00195439-05-SG_D-Serie_FSE-DE.pdf - 第184页
10 P&P- und Twin-Köpfe 10.2 Abhol- und Bestückzyklus beim TwinHead 10.2.1 Bestückprinzip des TwinHead 184 Student Guide SIPLACE D-Serie (F SE) 10.2 1 0 . 2 A b h o l- u n d B e s t ü c k z y k lu s b e im T w in H e …
10 P&P- und Twin-Köpfe
10.1.3 Vakuumerzeuger TwinHead 10.1 Übersicht
Student Guide SIPLACE D-Serie (FSE) 183
Der Pipettenwechsler (PPW) für die P&P-Köpfe
Pipettenwechsler-Ausrüstung P&P-Bestückkopf
10.1.3
10.1.3 Vakuumerzeuger TwinHead
Vakuumerzeuger TwinHead
Baugruppen
-
bezeichnung
D3 D2/D2i D1/D1i
PPW-Typen TWIN-PPW 12 Magazine
in Reihe X–Komp.
--- TWIN PPW in 2x5 Mag.
Anordnung
Doppel-Magazin X-Kompatibel --- Neu (höher liegende X/Y-
Vermessungsmarke und
außermittig befestigt)
Einzel-Magazin X-Kompatibel --- Neu (höhere Marke und
außermittig befestigt)
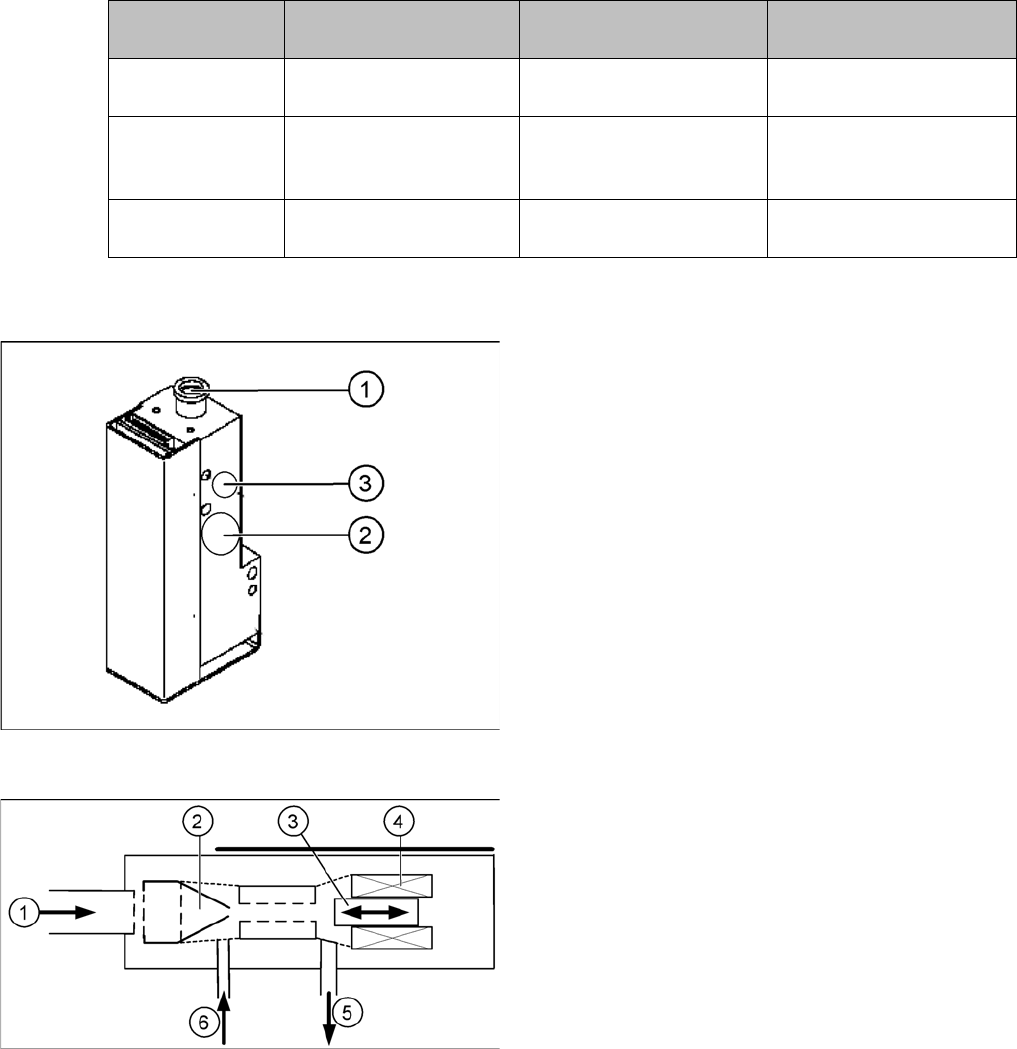
Vakuumerzeuger
Der Vakuumerzeuger steuert mit Hilfe eines Eisenkerns
und einer Spule automatisch das Vakuum, die Blasluft
und den Nullabgleich (mittlere Position --> kein Vakuum,
keine Blasluft) für die Segmente.
Legende
1. Drucklufteingang
