JET MOVE 全功能软件 操作说明书 - 第30页
打点数量 孤立点出胶的数 量。 次 飞行点胶提前开 胶距离 在飞行点胶时, 起点提前或者滞 后开胶距离。 (数提前开胶 ,负数为 滞后开胶) mm 开胶补偿 正数为提前开胶 距离,负数为延 后开胶距离。 mm 关胶补偿 正数为延后关胶 距离,负数为提 前关胶距离。 mm 出胶后延时 喷阀出胶后停顿 的时间。 ms 挤胶速度 伺服电机推压胶 水的速度。 mm/s 回吸速度 挤胶伺服电机回 退运动的速度。 mm/s 拉丝速度 当 任 务 加…
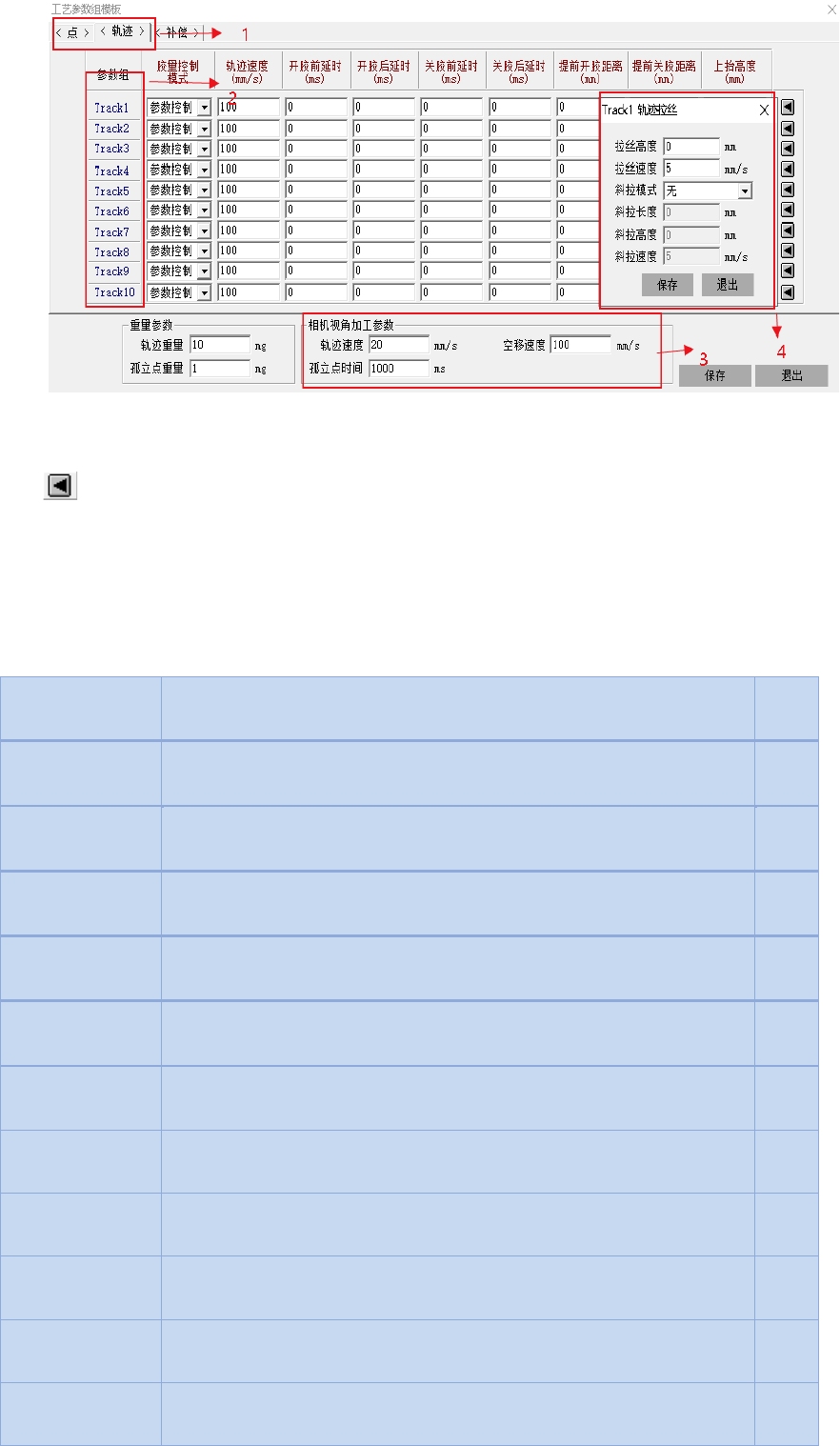
1、切换打点的工艺参数与画线的工艺参数页面。
2、工艺参数分组,不同轨迹或点可以单独使用不同参数组。
3、以相机视野模拟加时,XY 轴运动加工速。
4、 点击此符号设置拉丝工艺参数。
5、软件版本不同(针阀、喷阀、挤胶),工艺参数术语有所不同。
6、设置此位置工艺参数后,新建加工任务默认工艺参数与之相同。
工艺参数术语注解
术语名称
意义
单位
轨迹速度
任务加工过程中的轴运动速度。
mm/s
开胶前延时
当任务加工开始时,不开启胶阀等待一段指定时间再开启胶头点胶。
ms
