00195439-05-SG_D-Serie_FSE-DE.pdf - 第157页
9 C&P-Bestückköpfe 9.2.8 Positionierung zum Abholwinkel 9.2 Bestückablauf Student Guide SIPLACE D-Serie (FSE) 157 9.2.8 9 . 2 . 8 P o s it io n ie r u n g z u m A b h o lw in k e l Positionierung zum Abholwinkel 9.2.…
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.5 Pipettenlänge für BE-Erkennung überprüfen
156 Student Guide SIPLACE D-Serie (FSE)
9.2.5
9.2.5 Pipettenlänge für BE-Erkennung überprüfen
Pipettenlänge für BE-Erkennung überprüfen
9.2.6
9.2.6 Hinweis
Hinweis
9.2.7
9.2.7 Detaillierter Drehvorgang an der DP-Station, 1.Einschwenken
Detaillierter Drehvorgang an der DP-Station, 1. Einschwenken
Überprüfen der Pipettenlänge "BE-Erkennung vor
Bestücken durch den BE-Sensor"
HINWEIS! Dieser Schritt wird eigenständig nur
vor dem allerersten Abholzyklus ausgeführt.
Messung durch Bauelement-Sensor (BE-Sensor) (Opti
-
on) bei ca. 315°:
▪ Der BE-Sensor misst die Länge der leeren Pipette*.
Diese gemessene Länge vor Abholen wird mit der
Referenzlänge der Pipette verglichen.
▪ Wird ein Längenunterschied von -0,15 mm oder
+0,1 mm festgestellt, bewegen die Portalachsen den
Bestückkopf in die Serviceposition um die Pipette zu
tauschen.
▪ Die Messung erfolgt "On the Fly" während der Stern
-
bewegung.
* Für das jeweilige Segment muss als nächstes ein Bau
-
element abgeholt werden, welches diesen BE-Sensor
nutzen soll (BE-Anwesenheitscheck oder BE-