2. X-Serie, D3: Kühlung des X-Linearmotors
D1/D1i: Abluft zum Schalldämpfer
3. Vakuum-Ausgang – Vakuum wird durch die Motor
-
welle des DP-Motors zur Pipette geführt
Prinzip des Vakuumerzeugers
Legende
1. Drucklufteingang
2. Venturidüse
3. Stößel (Eisenkern)
4. Stößelantrieb (Spule)
5. Abluft zum Schalldämpfer
6. Vakuum Blasluftausgang
10 P&P- und Twin-Köpfe
10.2 Abhol- und Bestückzyklus beim TwinHead 10.2.1 Bestückprinzip des TwinHead
184 Student Guide SIPLACE D-Serie (FSE)
10.2
10.2 Abhol- und Bestückzyklus beim TwinHead
Abhol- und Bestückzyklus beim TwinHead
10.2.1
10.2.1 Bestückprinzip des TwinHead
Bestückprinzip des TwinHead
Das Portal wartet während der LP-Transportzeit an der theoretischen Passmarken-Position, um die Lei
-
terplattenzentrierung (und Inkpunkt-Erkennung) nach der LP-Klemmung durchzuführen. Mit "Whispe
-
ring down the machine" wertet Portal 3 nur noch zwei Passmarken aus.
Der TwinHead holt nun zunächst mit Modul 1 dann mit Modul 2 jeweils ein Bauelement ab.
Anschließend werden diese Bauelemente über der IC-Kamera (FC-Kamera) zentriert und bestückt.