开胶后延时
当任务加工开始,开启胶阀等待一段指定时间再运动加工轨迹。
ms
关胶前延时
当任务加工临近结束, 轴运动到终点时,胶阀停留一段指定时间再
关闭胶阀停止出胶。
ms
关胶后延时
当任务加工临近结束, 轴运动到终点时,关闭胶阀并停留一段指定
时间再结束任务加工。
ms
提前开胶距离
当任务加工开始,Z 轴还未下降到任务加工高度时, 设定一段高度
距离提前开启胶头点胶。
mm
提前关胶距离
当任务加工临近结束, X/Y 轴还未运动到任务终点坐标时,设置一
段距离提前关闭胶头停止出胶。
mm
上抬高度
当任务加工开始时,为避免从一个独立加工单元移动到到另一个
独立加工单元时针头被物体碰撞,Z 轴上抬的一段指定高度。
mm
开阀时间
喷阀撞针打开的时间。
ms
关阀时间
喷阀撞针打开间隔时间。
ms
打点间距
喷阀打点的间距。(点的间距与开关阀时间成正比关系,开关阀时间
越短,点的间距就越近)
mm
打点数量
孤立点出胶的数量。
次
飞行点胶提前开
胶距离
在飞行点胶时,起点提前或者滞后开胶距离。(数提前开胶,负数为
滞后开胶)
mm
开胶补偿
正数为提前开胶距离,负数为延后开胶距离。
mm
关胶补偿
正数为延后关胶距离,负数为提前关胶距离。
