00195439-05-SG_D-Serie_FSE-DE.pdf - 第106页
6 Referenzlauf 6.2 Referenzlauf P&P 6.2.3 Vakuumprüfung 106 Student Guide SIPLACE D-Serie (F SE) 6.2.3 6 . 2 . 3 V a k u u m p r ü f u n g Vakuumprüfung ▪ Nach dem der Bootvor gang de s CAN-Bus-Prozessors für den Vak…
6 Referenzlauf
6.2.1 Referenzlauf an der Z-Achse 6.2 Referenzlauf P&P
Student Guide SIPLACE D-Serie (FSE) 105
6.2
6.2 Referenzlauf P&P
Referenzlauf P&P
6.2.1
6.2.1 Referenzlauf an der Z-Achse
Referenzlauf an der Z-Achse
6.2.2
6.2.2 Referenzlauf an der D-Achse
Referenzlauf an der D-Achse
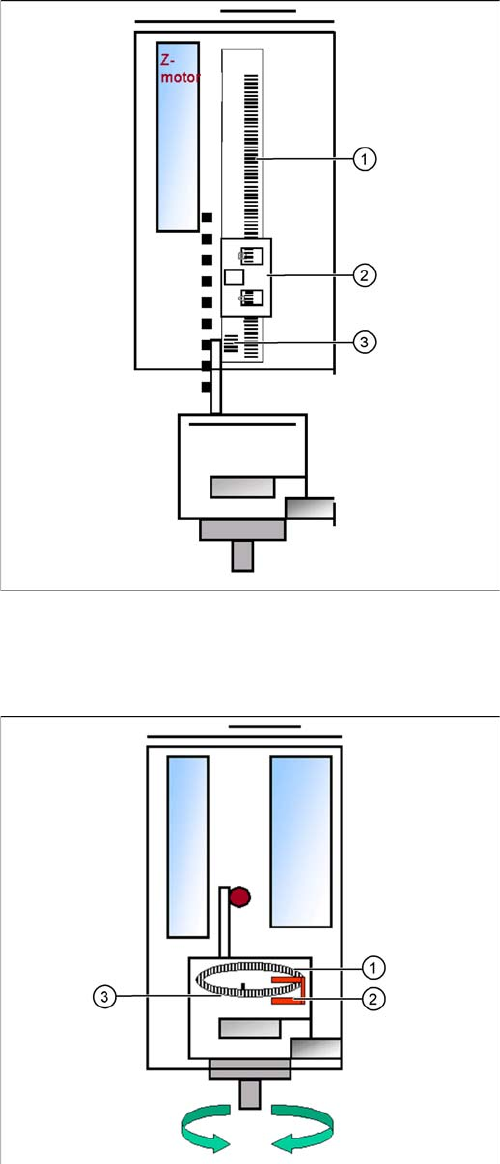
Referenzlauf Z-Achse
Legende
1. Inkremental-Maßstab montiert auf beweglichem Teil
der Z-Achse
2. Fest installierter Inkrementalgeber
3. Nullimpuls auf Inkremental-Maßstab (nur einer an
der Z-Achse)
▪ Suche der Z-Achse nach dem Kommutierungspunkt
des Linearmotors in einer für die Z-Achse speziellen
Betriebsart. (Ein 3~ AC-Motor fährt immer weiter
wenn der Strom von einer Phase auf die nächste ge
-
schaltet wird und zwar zum richtigen Zeitpunkt und in
der richtigen Folge.)
▪ Dann fährt die Z-Achse bis zum Nullimpuls nach
oben und lädt die Nullpunktkorrektur.
▪ Die Ermittlung der Nullpunktkorrektur, max. und min.
Verfahrwege erfolgt beim Kalibrieren der Kopfhöhe.
