00195439-05-SG_D-Serie_FSE-DE.pdf - 第155页
9 C&P-Bestückköpfe 9.2.4 Vorbereiten von Pipette 1 z um Abholwinkel (0° oder 90°) 9. 2 Bestückablauf Student Guide SIPLACE D-Serie (FSE) 155 9.2.4 9 . 2 . 4 V o r b e r e it e n v o n P ip e t t e 1 z u m A b h o lw …
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.3 Leiterplatten – Lageerkennung
154 Student Guide SIPLACE D-Serie (FSE)
den. Die Passmarken sollten nicht auf einer Linie liegen. Mit dieser 3. Passmarke kann zusätzlich zur
Positionsbestimmung der LP im Transportsystem auch der Verzug innerhalb der Leiterplatte (gestaucht,
gestreckt) bestimmt und korrigiert werden.
9.2.3.1
9.2.3.1 Temperaturkompensation
Temperaturkompensation
Bei SIPLACE D/Di-Serien-Maschinen wird zusätzlich zur LP-Lageerkennung eine Temperaturkompen
-
sation mit dem 2. Portal im Bestückbereich durch LP-Lageerkennung durchgeführt. Damit wird eine
zusätzliche Fehlerquelle, welche die Genauigkeit beeinflussen könnte, kompensiert.
9.2.3.2
9.2.3.2 LP-Lageerkennung - Zentrierung der LP-Passmarken
LP-Lageerkennung - Zentrierung der LP-Passmarken
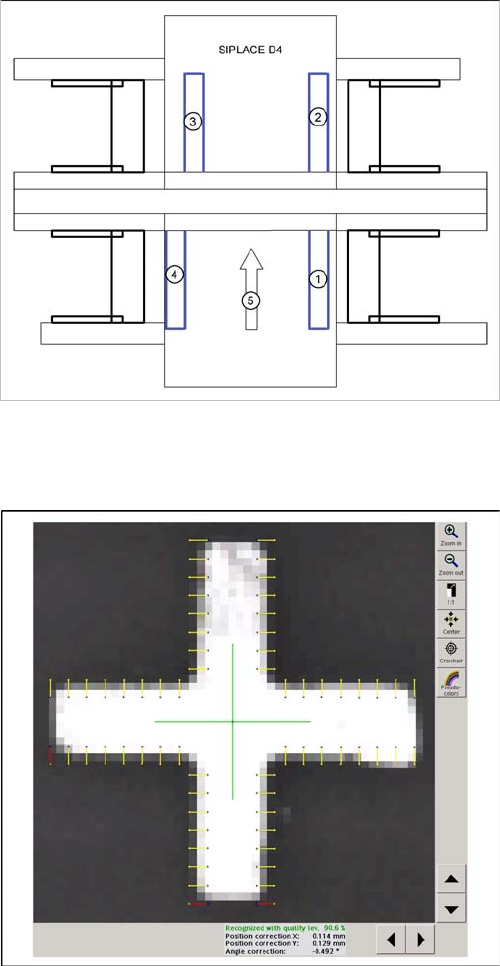
LP-Lageerkennung SIPLACE D4/D4i
Legende
1. Portal 1
2. Portal 2
3. Portal 3
4. Portal 4
5. Transportrichtung
Portal 4: Lageerkennung mit max. 3 Marken,
Portal 2: Lageerkennung mit 2 Marken, im BB2 der D4/
D4i
Portal 1 und Portal 3: Temperaturkompensation durch
Anfahren der Marken - Eine Positionsdifferenz
gegenüber Portal 4 bzw. 2 wird durch das Vision-System
erkannt und im folgenden Bestückablauf berücksichtigt
und kompensiert.
Grobzentrierschritt zur Markenzentrierung
An dieser Sollposition wird eine Passmarke erwartet. Die
LP-Kamera bewegt sich aus der Warteposition zu dieser
Passmarken-Position.
▪ Die LP-Lageerkennung wird durchgeführt, bevor
i. d. R. das Portal das 1. Bauelement aufnimmt.
