00195439-05-SG_D-Serie_FSE-DE.pdf - 第103页
6 Referenzlauf 6.1.5 Höhenreferenzlauf 6.1 Referenzlauf (D/Di-Serie) Student Guide SIPLACE D-Serie (FSE) 103 6.1.4.4 6 . 1 . 4 . 4 P ip e t t e n s c a n n in g Pipettenscanning 6.1.5 6 . 1 . 5 H ö h e n r e f e r e n z …
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.4 Vakuumreferenzlauf
102 Student Guide SIPLACE D-Serie (FSE)
6.1.4.2
6.1.4.2 Feststellung der Vakuumwerte und Grenzwerte
Feststellung der Vakuumwerte und Grenzwerte
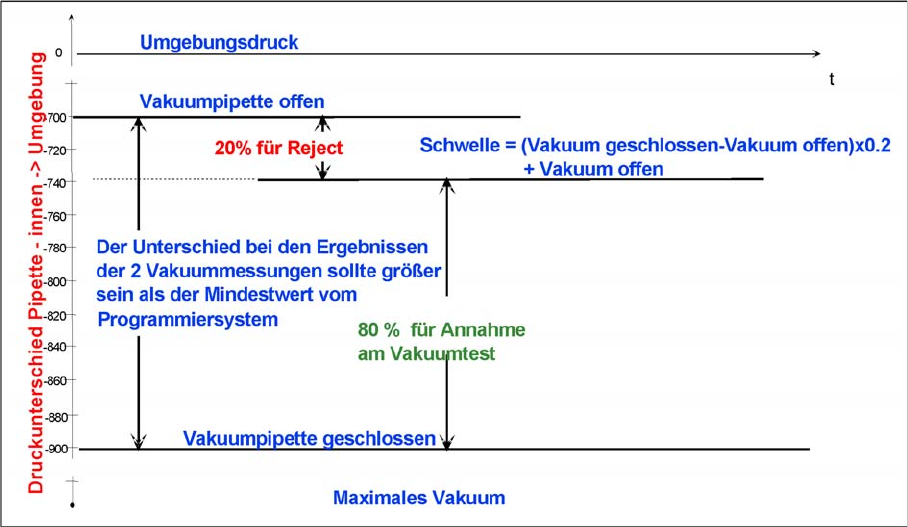
Messung und Berechnung der Vakuumwerte bei der Referenzfahrt
Legende
1. Zwei Vakuummessungen werden beim Referenzlauf durchgeführt:
– die erste Messung bei geschlossenem Ventil,
– die zweite Messung bei geöffnetem Ventil, während Luft durch die Pipette strömt.
2. Der Wert bei geschlossenem Ventil hängt vom Umgebungsdruck ab und kann dadurch variieren, je
nach lokalen Wetterbedingungen und Höhenlage. Grundsätzlich gilt, je höher desto geringerer Um
-
gebungsdruck, umso niedriger das Vakuum bei geschlossenem Ventil.
3. Der Wert bei offenem Ventil hängt von der Pipettengröße und deren Zustand ab. Je kleiner die Pi
-
pette, um so größer der Wert bei offenem Ventil. Auch eine verunreinigte oder blockierte Pipette wird
jedoch einen hohen Wert ergeben.
4. Der Unterschied zwischen offenen und geschlossenen Pipetten ist als Minimumwert durch den steu
-
ernden Linienrechner (LR oder SIPLACE Pro) vorbestimmt. Dies ist für alle Pipettentypen unter
-
schiedlich. Z.B. 120 mbar für 914 und 904-er Pipetten. Können diese Werte nicht erreicht werden,
erscheint die Fehlermeldung "Vakuumdifferenz offen-geschlossen zu gering".
5. Die Schwelle für die Bauteileakzeptanz wird zu diesem Zeitpunkt festgelegt. In diesen Fall haben wir
bei offener Pipette einen Wert von 700 mbar und bei geschlossener Pipette einen Wert von
900 mbar. Die Berechnung geschieht wie folgt:
Schwelle = (900(geschlossen) - 700(offen))= x 0.2 + 700(offen) = 200 x 0.2 + 700 = 740
6.1.4.3
6.1.4.3 Drehen der Pipetten in die 0-Grad Ausgangslage
Drehen der Pipetten in die 0-Grad Ausgangslage
Während die Vakuumwerte gemessen werden kann die Drehstation alle Pinolen der Segmente in die
0°-Ausgangslage drehen.