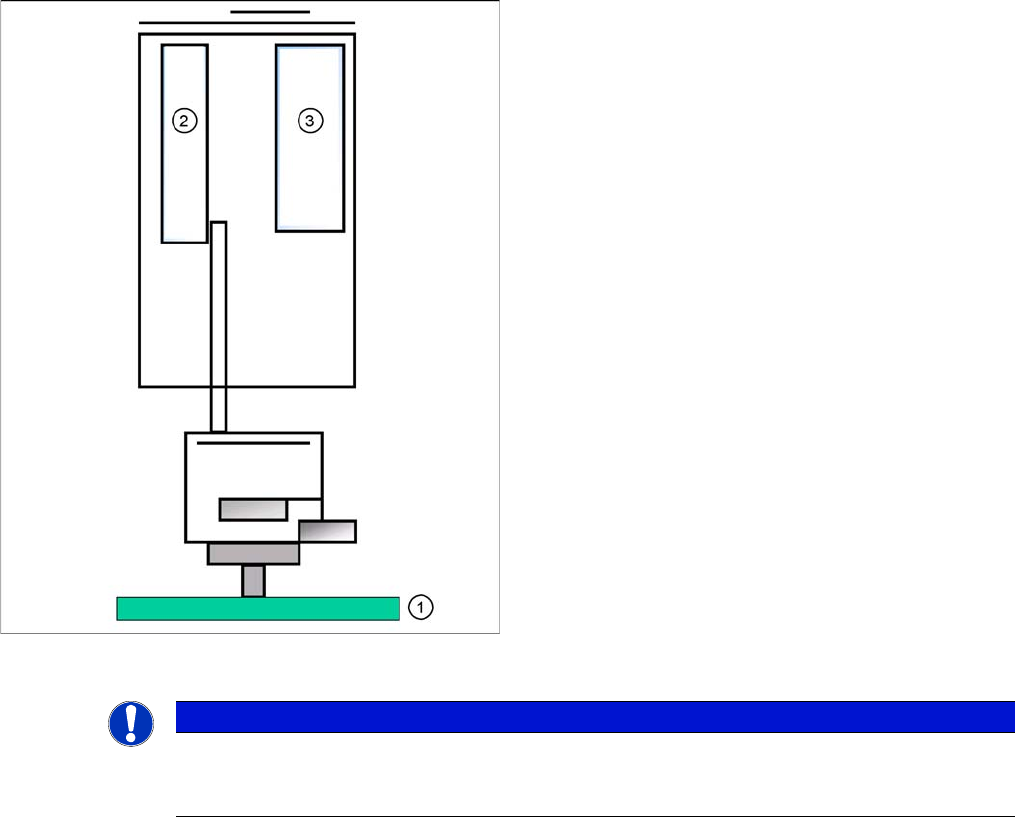
Referenzlauf D-Achse
Legende
1. Inkremental-Glasmaßstab der D-Achse
2. Inkrementalgeber
3. Nullimpuls am Inkremental-Glasmaßstab
Dann führt die D-Achse (drehende Achse) den Referenz
-
lauf durch.
Die D-Achse fährt zum Nullimpuls des D-Achsen-Inkre
-
mentalgebers. Die Nullpunktkorrektur wird geladen.
Abhängig von dem Vorzeichen fährt die D-Achse zur Re
-
ferenzposition.
Referenzlauf beendet! Es folgt der Portalreferenzlauf
(siehe Abschnitt Portal).
6 Referenzlauf
6.2 Referenzlauf P&P 6.2.3 Vakuumprüfung
106 Student Guide SIPLACE D-Serie (FSE)
6.2.3
6.2.3 Vakuumprüfung
Vakuumprüfung
▪ Nach dem der Bootvorgang des CAN-Bus-Prozessors für den Vakuum-/Blaslufterzeuger abge
-
schlossen ist, ist dieser initialisiert. D. h. an der Pipette wird durch Regelung im Vakuum-/Blaslufter
-
zeuger weder Vakuum noch Blasluft erzeugt.
▪ Die Portalachsen verfahren den TwinHead an die Abwurfposition.
▪ Über dem Abwurfbehälter schaltet der Vakuum-/Blaslufterzeuger auf Blasluft, um Bauelemente ab
-
zuwerfen und die Blasluft zu prüfen.
▪ Jetzt wird am Vakuum-/Blaslufterzeuger auf Vakuum umgeschaltet und das offene Vakuum der bei
-
den Segmente (X- und D3-Maschine, D1/D1i: ein Twin-Segment) gemessen*.
▪ Der Druck wird nach der Messung wieder auf 0 bar geregelt.
▪ Damit ist der Vakuum-Referenzlauf für den TwinHead beendet.
* Der geschlossene Vakuumwert der Twin-Segmente wird auf den Kalibrierwert bezogen, der im SI
-
TEST ermittelt wurde.