mm
出胶后延时
喷阀出胶后停顿的时间。
ms
挤胶速度
伺服电机推压胶水的速度。
mm/s
回吸速度
挤胶伺服电机回退运动的速度。
mm/s
拉丝速度
当任务加工结束时,Z 轴避免彻底拉断胶丝,缓慢上抬的速度。
mm/s
拉丝高度
当任务加工结束时,为避免 Z 轴上移过快造成胶头残留胶水被拉扯
过长,Z 轴缓慢上移的一段指定高度。
mm
斜拉高度
当任务加工结束,Z 轴斜向上拉的一段指定高度
mm
斜拉长度
当任务加工结束,Z 轴斜向上拉的一段指定长度
mm
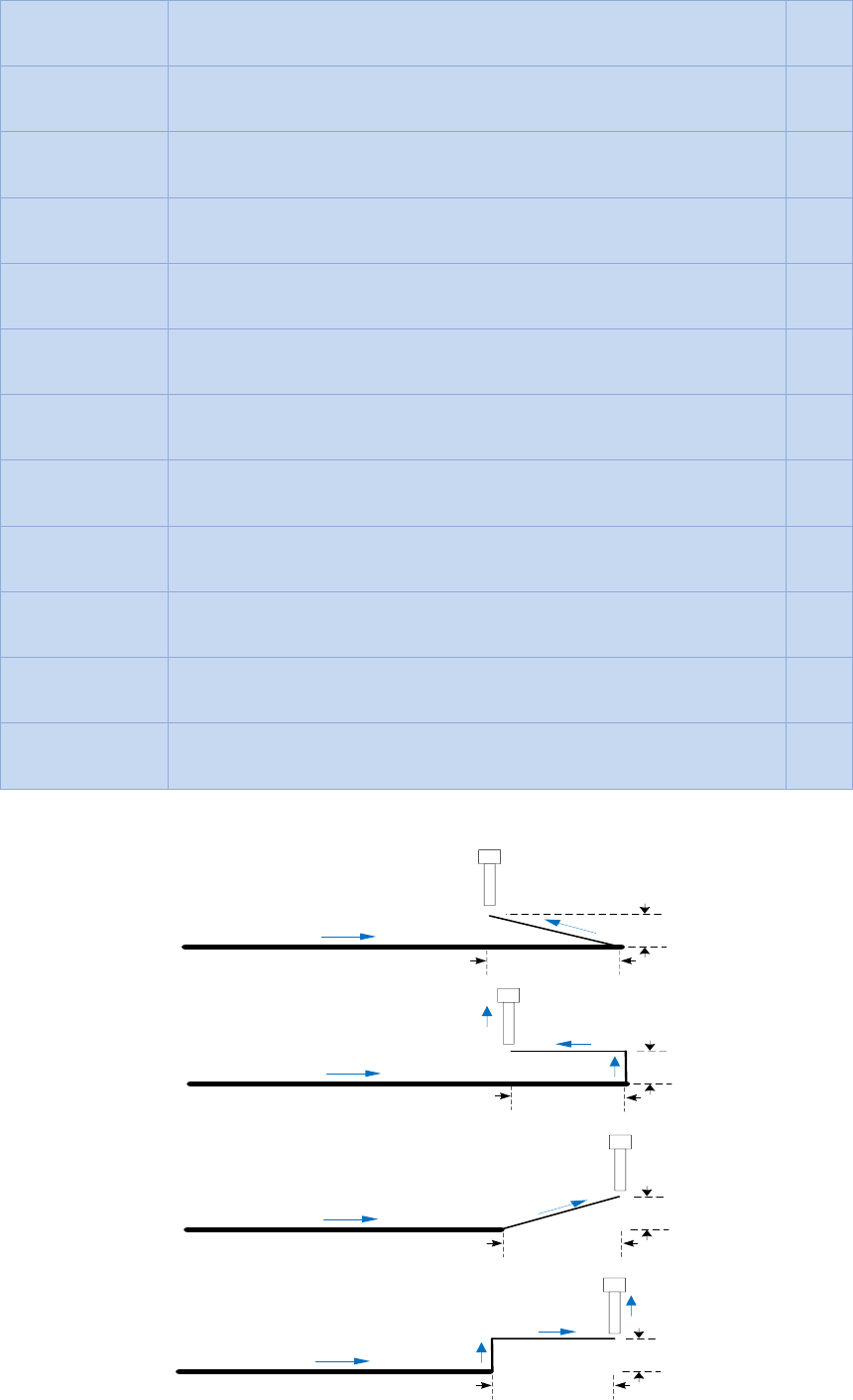
斜拉模式
斜拉向后、方型回拉、斜拉向前、方形前拉。(如下图)
1
2
1.斜拉向后
斜拉长度
斜拉高度
1
2
2.方形回拉
斜拉长度
斜拉高度
3
4
1
2
3.斜拉向前
斜拉长度
斜拉高度
1
2
4.方形前拉
斜拉长度
斜拉高度
3
4

5 工具
5.1.1 轨道信号检测
1、轨道信号检测主要,用于检查加工轨道各个传感器以及气缸是否有效。
2、当轨道出现异常时,可以把产品放入轨道,点此界面的开始检测按钮。软件会自动运行
轨道进行检测。(红色指示为异常,绿色指示为正常)
5.1.2 状态监控