IPC-SM-782A 表面安装设计和焊盘设计标准(带BGA).pdf - 第63页
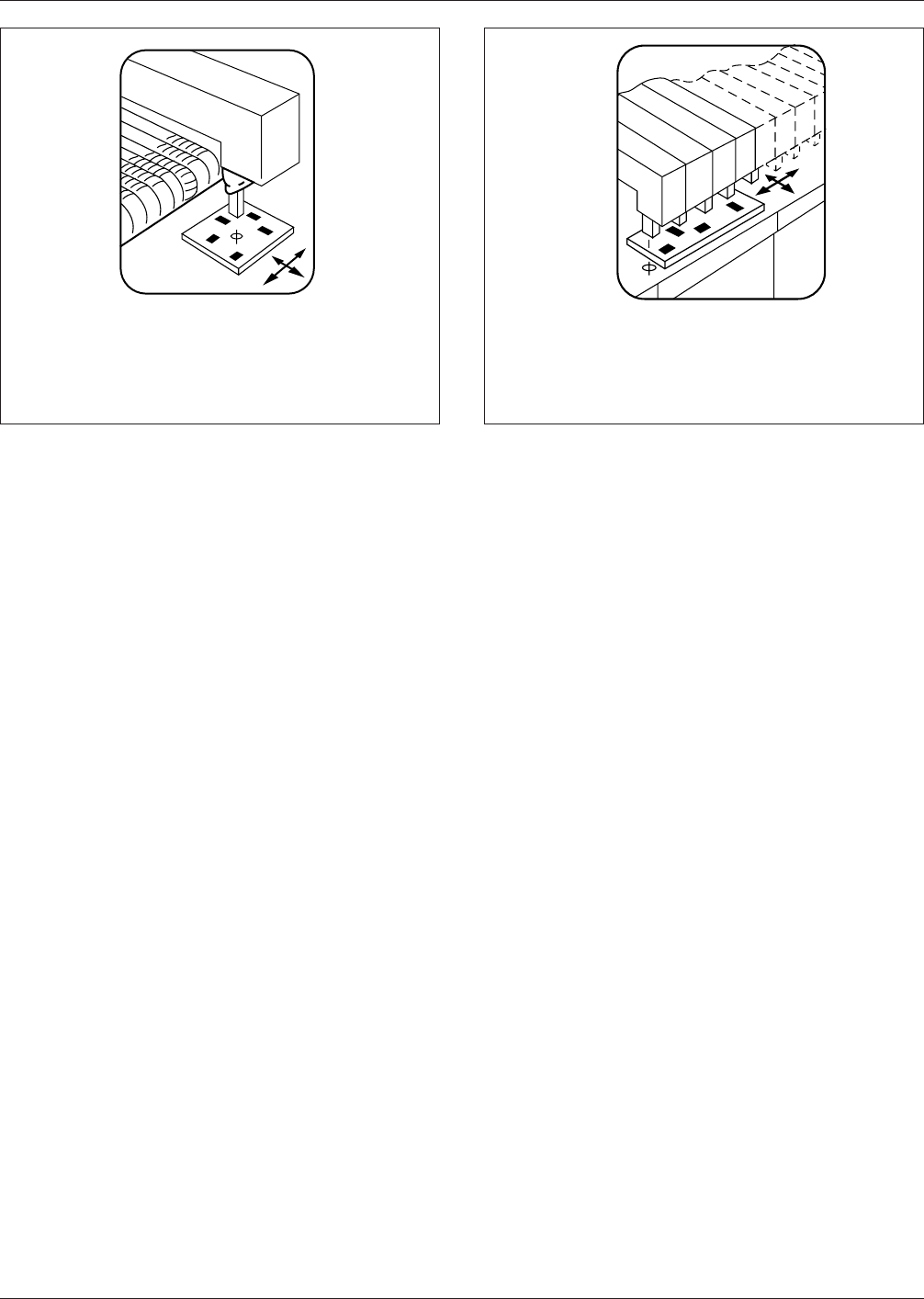
Sequential placement equipment (Figure 7–6) typically uti- lizes a software controlled X-Y moving table system. Com- ponents are individually placed on the printed board in succession. T ypical cycle times vary from 0.3 …
In-line placement equipment (Figure 7–4) employs a series
of fixed position placement stations. Each station places its
respective component as the printed board moves down the
line. Cycle times vary from 1.8 to 4.5 seconds per board.
Simultaneous placement equipment (Figure 7–5) places an
entire array of components on the printed board at the same
time. Typical cycle times vary from 7 to 10 seconds per
board.