Ablauf:
► Die Sternachse dreht alle Segmente durch die Arbeitspositionen.
► Die Drehstation schwenkt während des Vakuummessens ein.
► Der Achscontroller positioniert das jeweilige Segment auf den Hell-Dunkel-Übergang der die 0-
Grad-Lage der Pinole darstellt. (Die lange Seite rechteckiger Pipetten in X-Richtung.)
► Die Drehstation wird durch ein CAN-Bus-Kommando wieder ausgeschwenkt.
6 Referenzlauf
6.1.5 Höhenreferenzlauf 6.1 Referenzlauf (D/Di-Serie)
Student Guide SIPLACE D-Serie (FSE) 103
6.1.4.4
6.1.4.4 Pipettenscanning
Pipettenscanning
6.1.5
6.1.5 Höhenreferenzlauf
Höhenreferenzlauf
6.1.5.1
6.1.5.1 Kopfhöhentest und Längenmessung der Pipetten
Kopfhöhentest und Längenmessung der Pipetten
Dieser Teil des Referenzlaufes läuft nacheinander an den Portalen eines Arbeitsbereiches ab, weil die
X
-
/Y
-
Höhenmessposition für beide Portale gleich sein muss.
Ablauf:
► Die Portalachsen bewegen den Bestückkopf über die Höhenmessposition an der festen Transport
-
wange.
► Die Z-Achse bewegt Segment 1 bis auf Anschlag nach unten.
► Die Z-"Höhenposition" wird am Positionszähler der Z-Achse ausgelesen.
► Die Z-Achse positioniert wieder auf die 0-Position aufwärts.
► Der Vorgang wird für alle Segmente des Bestückkopfes und dann für das 2. Portal wiederholt.
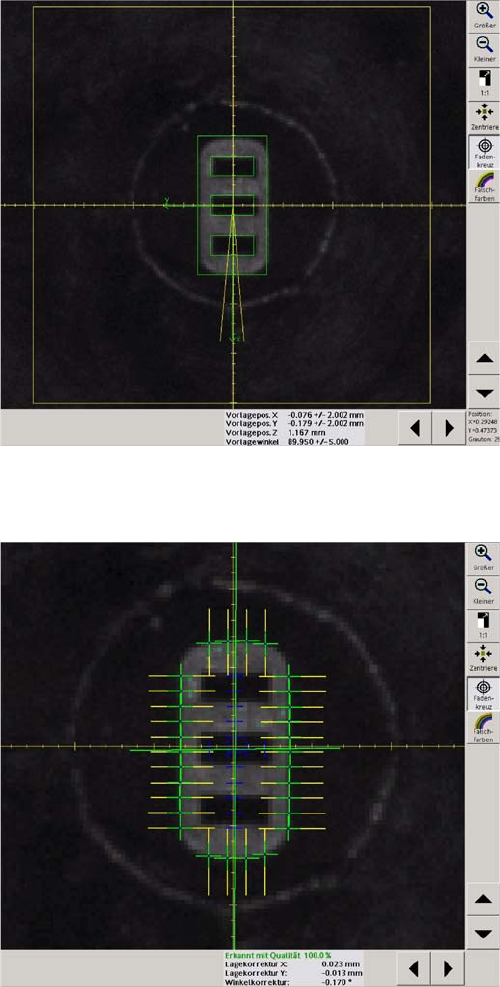
Während die Vakuumwerte gemessen werden kann die
Kamera die kleinen (904,914,925,
901,911,907,905,906), leeren Pipetten auf Verschmut
-
zungen testen.
Mit dem Pipettenspitzenabbild wird hier der X/Y-Seg
-
mentoffset und die zugehörige Suchfeld-Größe von +/
-
2 mm gezeigt. Der Z
-
Wert weicht mit 1,16 mm (kürzer)
von der idealen Fokusebene ab, da die BE-Unterseite in
der idealen Fökushöhe während des optischen Zentrie
-
rens sein soll.
Ablauf:
► Die Sternachse dreht alle Segmente durch die Ar
-
beitspositionen.
► Die BE-Kamera beleuchtet die Pipette und vermisst
die Außen- und Innenkontur der Pipette.
► Werden die Nennmaße nicht eingehalten wird die
Fehlermeldung "Pipette verschmutzt" ausgegeben.
