
当任务加工开始,开启胶阀等待一段指定时间再运动加工轨迹。
ms
关胶前延时
当任务加工临近结束, 轴运动到终点时,胶阀停留一段指定时间再
关闭胶阀停止出胶。
ms
关胶后延时
当任务加工临近结束, 轴运动到终点时,关闭胶阀并停留一段指定
时间再结束任务加工。
ms
提前开胶距离
当任务加工开始,Z 轴还未下降到任务加工高度时, 设定一段高度
距离提前开启胶头点胶。
mm
提前关胶距离
当任务加工临近结束, X/Y 轴还未运动到任务终点坐标时,设置一
段距离提前关闭胶头停止出胶。
mm
上抬高度
当任务加工开始时,为避免从一个独立加工单元移动到到另一个
独立加工单元时针头被物体碰撞,Z 轴上抬的一段指定高度。
mm
开阀时间
喷阀撞针打开的时间。
ms
关阀时间
喷阀撞针打开间隔时间。
ms
打点间距
喷阀打点的间距。(点的间距与开关阀时间成正比关系,开关阀时间
越短,点的间距就越近)
mm