10.2.2
10.2.2 Vorbereitung zum Abholen vom Bauelement (Modul1)
Vorbereitung zum Abholen vom Bauelement (Modul 1)
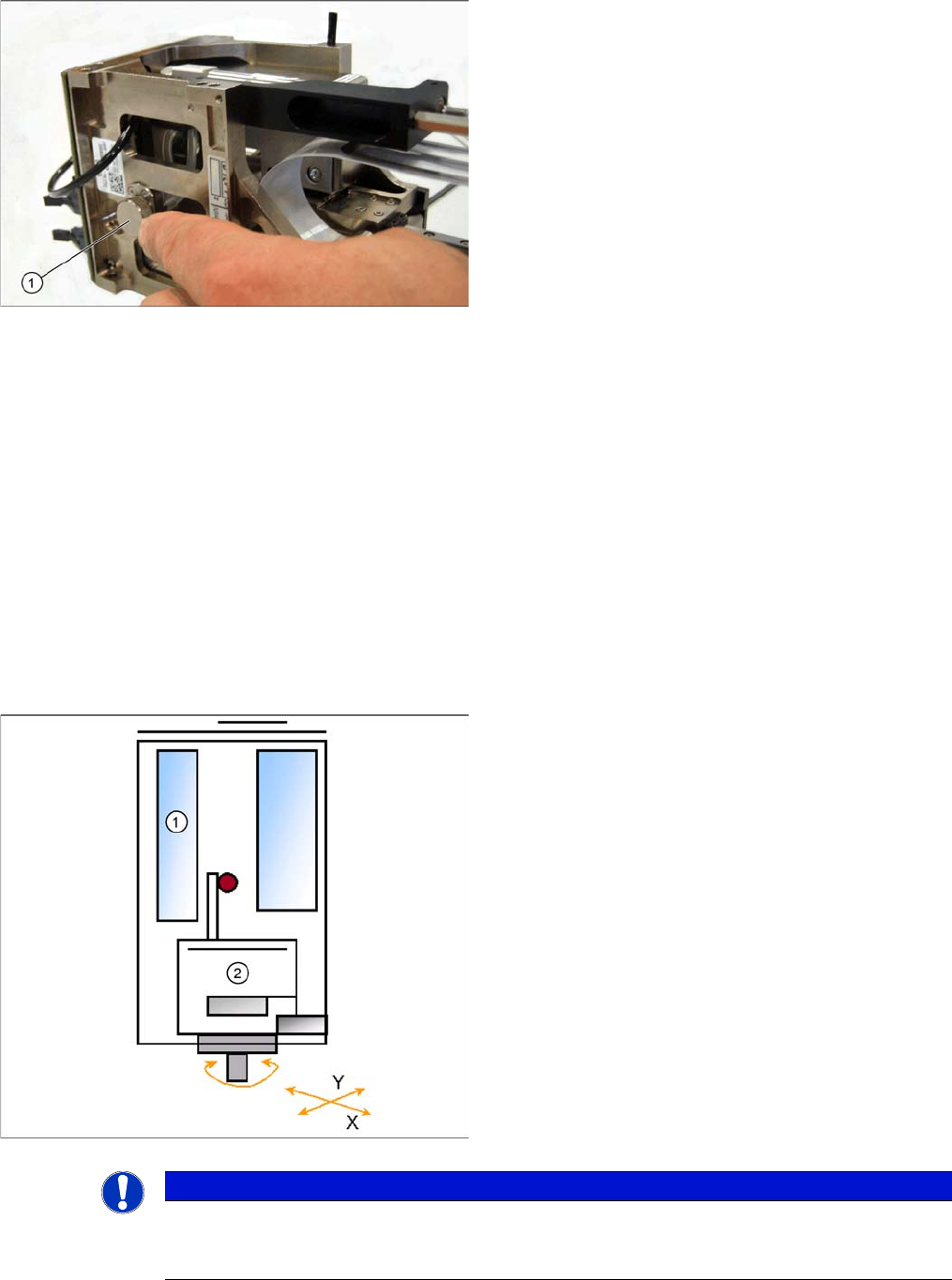
Filter für das Vakuumsystem (Beispiel eines Twin-Seg
-
ments Version 03)
Legende
1. Filter für das Vakuumsystem am TwinHead.
Dieser Filter ist an der Rückholeinheit montiert und dient
als Dämpfungsglied für den Vakuumregelkreis. Der Filter
mit dem zusätzlichen Volumen verhindert ein Aufschwin
-
gen des Vakuumerzeugers und garantiert eine einwand
-
freie Vakuum- und Blasluftversorgung. Der Filter
unterliegt einem regelmäßigen Wartungsintervall, das
unbedingt eingehalten werden muss (siehe Instandhal
-
tungsanleitung).