Der Vakuumreferenzlauf ist beendet.
Mit der Feinsuche wird die Pipettenumrissmessung dar
-
gestellt. Positionsmessresultate werden nicht weiter aus
-
gewertet.
6 Referenzlauf
6.1 Referenzlauf (D/Di-Serie) 6.1.6 Neu-Messen von Werten während des Bestückens
104 Student Guide SIPLACE D-Serie (FSE)
► Für Abweichungen größer +/
-
0,4 mm vom Messwert der Pipette 1 wird ein Pipettenlängenfehler aus
-
gegeben. Eine solche Pipette muss vor Bestückbeginn getauscht werden.
6.1.5.2
6.1.5.2 Pipettenlängenmessung im BE-Sensor
Pipettenlängenmessung im BE-Sensor
Ist die BE-Sensor-Option am C&P12-Bestückkopf installiert und konfiguriert so löst der MC über den
CAN-Bus eine Pipettenlängenmessung im BE-Sensor aus, wenn die gerüstete Pipette genügend lang
ist (für Pipetten länger 12 mm, entsprechend länger als eine 915er Pipette).
► Der Schattenwurf im IR-Laserstrahl des BE-Sensors wird während der Sterndrehung gemessen.
► Das Programmiersystem gibt für den Pipettentyp alle Nennparameter für Dynamik, Längen- und
Vakuumüberprüfungen vor.
► Der Messwert wird als Pipetten-Referenzlänge leer gespeichert.
Leere Pipetten werden vor der Aufnahme eines zu prüfenden BE gegen diesen Referenzwert ver
-
glichen. Bei Abweichungen von +0,15/
-
0,1 mm gibt es einen "Pipettenlängenfehler im BE-Sensor".
Die gesamte Referenzlaufabfolge ist damit beendet. Falls keine Fehlermeldungen ausgegeben wurden
ist die Station bereit zum Bestücken. Die Meldung "warten auf LP im Eingabeband" wird angezeigt.
6.1.6
6.1.6 Neu-Messen von Werten während des Bestückens
Neu-Messen von Werten während des Bestückens
Für folgende Referenzwertmessungen wird nach 350 Bauelementen pro Segment, am Ende der LP-
Bestückung eine erneute Messung des Referenzwertes ausgeführt:
► Vakuum "offen" und "geschlossen" Messwerte
► Pipettenscanning
► Referenz-Pipettenlänge in BE-Sensor-Option C&P12-Kopf
HINWEIS
Für Sonderpipetten der Reihe X9X werden alle Messwerte akzeptiert.
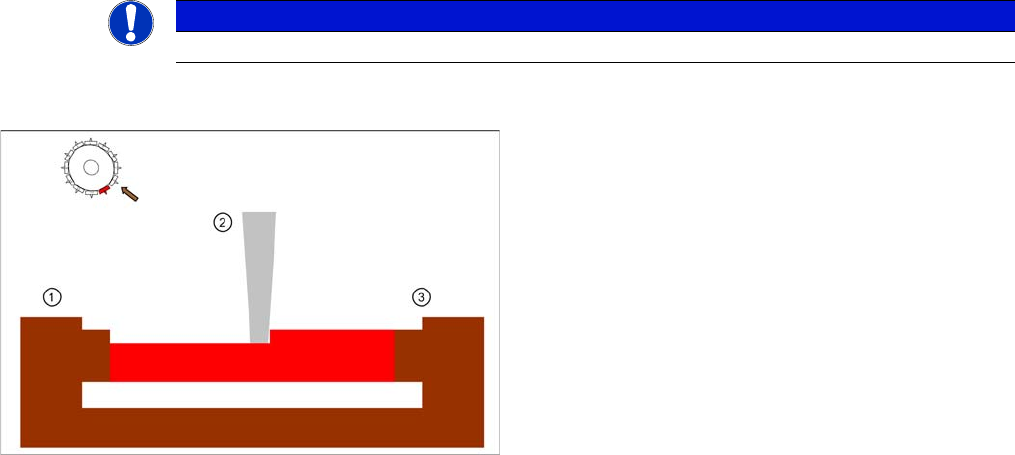
Pipettenlängenreferenzwerte für BE-Erkennung in der
BE-Sensor-Option
Legende
1. IR-Empfänger am C&P12-Kopf-Rückteil
2. Pipette
3. IR-Sender am C&P12-Kopf-Vorderteil