Höhenmessung mit BE-Sensor).
Selbstverständlich müssen auch alle anderen "Randbe
-
dingungen" erfüllt sein:
Installation/Konfiguration der Option für dieses Portal und
die passende Pipettenlänge.
HINWEIS
Die Bestücksequenz des C&P6/12 mit ihren parallel ablaufenden Einzelschritten kennen Sie.
Daher werden hier nur die funktionalen Einzelheiten dieser Einzelschritte erläutert.
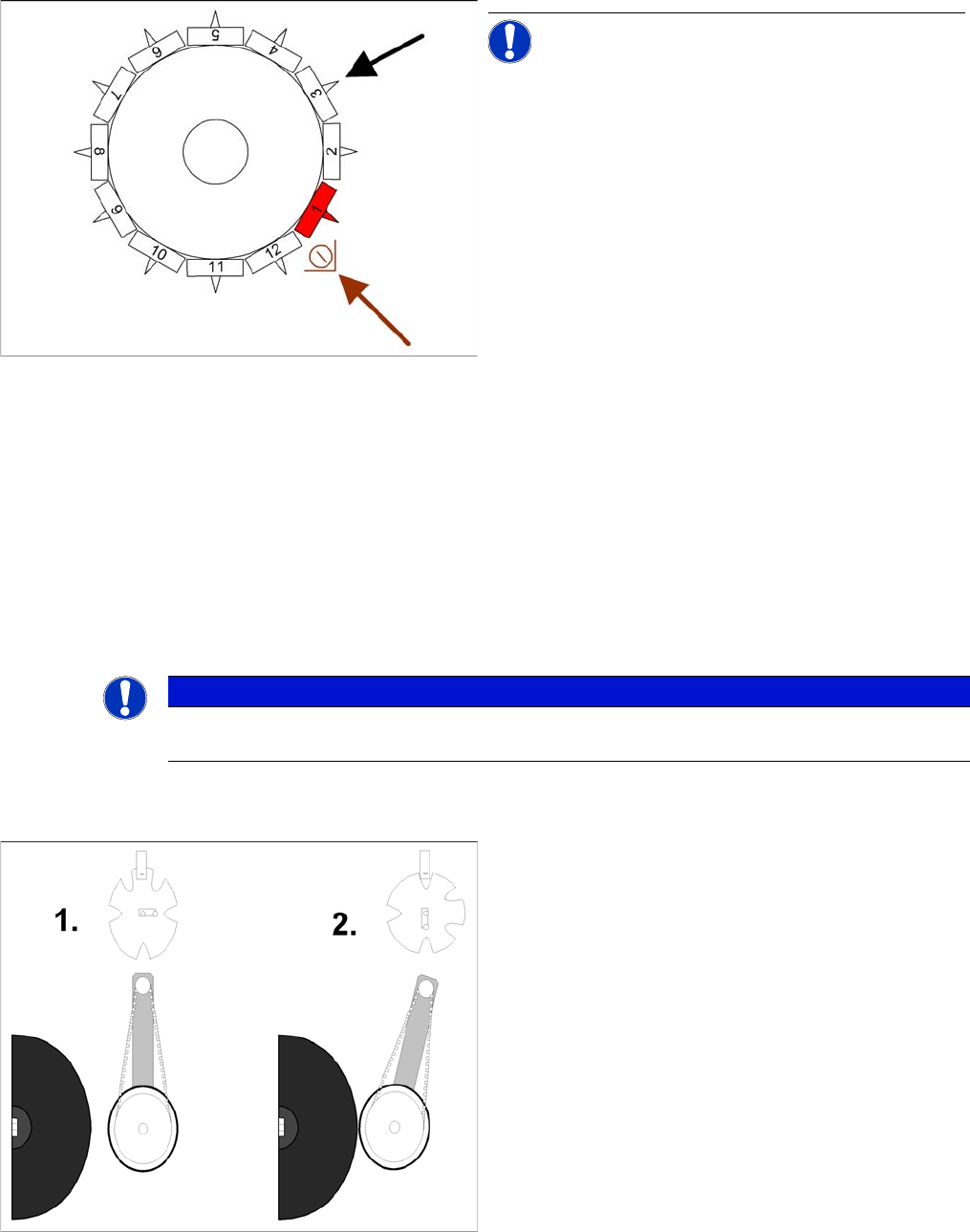
Detaillierter Drehvorgang an der DP-Station, 1. Ein
-
schwenken
▪ Bild 1 zeigt die Ausgangsposition (Zustand nach Re
-
ferenzlauf).
▪ Von der Ausgangsposition dreht der Schrittmotor 90°
zum Einschwenken.
▪ Die DP-Station schwenkt ein und kontaktiert die Pino
-
le (inkremental Scheibe).
▪ Der Schrittmotor wird von der Lichtschranke an der
Kurvenscheibe überwacht.
▪ Bild 2 zeigt den Status nach dem Einschwenken.
▪ Dies ist die Startanforderung für den Antrieb der DP-
Achse.
9 C&P-Bestückköpfe
9.2.8 Positionierung zum Abholwinkel 9.2 Bestückablauf
Student Guide SIPLACE D-Serie (FSE) 157
9.2.8
9.2.8 Positionierung zum Abholwinkel
Positionierung zum Abholwinkel
9.2.9
9.2.9 Positionierung zum Bestückwinkel
Positionierung zum Bestückwinkel
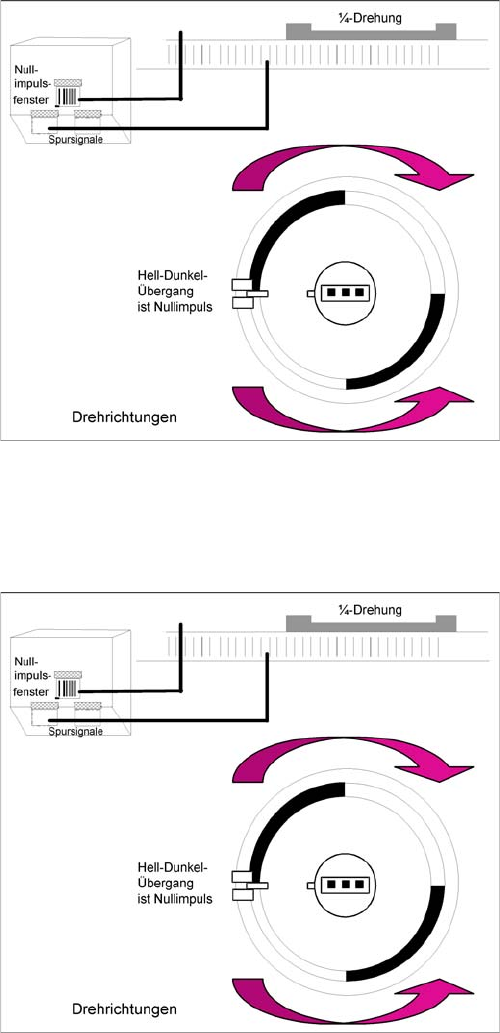
Detaillierter Drehvorgang an der DP-Station, Positionie
-
rung zum Abholwinkel
▪ Die DP-Achse positioniert das Segment auf den je
-
weiligen Nullimpuls und prüft diesen Signalpegel auf
einer Distanz von 3 Digits.
