00195439-05-SG_D-Serie_FSE-DE.pdf - 第100页
6 Referenzlauf 6.1 Referenzlauf (D/Di-Serie) 6.1.3 Achsreferenzlauf 100 Student Guide SIPLACE D-Serie (F SE) ▪ Positionieren auf die Hardwareendan schläge. Die Y-Portalachsen werden auf die außenliegenden Endanschläge i …
6 Referenzlauf
6.1.3 Achsreferenzlauf 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 99
– Die Sternachse lädt die Nullpunktkorrektur.
– Die Sternachse positioniert auf den Zählerstand 0. Damit steht Segment 1 in der Sternabhol- und
Bestückposition.
► Z-Achsreferenzpunktfahrt
Weil die Z-Achse keinen Nullimpuls hat wird der Z-Achsanschlag oben für diese "Nullimpulsposition"
benutzt. Die Nullpunktkorrektur (NPK) wird während eines jeden Referenzlaufes ermittelt.
– Die Z-Achse wieder auf den Anschlag oben und dann auf den Standardwert 5 Digit positioniert.
Anschließend:
– Die Sternachse positioniert auf 6250 Digits (6,25°).
– Die Z-Achse positioniert abwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf 6750 Digits (6,75°).
– Die Z-Achse positioniert aufwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf -6250 Digits (-6,25°).
– Die Z-Achse positioniert abwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
– Die Sternachse positioniert auf -6750 Digits (-6,75°).
– Die Z-Achse positioniert aufwärts auf Anschlag Z-Position übertragen & zurück auf 5 Digit.
► Aus den 4 Z-Achspositionen wird die Z-Nullpunktkorrektur errechnet, an den Achscontroller
übertragen und bis zum Ausschalten der Maschine benutzt.
– Die Sternachse wird wieder auf die 0-Position (Segment 1 unten) positioniert.
Durch diese automatische NPK wird das Segmentkugellager optimal in die Position für die
Kreisbogenführung gestellt.
► Damit ist der Kopfachsreferenzlauf abgeschlossen.
6.1.3.2
6.1.3.2 Portalachsreferenzlauf
Portalachsreferenzlauf
Der erste Referenzlauf beinhaltet auch die Kommutierungspunktsuche für die 3-Phasenantriebe der
Portalachsen.
Ablauf:
Initialisieren des 3-Phasenantriebsystems und des Positionsmesssystems der Portalachsen:
▪ Kommutierungspunktsuche der X-/Y-Portalachse.
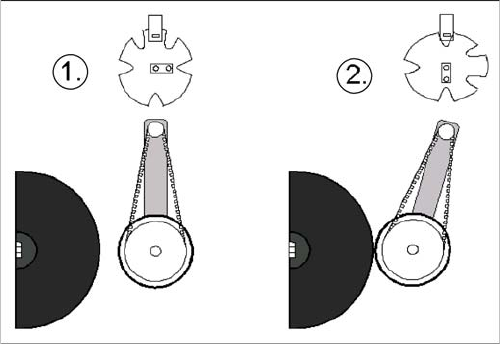
Positionieren der DP-Achse mit Hilfe von Ein- und Aus
-
schwenkfunktionen
Legende
1. Homeposition DP-Antrieb mit einem Abstand von ca.
1 mm vom Segment.
2. DP-Antrieb an Segment angedockt.
► DP-Achsreferenzlauf
– Die DP-Station wird über ein CAN-Bus-Kommando
eingeschwenkt (2).
– Der Achscontroller startet von der 0-Position aus
bis im Inkrementalgeber der Nullimpuls eines Seg
-
mentes erkennbar ist.
► Die DP-Station wird über ein CAN-Bus-Kommando
wieder ausgeschwenkt (1).
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.3 Achsreferenzlauf
100 Student Guide SIPLACE D-Serie (FSE)
▪ Positionieren auf die Hardwareendanschläge.
Die Y-Portalachsen werden auf die außenliegenden Endanschläge in kleinen Schritten positioniert.
Die Zielposition wird vorgegeben. Falls diese nicht erreicht wird und keine Zählimpulse am Inkre
-
mentalgeber erkennbar sind, hat die Achse den Hardwareendanschlag erreicht.
▪ Bewegungsrichtungsumkehr der Achse und Suche des Nullimpulses auf dem Inkrementalmaßstab.
– Laden der X- bzw. Y-Achsnullpunktkorrektur.
Damit ist der Achsreferenzlauf abgeschlossen das Positionieren aller Achsen für den Bestückbetrieb ist
möglich.
X- und Y-Kommutierungspunktsuche (A364)
Eine Kommutierungspunktsuche für die 3-phasigen AC-Antriebe des Portals startet gleich nachdem der
Referenzlauf der Kopfachsen erfolgreich beendet wurde.
1. Kommutierungspositionssuche beim allerersten Referenzlauf:
Vorbedingung und Funktion:
▪ Achsreferenzlauf an den entsprechenden Bestückköpfen erfolgreich beendet.
▪ 2 Motorphasen werden an die Leistungs-Stromversorgung des Servoverstärkers geschaltet.
▪ Der 3-Phasen-AC-Motor bewegt sich bis zur nächsten passenden magnetischen Position.
▪ 2 andere Motor-Phasen werden auf die Servo-Stromversorgung geschaltet und die Achse bewegt
sich weiter.