IPC-782-7-1
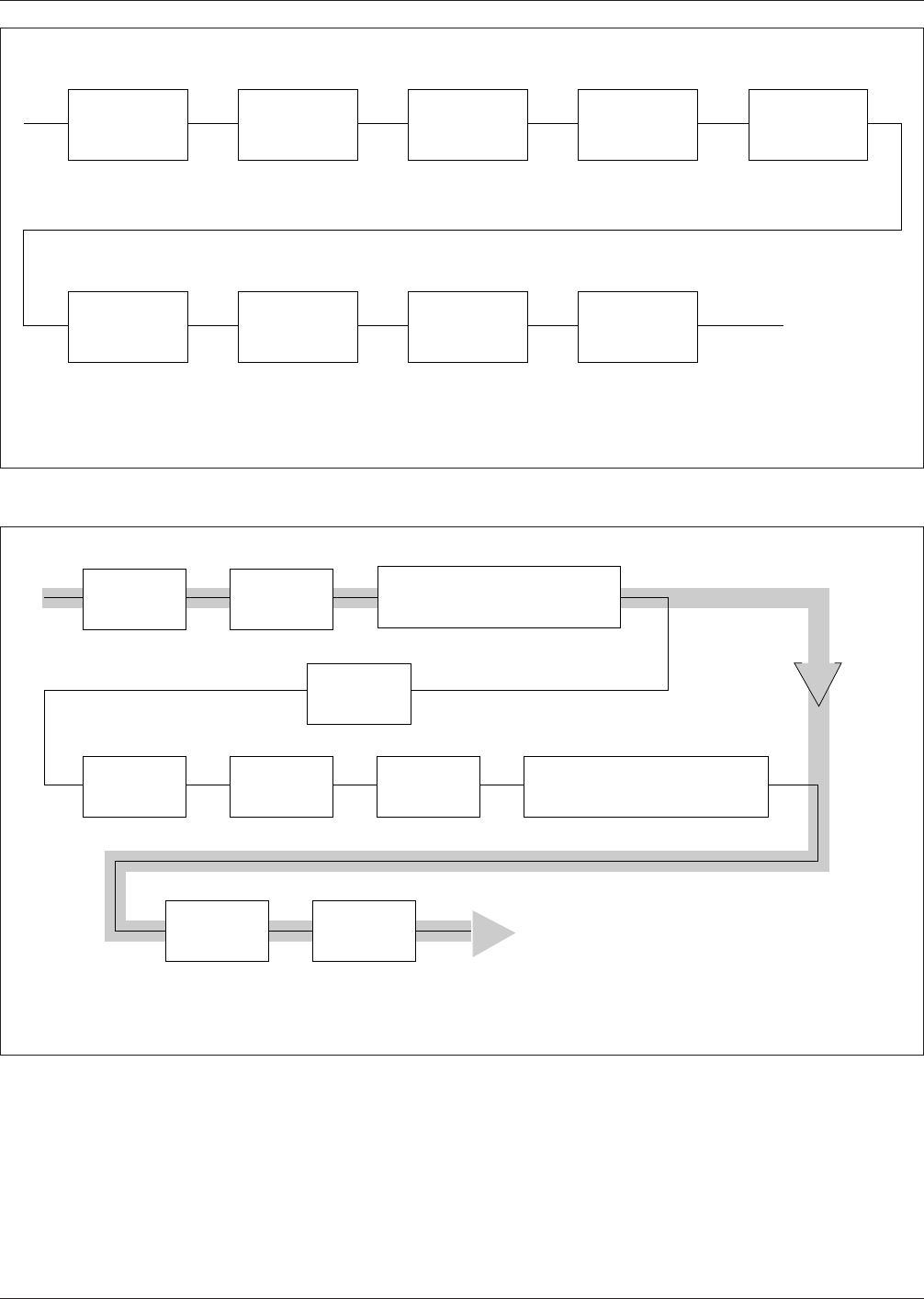
Figure 7–1 Typical process flow for underside attachment type 2c (simple) surface mount technology
Insert/Clinch
Leaded
Thru-Hole
Components
▼
▼
▼
Invert
Board
▼
▼
▼
▼
▼
▼
▼
▼
▼
▼
Apply
Adhesive
Cure
Adhesive
Place
Surface Mt.
Components
Invert
Board
Wave
Solder
Clean*
Test
▼
*Optional depending on flux and cleanliness requirements.
IPC-782-7-2
Figure 7–2 Typical process flow for full surface mount type 1b and 2b surface mount technology
Print
Solder Paste
Side 1
▼
▼
Place
Components
▼
▼
▼
▼
▼
▼
▼
▼
Clean*
Invert
Board
Clean*
Type 2 (Double Sided) SMT
Type 1 (Single Sided) SMT
▼
Print
Solder Paste
Side 2
Place
Components
Dry
Paste**
Test
Reflow
Solder
*
Optional depending on flux
and cleanliness requirements
**Typically used for vapor phase soldering
Dry
Paste**
Reflow
Solder
IPC-SM-782A December 1999
54
电子技术应用 www.ChinaAET.com
Sequential placement equipment (Figure 7–6) typically uti-
lizes a software controlled X-Y moving table system. Com-
ponents are individually placed on the printed board in
succession. Typical cycle times vary from 0.3 to 1.8 sec-
onds per component.