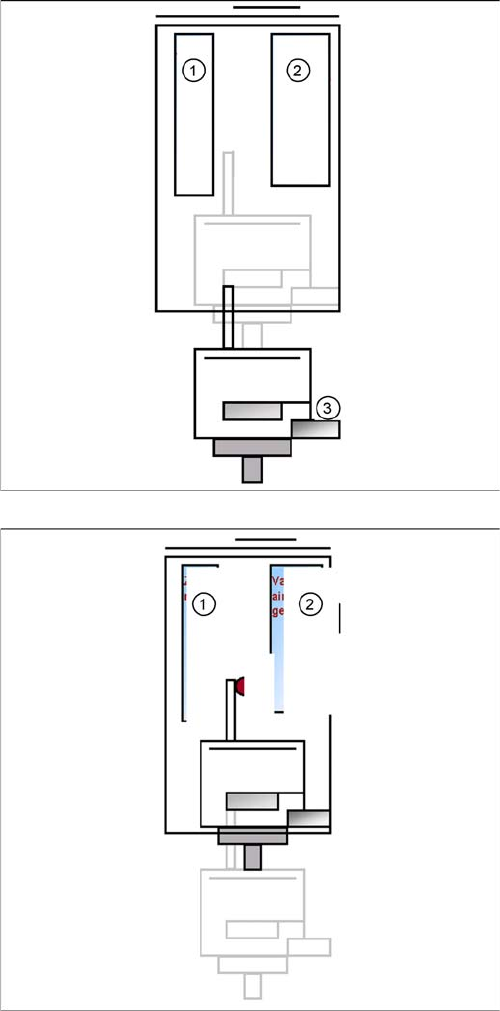
Legende
1. Z-Motor
2. D-Motor
▪ LP-Erkennung und ggf. Inkpunkterkennung wird
durchgeführt.
▪ Die X- und Y-Achsen des Portals verfahren zur Spur
bzw. Abholposition des Zuführmoduls.
▪ Die D-Achse dreht während der Positionierung des
Portals auf den Abholwinkel.
▪ Kommunikation mit BE-Wagen Förderer bereit öffnet
das Abholfenster des Förderers.
HINWEIS
Um eine höhere Bestückgenauigkeit zu erreichen wird der Offset zwischen der Pipette und IC-
Kamera mit Hilfe einer Marke nach einer definierten Zeit kontrolliert. Die Marke befindet sich
auf einer Metallplatte, die zwischen stationärer Kamera und Maschine befestigt ist
10 P&P- und Twin-Köpfe
10.2.2 Vorbereitung zum Abholen vom Bauelement (Modul 1) 10.2 Abhol- und Bestückzyklus beim TwinHead
Student Guide SIPLACE D-Serie (FSE) 185
10.2.2.1
10.2.2.1 Abholen des Bauelements (Modul1)
Abholen des Bauelements (Modul 1)
Legende
1. Z-Motor
2. Vakuum-/Blaslufterzeuger
3. Kraftsensor
▪ Z-Achse verfährt abwärts im Standard-Modus (2 N
Abholkraft).
▪ Beim Kontakt mit dem Bauelement wird die Ab
-
holkraft auf den programmierten Wert erhöht.
▪ Bei Erreichen dieses Wertes wird das Ende
Signalausgelöst und die Vakuumüberprüfung akti
-
viert.
Legende
1. Z-Motor
2. Vakuum-/Blaslufterzeuger
▪ Die Z-Achse verfährt aufwärts im Standard-Verfahr
-
profil.
▪ Kommunikation mit BE-Wagen Förderer weitertakten
sobald die Z-Achs- Position "Sicherheitshöhe"
(25 mm für D3, 17 mm für D1/D1i für die BE-Unter
-
seite) erreicht ist.
▪ Beim Endesignal Z-Achse oben wird die
Vakuumüberprüfung Bauelement an Pipette
durchgeführt.
▪ Die D-Achse wird auf den Bestückwinkel (damit nach
dem zentrieren nur noch der Korrekturwinkel des BEs
zu drehen ist).
▪ Vorbereitung zum weiteren Abholen (BE an
Modul 2).