▪ Die Portalachsen bewegen die LP-Kamera zu der
theoretischen Passmarken-Position. Die Kamera
macht eine Aufnahme der 1. Passmarke. Das Visi
-
onsystem errechnet die Mittenposition.
9 C&P-Bestückköpfe
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°) 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 155
9.2.4
9.2.4 Vorbereiten von Pipette 1 zum Abholwinkel (0°oder90°)
Vorbereiten von Pipette 1 zum Abholwinkel (0° oder 90°)
Feinzentrierschritt zur Markenzentrierung und Markenpo
-
sitionsbestimmung
Die zentrierte Passmarke definiert jetzt die tatsächliche
Position der Leiterplatte.
▪ Die Kamera macht eine Aufnahme der 2. Passmarke
und das Visionsystem errechnet die Mittenposition
dieses Bildes.
▪ Eine weitere Berechnung stellt die Abweichung zwi
-
schen der Soll- und der errechneten Passmarken-
Position fest.
▪ Alle LP-Passmarken werden optisch mit diesem Ver
-
fahren zentriert.
▪ Diese Daten werden an die Maschinensteuerung ge
-
schickt.
▪ Korrigierte Werte werden für die X-, Y- und die Win
-
kelposition der Leiterplatte errechnet.
▪ Jetzt bewegen die Portalachsen den Bestückkopf zur
ersten Abholposition.
HINWEIS
SIPLACE Vision bzw. Synthetische Marken
Werden Synthetische Marken benutzt, ändert dies nicht den beschriebenen Ablauf; jedoch wird
die Inkpunkterkennung nach der Markenerkennung durchgeführt.
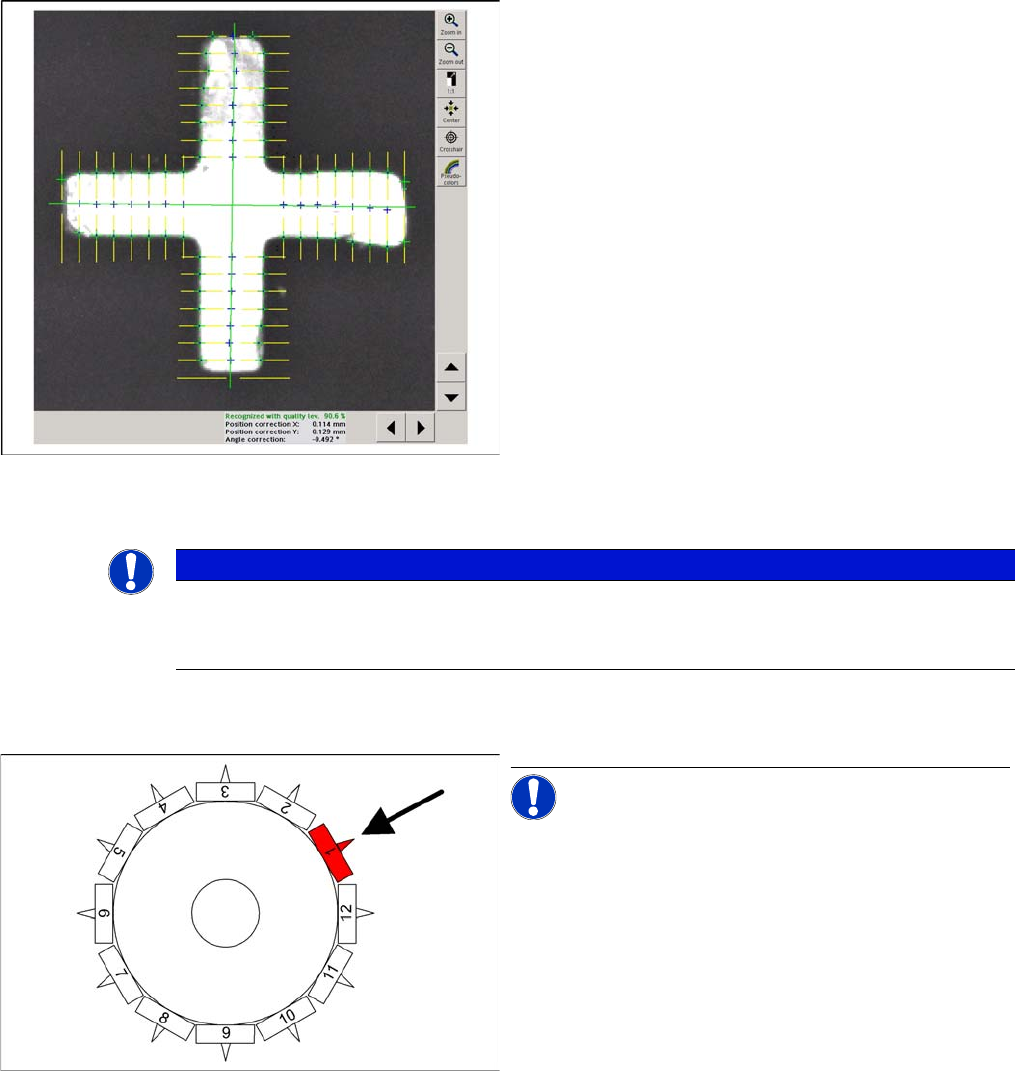
Drehung von Pipette 1 zum Abholwinkel (0° oder 90°)
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
▪ Die Sternachse dreht auf 240°. Jetzt ist die Pipette 1
in der DP-Station.
▪ Die DP-Station schwenkt ein und das DP-Achsen-
Steuerungssystem dreht die Pipette auf ihren Abhol
-
winkel von 0° oder 90° (Standard-Abholwinkel).