▪ Die Endemeldung wird ausgegeben, wenn die
tatsächliche Positionsabweichung innerhalb der er
-
laubten Toleranz liegt.
▪ Zwischen dem 0°- und 180°- bzw. 90°- und -90°-Ab
-
holwinkel besteht kein Unterschied.
Detaillierter Drehprozess an der DP-Station, Positionie
-
rung zum Bestückwinkel
▪ Bei Positionierbeginn wird die tatsächliche Position
der Achse auf 0 gesetzt, indem der Positionszähler
der DP-Achse auf 0 gesetzt wird.
▪ Der DP-Antrieb wird im relativen Positioniermodus
betrieben.
▪ Die DP-Achse startet zur Zielposition, die den Kalib
-
rierwerten der Station, den Programmierwerten des
Linienrechners und den Zentrierwerten des
Bestückvorganges entnommen werden.
▪ Die Endemeldung wird ausgegeben, sobald die
tatsächliche Positionsabweichung innerhalb der er
-
laubten Toleranz liegt.
9 C&P-Bestückköpfe
9.2 Bestückablauf 9.2.10 Detaillierter Drehvorgang an der DP-Station, 3. Ausschwenken
158 Student Guide SIPLACE D-Serie (FSE)
9.2.10
9.2.10 Detaillierter Drehvorgang an der DP-Station, 3. Ausschwenken
Detaillierter Drehvorgang an der DP-Station, 3. Ausschwenken
9.2.11
9.2.11 Optische Pipettenzustandserkennung (Pipettenscanning)
Optische Pipettenzustandserkennung (Pipettenscanning)
1. Nach Bestücken der ersten Platine wird das Pipettenscanning aktiviert:
– Alle Pipetten, die für optische Überprüfung aufgelistet sind werden von der BE-Kamera gemes
-
sen (Pipetten wie 901, 904, 905, 906, 907, 911, 914, 925).
– Ab der SW 601 in der nozzle.lib.xml
– Weicht die Außenlinie der Pipette oder die Begrenzung des Lufteinlasses der Pipette von der
konstruktiven Form ab, so wird eine 'Pipette verschmutzt'-Meldung ausgegeben.
2. Kleine Pipetten können aufgrund der minimalen Bauelement-Höhe die Lötpaste oder den Kleber
berühren, wenn ein Bauteil verrutscht ist.
3. Die Anzahl der Bauelemente pro Segment (Anzahl der Kopf-Zyklen), nach der die nächste Pipetten
-
abfrage durchgeführt wird, kann, für besondere Fälle, den Prozessanforderungen des Kunden an
-
gepasst werden. Die Pipettenabfrage wird standardmäßig nach 350 Bestückkopfzyplen (BEs pro
Segment) wiederholt. Dieser Test wird immer durchgeführt, nachdem die LP-Verarbeitung abge
-
schlossen ist (zeitgleich mit der Wiederholung der Vakuumreferenzlaufchecks).
9.2.12
9.2.12 Beschreibung Blasluftsteuerung beim Bestücken
Beschreibung Blasluftsteuerung beim Bestücken
Diese Funktion nutzt eine für den TwinHead und C&P20-Kopf nötige Programmiermöglichkeit für den
Blasdruck beim Bestücken auch für den C&P6/12-Bestückkopf als Zeitsteuerung für das Blasluftventil
wie folgt aus:
Blasluftsteuerung beim Bestücken mit C&P6/12-Kopf
▪ Eingabe "0" bedeutet: Blasluftventil wird nicht eingeschaltet. (NICHT verwenden!)
▪ (1) Eingabe "1-50" bedeutet: Blasluftventil wird mit dem Starten des Schrittmotors ausgeschaltet.
(Dies wird nicht empfohlen, da der Blasluftstoß zu kurz ist um das BE sicher zu bestücken.
▪ (2) Eingabe "51-150" bedeutet: Blasluftventil wird bei 90° Drehung des Schrittmotors ausgeschalten.
