00195439-05-SG_D-Serie_FSE-DE.pdf - 第101页
6 Referenzlauf 6.1.4 Vakuumreferenzlauf 6.1 Referenzlauf (D/Di-Serie) Student Guide SIPLACE D-Serie (FSE) 101 ▪ Dabei wird der Nullim puls gesucht und dur ch eine kurze Verfahr strecke überprüf t. ▪ In der Position des k…
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.3 Achsreferenzlauf
100 Student Guide SIPLACE D-Serie (FSE)
▪ Positionieren auf die Hardwareendanschläge.
Die Y-Portalachsen werden auf die außenliegenden Endanschläge in kleinen Schritten positioniert.
Die Zielposition wird vorgegeben. Falls diese nicht erreicht wird und keine Zählimpulse am Inkre
-
mentalgeber erkennbar sind, hat die Achse den Hardwareendanschlag erreicht.
▪ Bewegungsrichtungsumkehr der Achse und Suche des Nullimpulses auf dem Inkrementalmaßstab.
– Laden der X- bzw. Y-Achsnullpunktkorrektur.
Damit ist der Achsreferenzlauf abgeschlossen das Positionieren aller Achsen für den Bestückbetrieb ist
möglich.
X- und Y-Kommutierungspunktsuche (A364)
Eine Kommutierungspunktsuche für die 3-phasigen AC-Antriebe des Portals startet gleich nachdem der
Referenzlauf der Kopfachsen erfolgreich beendet wurde.
1. Kommutierungspositionssuche beim allerersten Referenzlauf:
Vorbedingung und Funktion:
▪ Achsreferenzlauf an den entsprechenden Bestückköpfen erfolgreich beendet.
▪ 2 Motorphasen werden an die Leistungs-Stromversorgung des Servoverstärkers geschaltet.
▪ Der 3-Phasen-AC-Motor bewegt sich bis zur nächsten passenden magnetischen Position.
▪ 2 andere Motor-Phasen werden auf die Servo-Stromversorgung geschaltet und die Achse bewegt
sich weiter.
▪ Diese Schaltvorgänge wiederholen sich mehrmals.
Der Achsreferenzlauf wird fortgesetzt mit der Referenzpositionssuche für das Positionsmesssystem.
Initialisieren Positionsmesssystem
Statt der Schaltpositionen der BEROs werden jetzt die Hardwareendanschläge der jeweiligen Portala
-
chsen gesucht.
▪ Positionieren mit kleinen Schrittweiten im Modus Stillstandssuche
▪ Zielposition:
– Wird die Zielposition erreicht, so wird ein weiterer Schritt in Richtung Endanschlag programmiert
und positioniert.
– Wird eine Zielposition nicht erreicht, so wird überprüft ob weitere Zählimpulse einlaufen. Falls
dies über eine bestimmte Zeit nicht der Fall ist, so erkennt die Achse den Umkehrpunkt der Por
-
talpositionierung und beginnt die Suche nach dem Nullimpuls.
▪ Die Achse positioniert die Y-Achsen in Richtung Maschinenmitte, die X-Achsen in Richtung Umlen
-
klager der X-Achse.
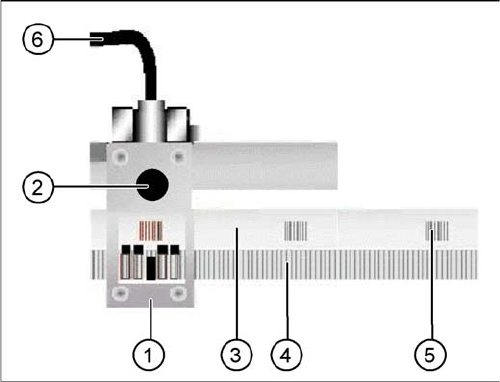
Symbolische Darstellung des Inkrementalgebers mit
Maßstab
Legende
1. Inkrementalgeber
2. Teststecker Spursignale (analog)
3. Inkrementalmaßstab
4. Inkremente auf dem Maßstab (1 µm Auflösung)
5. Nullimpuls
6. Anschlusskabel zum Portalverteiler/Portal-Kopfver
-
teiler
6 Referenzlauf
6.1.4 Vakuumreferenzlauf 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 101
▪ Dabei wird der Nullimpuls gesucht und durch eine kurze Verfahrstrecke überprüft.