Sequential/simultaneous placement equipment (Figure 7–7)
features a software controlled X-Y moving table system.
Components are individually placed on the printed board
from multiple heads in succession. Simultaneous firing of
heads is possible. Typical cycle times vary around 0.2 sec-
onds per component.
There are many autoplacement machines available in each
of the four categories. One must establish guidelines for
selection of a machine. For example, what kind of parts are
to be handled? Will they come in bulk, magazine, or on a
tape? Can the machine accommodate future changes in
tape sizes?
Selection and evaluation of tapes from various vendors for
compatibility with the selected machine is very important.
The off-line programming, teach mode, and edit capability
along with computer aided design/computer aided manu-
facture (CAD/CAM) compatibility may be very desirable,
especially if a company has already developed a CAD/
CAM data base. Special features such as adhesive applica-
tion, component testing, board handling, and reserve capa-
bility for further expansion in a machine may be of special
interest for many applications. Reliability, accuracy of
placement, and easy maintenance are important to all users.
IPC-782-7-3
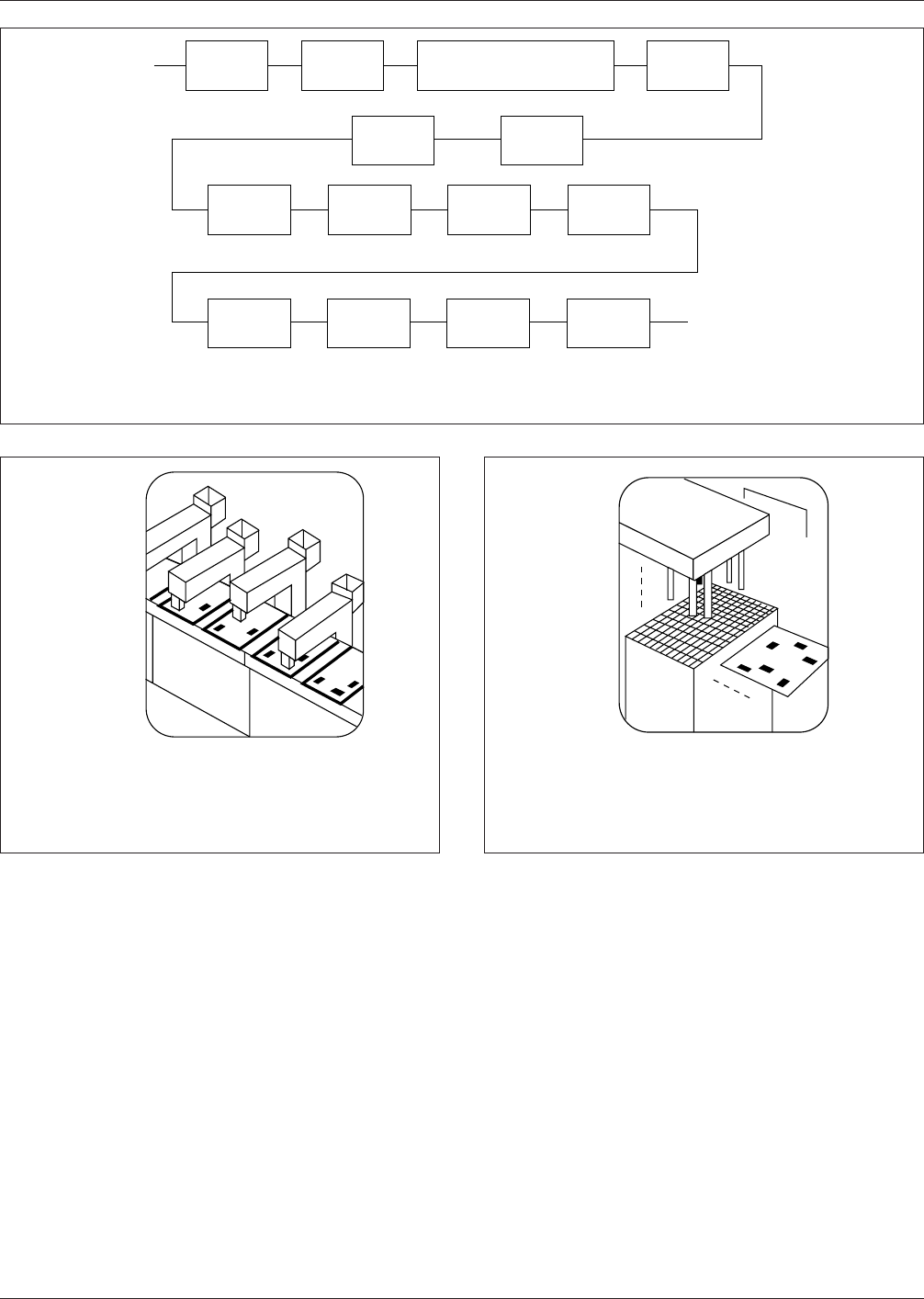
Figure 7–3 Typical process flow for mixed technology type 2c (complex) surface mount technology
''' '
''''
'''' '
'''
'
'
Print
Solder Paste
Dry
Paste**
Reflow
Solder
Place
Surface Mt.