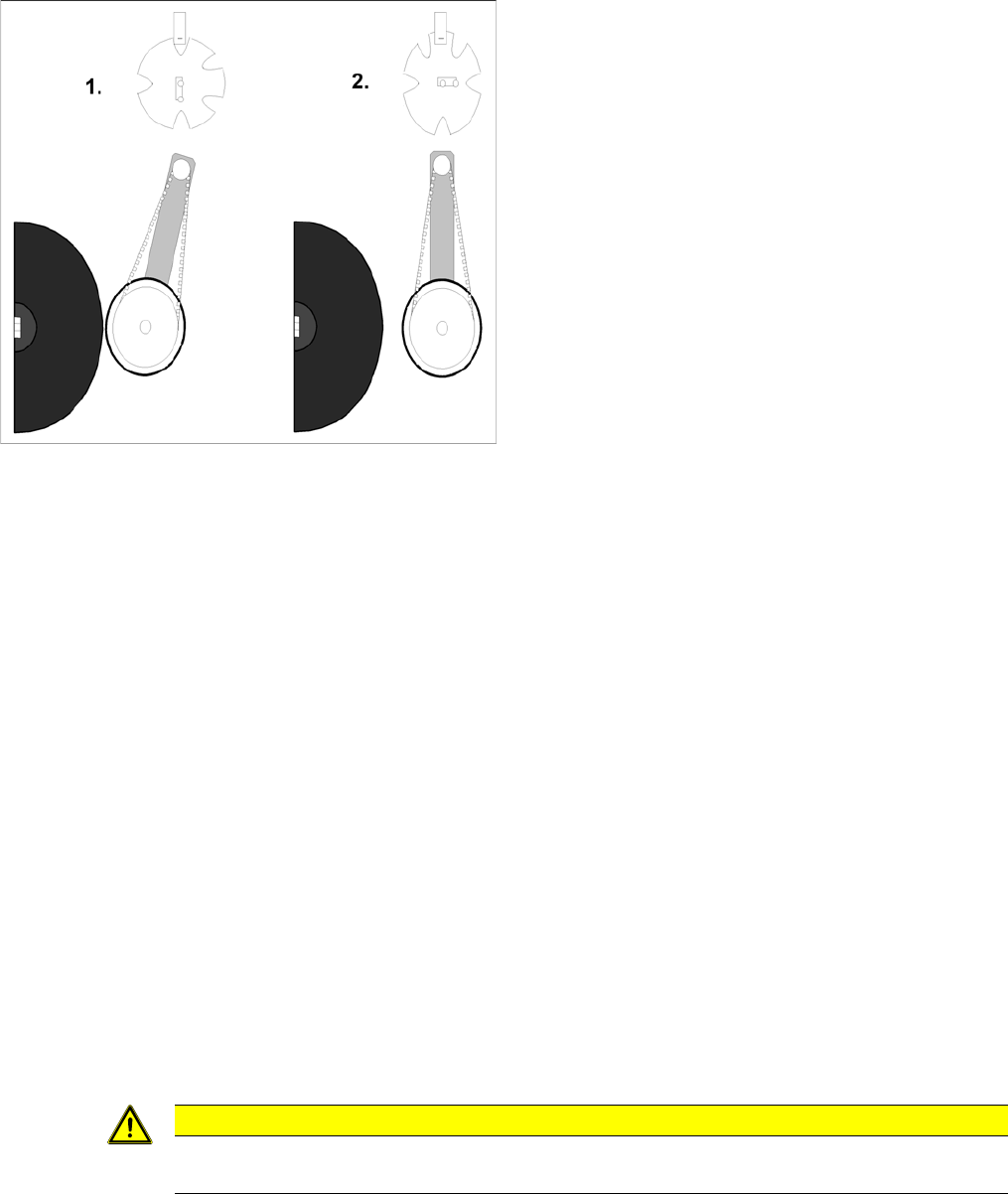
Detaillierter Drehprozess an der DP-Station, 3. Aus
-
schwenken
▪ Die Startanforderung zum Ausschwenken ist die En
-
demeldung der DP-Positionierung.
▪ Der DP-Antrieb liegt noch an der Pinole an.
▪ Bild 1 zeigt den Status eingeschwenkt.
▪ Der Schrittmotor wird von der Lichtschranke an der
Kurvenscheibe gesteuert.
▪ Vom eingeschwenkten Status dreht der Schrittmotor
90° gegen den Uhrzeigersinn zum Ausschwenken.
▪ Bild 2 zeigt den Status ausgeschwenkt.
VORSICHT
Sie können diese Funktionen keinesfalls dazu nutzen um Zeit einzusparen. Ihre
Bestücksicherheit leidet, Bauelemente werden u. U. wieder mit hochgerissen.