▪ In der Position des korrekten Nullimpulses wird die Nullpunktkorrektur der Achse geladen. Dies stellt
die korrekte Positionierung im späteren Bestückbetrieb sicher.
6.1.4
6.1.4 Vakuumreferenzlauf
Vakuumreferenzlauf
6.1.4.1
6.1.4.1 Reinigen der Pipetten und anschl. messen der Vakuummesswerte
Reinigen der Pipetten und anschl. messen der Vakuummesswerte
Die Vakuumwerte "offen" und "geschlossen" können erst gemessen werden, wenn durch das Abblasen
möglicher Verschmutzungen die Pipetten gereinigt wurden.
Ablauf:
► Die Portalachsen bewegen den Bestückkopf in die Abwurfposition.
► Der Stern dreht im Gegenuhrzeigersinn alle Segmente durch die Arbeitspositionen.
► Das Elektromagnet-Ventil wird zyklisch für das "BE abwerfen" –Pipette reinigen– aktiviert.
► Die Vakuum "offen" und "geschlossen" Messwerte zum Bestücken werden für die Pipettentypen ge
-
messen.
Im Fehlerfall ist eine Pipette mit zu kleiner Öffnung gerüstet oder der Vakuumkanal der Pipette ist
verstopft. --> Die Pipette muss getauscht werden.
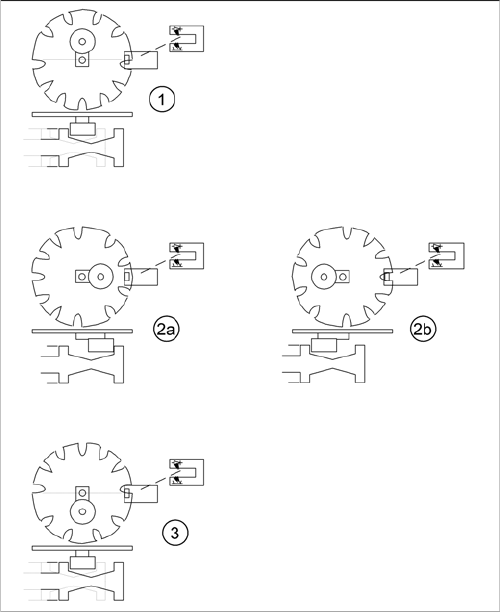
Umschalten der Ventilstellantriebe an Abhol-/Bestück-
und Abwurfposition
Legende
1. Ausgangsposition. Verfahren der Stern-Achse freige
-
ben.
2. 2a: Hier schaltet der "Ventilstellanrieb abholen
bestücken" auf Vakuum für den Vakuumwert "Pipette
geöffnet".
2b: Hier schaltet der "Ventilstellanrieb abholen
bestücken" auf Vakuum für den Vakuumwert "Pipette
geschlossen". Parallel schaltet hier (Bild 2b) der
"Ventilstellanrieb abwerfen" auf Blasluft (und wieder
zurück).
3. Position entgegengesetzt zur Ausgangsposition. Ver
-
fahren der Stern-Achse freigeben.