Components
Clean*
Clinch Leaded
Thru-Hole
Components
Insert
Thru-Hole
Components
Invert
Board
Invert
Board
Wave
Solder
Apply
Adhesive
Cure
Adhesive
Place
Surface Mt.
Components
Clean* Test
*Optional depending on flux and cleanliness requirements. If no flux is used for solder paste
and/or wave soldering, cleaning and cleanliness test may be omitted.
**Typically used for vapor phase soldering.
IPC-782-7-4
Figure 7–4 In-line placement equipment
•
Moving board/fixed head
•
Each head places one component
•
1.8 to 4.5 seconds/board
IPC-782-7-5
Figure 7–5 Simultaneous placement equipment
•
Fixed table/head
•
All components placed simultaneously
•
Seven to ten seconds/board
▼
▼
▼
December 1999 IPC-SM-782A
55
电子技术应用 www.ChinaAET.com
7.4 Soldering
Like the selection of autoplacement
machines, the soldering process selection depends upon the
type of components to be soldered and whether or not they
will be used in combination with leaded parts. For
example, if all components are surface mount types, reflow
method (vapor phase, hot air convection or infrared) may
be desirable. However, for through-hole and surface mount
combinations, in mixed technology, a combination of wave
soldering and reflow soldering may be used. No process is
best for all soldering tasks. In addition, the number of sol-
dering processes discussed in the following text are by no
means complete.
7.4.1 Wave Soldering Wave soldering is an economical
method of soldering mass terminations. There are four
main process variables that must be controlled in the wave
soldering process: preheat, fluxing, speed, and solder wave.
In preheat, allowance in the conveyer system must be made
for the thermal expansion of the board during preheating
and soldering to prevent board warpage.
In fluxing, flux density, activity and flux foam/wave height
must be closely monitored. A system must be in place to
determine when the flux activity has deteriorated and when
the old flux must be replaced and the new flux added.
Speed is the time sequence and duration of all of the steps
in soldering. By controlling the speed, more uniform and
better joints result. In controlling the conveyer speed, pre-
heating a packaging and interconnecting assembly in two
or three stages minimizes the thermal shock damage to the
assembly and improves its service life. Uniform preheating
is achieved by developing a solder schedule that specifies
preheat settings and conveyer speed for each type of board.
The solder wave is an important variable. Wave geometry
is especially important for preventing icicles and bridges
and for the proper soldering of surface mounted compo-
nents. Wave geometries include uni- and bidirectional;
single and double; rough, smooth and dead zone; oil inter-
mix, dry, and bubbled, and with or without a hot air knife.
Special solder waves just for surface mounted components
are also available.
The concern generally expressed in wave soldering of sur-
face mount devices is damage to the components when
they go through the soldering wave at 260°C [500°F]. The
maximum shift in tolerance of resistors and capacitors is
generally found to be 0.2%. This is a negligible amount
considering the part tolerance of commonly used compo-
nents is +5 to 20%. The components generally spend about
three seconds in the wave but they are designed to with-
stand soldering temperatures of 260°C [500°F] for up to 10
seconds.
In wave soldering, outgassing and solder skips are two
other main concerns. The outgassing or gas evolution
occurs on the trailing terminations of chip resistors and
capacitors. It is believed to be caused by insufficient drying
of flux and can be corrected by raising the packaging and
interconnecting assembly preheat temperature or time. The
other concern, solder skips, is caused by the shadow effect
of the part body on the trailing terminations. Orienting the
part in such a way that both terminations are soldered
simultaneously solves most shadow effect problems. Some
manufacturers use an extra land to serve as a ‘‘solder
thief’’ for active components.
The most common method for solving both outgassing and
shadow effect is by switching to the dual wave system
where the first wave is turbulent and the second wave is
IPC-782-7-6
Figure 7–6 Sequential placement equipment
•
X-Y Movement table/head
•
Components placed in succession
individually
•
0.3 to 0.8 to 4.5 seconds/board
▼
▼
IPC-782-7-7
Figure 7–7 Sequential/Simultaneous placement equipment
•
X-Y table/fixed head
•
Sequential/simultaneous firing of heads
•
0.2 seconds/component
▼
IPC-SM-782A December 1999
56
电子技术应用 www.ChinaAET.com