▪ Diese Schaltvorgänge wiederholen sich mehrmals.
Der Achsreferenzlauf wird fortgesetzt mit der Referenzpositionssuche für das Positionsmesssystem.
Initialisieren Positionsmesssystem
Statt der Schaltpositionen der BEROs werden jetzt die Hardwareendanschläge der jeweiligen Portala
-
chsen gesucht.
▪ Positionieren mit kleinen Schrittweiten im Modus Stillstandssuche
▪ Zielposition:
– Wird die Zielposition erreicht, so wird ein weiterer Schritt in Richtung Endanschlag programmiert
und positioniert.
– Wird eine Zielposition nicht erreicht, so wird überprüft ob weitere Zählimpulse einlaufen. Falls
dies über eine bestimmte Zeit nicht der Fall ist, so erkennt die Achse den Umkehrpunkt der Por
-
talpositionierung und beginnt die Suche nach dem Nullimpuls.
▪ Die Achse positioniert die Y-Achsen in Richtung Maschinenmitte, die X-Achsen in Richtung Umlen
-
klager der X-Achse.
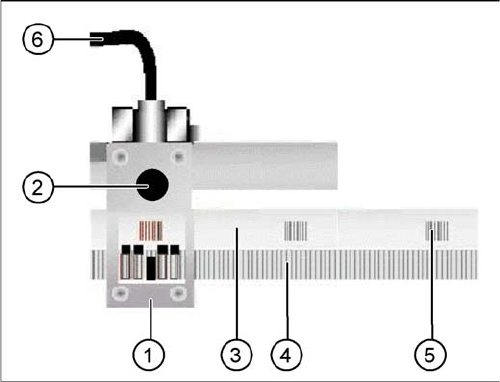
Symbolische Darstellung des Inkrementalgebers mit
Maßstab
Legende
1. Inkrementalgeber
2. Teststecker Spursignale (analog)
3. Inkrementalmaßstab
4. Inkremente auf dem Maßstab (1 µm Auflösung)
5. Nullimpuls
6. Anschlusskabel zum Portalverteiler/Portal-Kopfver
-
teiler
6 Referenzlauf
6.1.4 Vakuumreferenzlauf 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 101
▪ Dabei wird der Nullimpuls gesucht und durch eine kurze Verfahrstrecke überprüft.
▪ In der Position des korrekten Nullimpulses wird die Nullpunktkorrektur der Achse geladen. Dies stellt
die korrekte Positionierung im späteren Bestückbetrieb sicher.
6.1.4
6.1.4 Vakuumreferenzlauf
Vakuumreferenzlauf
6.1.4.1
6.1.4.1 Reinigen der Pipetten und anschl. messen der Vakuummesswerte
Reinigen der Pipetten und anschl. messen der Vakuummesswerte
Die Vakuumwerte "offen" und "geschlossen" können erst gemessen werden, wenn durch das Abblasen
möglicher Verschmutzungen die Pipetten gereinigt wurden.
Ablauf:
► Die Portalachsen bewegen den Bestückkopf in die Abwurfposition.
► Der Stern dreht im Gegenuhrzeigersinn alle Segmente durch die Arbeitspositionen.
► Das Elektromagnet-Ventil wird zyklisch für das "BE abwerfen" –Pipette reinigen– aktiviert.
► Die Vakuum "offen" und "geschlossen" Messwerte zum Bestücken werden für die Pipettentypen ge
-
messen.
Im Fehlerfall ist eine Pipette mit zu kleiner Öffnung gerüstet oder der Vakuumkanal der Pipette ist
verstopft. --> Die Pipette muss getauscht werden.
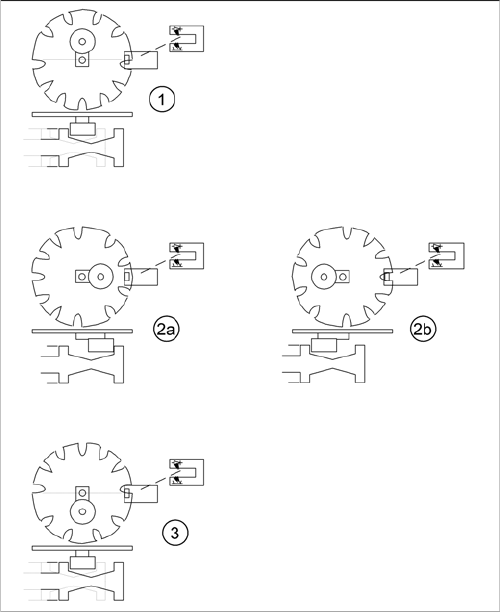
Umschalten der Ventilstellantriebe an Abhol-/Bestück-
und Abwurfposition
Legende
1. Ausgangsposition. Verfahren der Stern-Achse freige
-
ben.
2. 2a: Hier schaltet der "Ventilstellanrieb abholen
bestücken" auf Vakuum für den Vakuumwert "Pipette
geöffnet".
2b: Hier schaltet der "Ventilstellanrieb abholen
bestücken" auf Vakuum für den Vakuumwert "Pipette
geschlossen". Parallel schaltet hier (Bild 2b) der
"Ventilstellanrieb abwerfen" auf Blasluft (und wieder
zurück).
3. Position entgegengesetzt zur Ausgangsposition. Ver
-
fahren der Stern-Achse freigeben.