▪ Sobald die Pipette ihre Position erreicht hat, wird die
Endemeldung ausgelöst und die DP-Station
schwenkt zurück.
Die weiteren Pipetten am Kopf werden nach Weiterdre
-
hen des Sterns auf ihren jeweiligen Abholwinkel gedreht.
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.5 Pipettenlänge für BE-Erkennung überprüfen
156 Student Guide SIPLACE D-Serie (FSE)
9.2.5
9.2.5 Pipettenlänge für BE-Erkennung überprüfen
Pipettenlänge für BE-Erkennung überprüfen
9.2.6
9.2.6 Hinweis
Hinweis
9.2.7
9.2.7 Detaillierter Drehvorgang an der DP-Station, 1.Einschwenken
Detaillierter Drehvorgang an der DP-Station, 1. Einschwenken
Überprüfen der Pipettenlänge "BE-Erkennung vor
Bestücken durch den BE-Sensor"
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
Messung durch Bauelement-Sensor (BE-Sensor) (Opti
-
on) bei ca. 315°:
▪ Der BE-Sensor misst die Länge der leeren Pipette*.
Diese gemessene Länge vor Abholen wird mit der
Referenzlänge der Pipette verglichen.
▪ Wird ein Längenunterschied von -0,15 mm oder
+0,1 mm festgestellt, bewegen die Portalachsen den
Bestückkopf in die Serviceposition um die Pipette zu
tauschen.
▪ Die Messung erfolgt "On the Fly" während der Stern
-
bewegung.
* Für das jeweilige Segment muss als nächstes ein Bau
-
element abgeholt werden, welches diesen BE-Sensor
nutzen soll (BE-Anwesenheitscheck oder BE-
Höhenmessung mit BE-Sensor).
Selbstverständlich müssen auch alle anderen "Randbe
-
dingungen" erfüllt sein:
Installation/Konfiguration der Option für dieses Portal und
die passende Pipettenlänge.
HINWEIS
Die Bestücksequenz des C&P6/12 mit ihren parallel ablaufenden Einzelschritten kennen Sie.
Daher werden hier nur die funktionalen Einzelheiten dieser Einzelschritte erläutert.