6.2.4
6.2.4 Höhenreferenzlauf
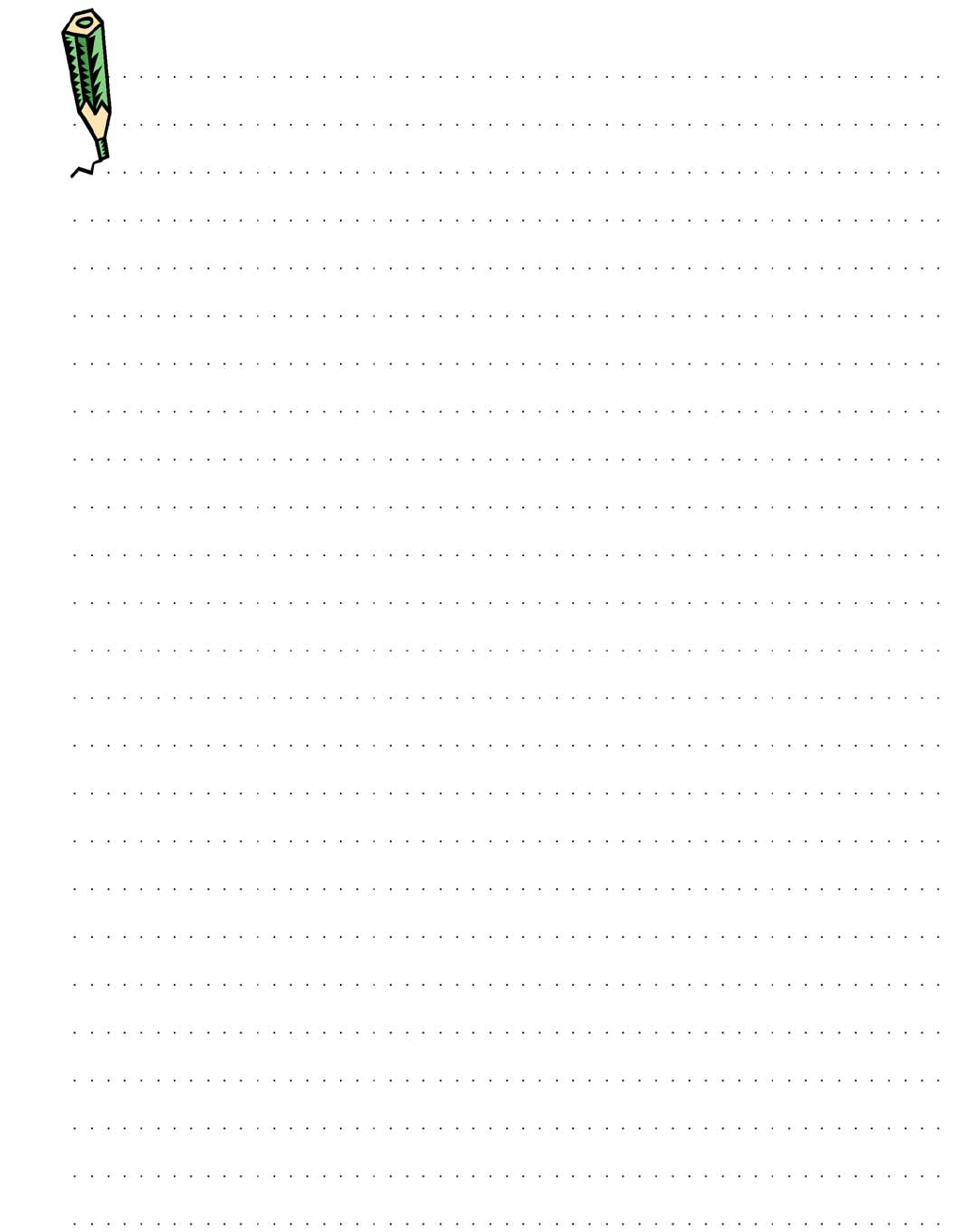
Höhenreferenzlauf
Messen der Pipettenhöhe
Mit dieser Funktion wird geprüft, ob es sich um den rich
-
tigen, programmierten Pipettentyp handelt. Die
Pipettenlänge wird herangezogen, um die Abhol-, Zent
-
rier- und Bestückhöhe für die nachfolgenden
Bestückvorgänge zu berechnen.
Legende
1. Oberseite der festen Transportwange
2. Z-Motor
3. Vakuum Blasluft-Erzeugung
► Das Portal fährt die Bestückköpfe über die feste
Transportwange.
► Die Z-Achse positioniert Modul 2 (X/D3-Maschine)
nach unten.
► Vom Verfahrbereich der Z-Achse wird die Höhe des
TwinHead berechnet in Bezug auf den Pipettentyp.
► Jetzt erfolgt für Modul 1 der gleiche Vorgang.
► Die max. Längentoleranz beträgt 0,4 mm: Ist die
Längendifferenz zu groß, wird eine Fehlermeldung
angezeigt.
HINWEIS
Beide Module werden an derselben Position des LP-Transports gemessen!
Dieser Referenzlauf des TwinHeads erfolgt parallel zu dem des C&P-Kopfes im anderen
Bestückbereich.
6 Referenzlauf
6.2.4 Höhenreferenzlauf 6.3 Für Ihre eigenen Zeichnungen und Notizen
Student Guide SIPLACE D-Serie (FSE) 107
6.3
6.3 Für Ihre eigenen Zeichnungen und Notizen
Für Ihre eigenen Zeichnungen und Notizen