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.4 Vakuumreferenzlauf
102 Student Guide SIPLACE D-Serie (FSE)
6.1.4.2
6.1.4.2 Feststellung der Vakuumwerte und Grenzwerte
Feststellung der Vakuumwerte und Grenzwerte
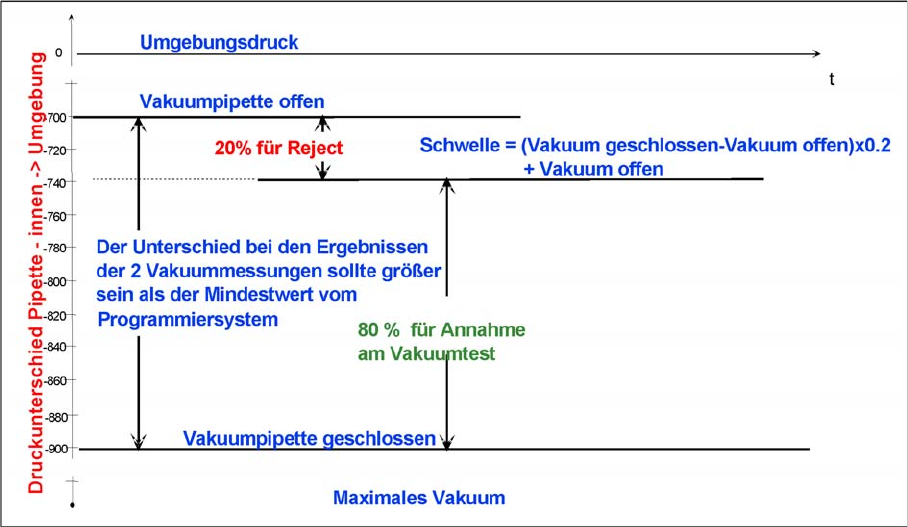
Messung und Berechnung der Vakuumwerte bei der Referenzfahrt
Legende
1. Zwei Vakuummessungen werden beim Referenzlauf durchgeführt:
– die erste Messung bei geschlossenem Ventil,
– die zweite Messung bei geöffnetem Ventil, während Luft durch die Pipette strömt.
2. Der Wert bei geschlossenem Ventil hängt vom Umgebungsdruck ab und kann dadurch variieren, je
nach lokalen Wetterbedingungen und Höhenlage. Grundsätzlich gilt, je höher desto geringerer Um
-
gebungsdruck, umso niedriger das Vakuum bei geschlossenem Ventil.
3. Der Wert bei offenem Ventil hängt von der Pipettengröße und deren Zustand ab. Je kleiner die Pi
-
pette, um so größer der Wert bei offenem Ventil. Auch eine verunreinigte oder blockierte Pipette wird
jedoch einen hohen Wert ergeben.
4. Der Unterschied zwischen offenen und geschlossenen Pipetten ist als Minimumwert durch den steu
-
ernden Linienrechner (LR oder SIPLACE Pro) vorbestimmt. Dies ist für alle Pipettentypen unter
-
schiedlich. Z.B. 120 mbar für 914 und 904-er Pipetten. Können diese Werte nicht erreicht werden,
erscheint die Fehlermeldung "Vakuumdifferenz offen-geschlossen zu gering".
5. Die Schwelle für die Bauteileakzeptanz wird zu diesem Zeitpunkt festgelegt. In diesen Fall haben wir
bei offener Pipette einen Wert von 700 mbar und bei geschlossener Pipette einen Wert von
900 mbar. Die Berechnung geschieht wie folgt:
Schwelle = (900(geschlossen) - 700(offen))= x 0.2 + 700(offen) = 200 x 0.2 + 700 = 740
6.1.4.3
6.1.4.3 Drehen der Pipetten in die 0-Grad Ausgangslage
Drehen der Pipetten in die 0-Grad Ausgangslage
Während die Vakuumwerte gemessen werden kann die Drehstation alle Pinolen der Segmente in die
0°-Ausgangslage drehen.
Ablauf:
► Die Sternachse dreht alle Segmente durch die Arbeitspositionen.
► Die Drehstation schwenkt während des Vakuummessens ein.
► Der Achscontroller positioniert das jeweilige Segment auf den Hell-Dunkel-Übergang der die 0-
Grad-Lage der Pinole darstellt. (Die lange Seite rechteckiger Pipetten in X-Richtung.)
► Die Drehstation wird durch ein CAN-Bus-Kommando wieder ausgeschwenkt.