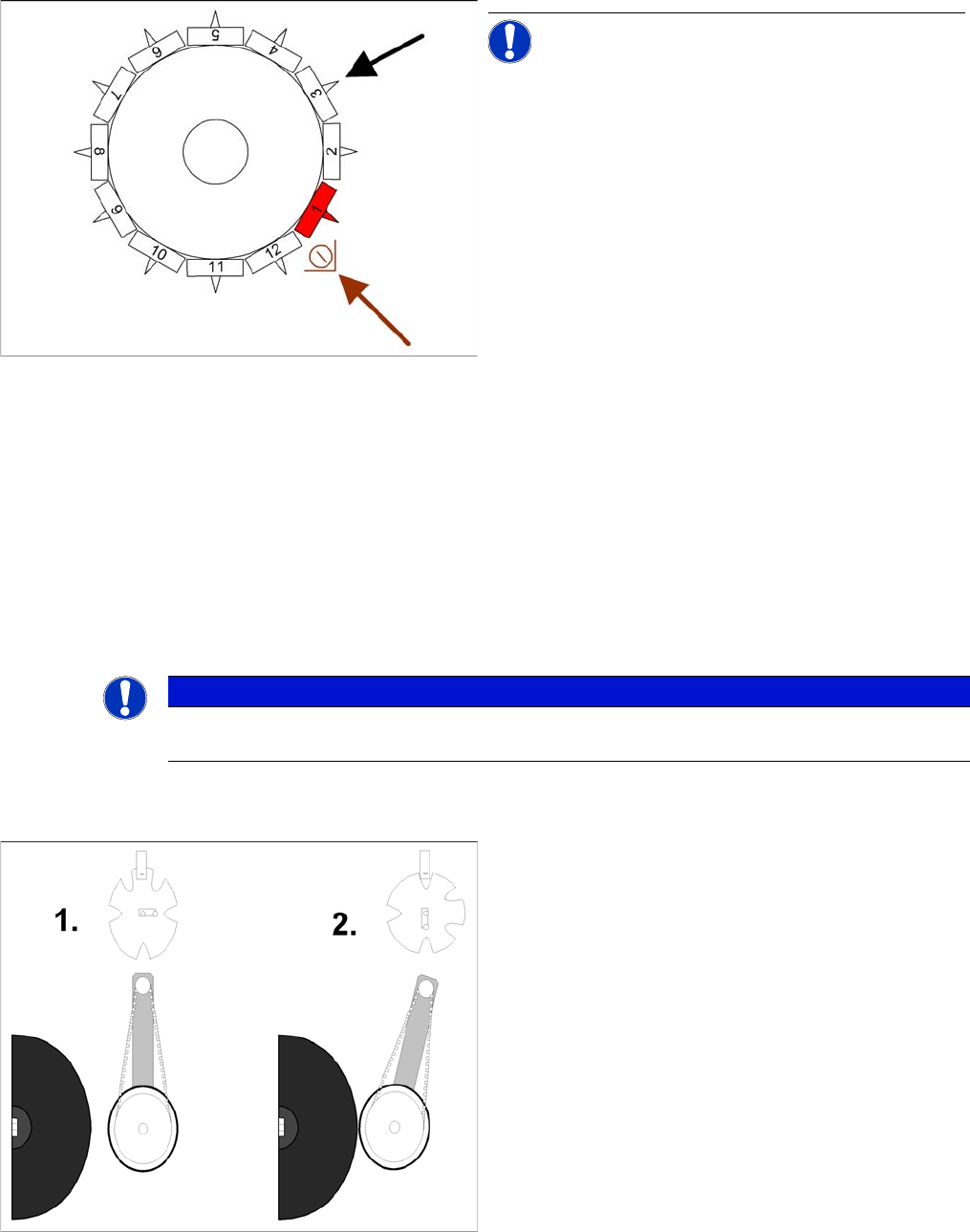
Detaillierter Drehvorgang an der DP-Station, 1. Ein
-
schwenken
▪ Bild 1 zeigt die Ausgangsposition (Zustand nach Re
-
ferenzlauf).
▪ Von der Ausgangsposition dreht der Schrittmotor 90°
zum Einschwenken.
▪ Die DP-Station schwenkt ein und kontaktiert die Pino
-
le (inkremental Scheibe).
▪ Der Schrittmotor wird von der Lichtschranke an der
Kurvenscheibe überwacht.
▪ Bild 2 zeigt den Status nach dem Einschwenken.
▪ Dies ist die Startanforderung für den Antrieb der DP-
Achse.