00195439-05-SG_D-Serie_FSE-DE.pdf - 第205页
11 BE-Handling 11.3.6 Zusätzliche Kommunikations einheit für die Spleißstellene rkennung 11.4 Pneumatisches Schneidgerät Student Guide SIPLACE D-Serie (FSE) 205 11.3.6 1 1 . 3 . 6 Z u s ä t z lic h e K o m m u n ik a t i…
11 BE-Handling
11.3 Optionale Erweiterungen für die Bauelemente Wechseltische 11.3.4 Druckluftversorgung für Bulkcase-Zuführmodule
204 Student Guide SIPLACE D-Serie (FSE)
11.3.4
11.3.4 Druckluftversorgung für Bulkcase-Zuführmodule
Druckluftversorgung für Bulkcase-Zuführmodule
11.3.5
11.3.5 Förderer-Fixierung für S-Förderer
Förderer-Fixierung für S-Förderer
Druckluftversorgung für Bulkcase-Zuführmodule
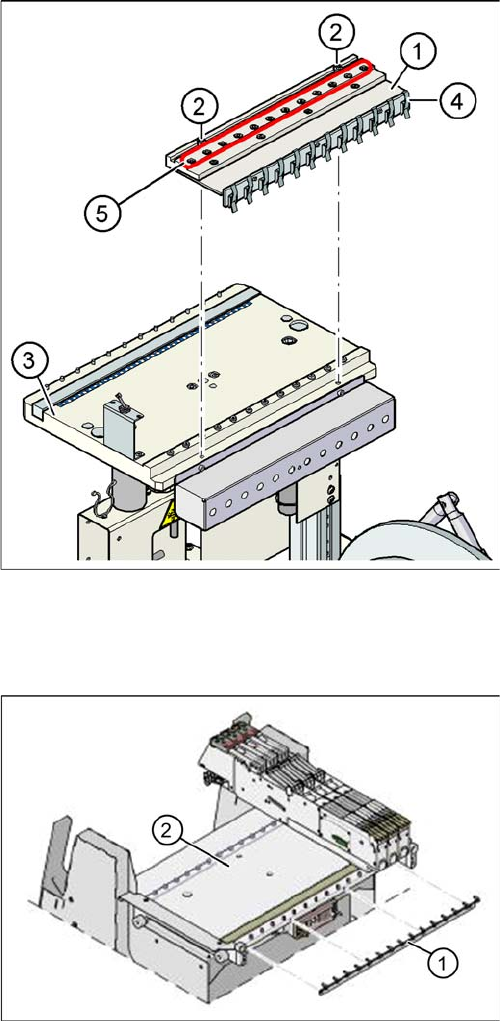
Legende
1. Druckluftverteiler
2. Schraube DIN 912, M8x20, 2 Stück
3. BE-Tisch
4. Halteklammern
5. Druckluftanschlüsse für Bulkcase-Feeder
Bulkcase-Zuführmodule benötigen für den Betrieb Druck
-
luft. Als Option wird deshalb eine Druckluftversorgung für
Bulkcase-Zuführmodule angeboten.
Die Montage ist einfach. Der Druckluftverteiler (1) wird
mit zwei Schrauben (2) am BE-Tisch (3) befestigt. Da
-
nach wird der Druckluftverteiler an die Druckluftversor
-
gung des BE-Wagens angeschlossen. An der Rückseite
des Druckluftverteilers sind Halteklammern (4). Sie fixie
-
ren die Bulkcase-Zuführmodule auf dem BE-Tisch und
sorgen so für eine einwandfreie Druckluftversorgung.
Förderer-Fixierung (am Beispiel HF)
Legende
1. Förderer-Fixierung
2. BE-Wechseltisch
Die Förderer-Fixierung ist eine zusätzliche mechanische
Sicherung. Sie verhindert ein versehentliches Verrücken
der Förderer auf dem BE-Tisch und schließt ein Kollisi
-
onsrisiko mit dem Bestückkopf aus. Die Förderer-Fixie
-
rung ist an der Frontseite des BE-Tisches mit Schrauben
befestigt. Die Krallen fixieren die Fördererfüße. Für jeden
BE-Wagen kann eine Förderer-Fixierung montiert wer
-
den.
11 BE-Handling
11.3.6 Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung 11.4 Pneumatisches Schneidgerät
Student Guide SIPLACE D-Serie (FSE) 205
11.3.6
11.3.6 Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung
Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung
11.3.7
11.3.7 WafflePackChanger (WPC)
WafflePackChanger (WPC)
Um einen WPC4 in eine D1/D1i (D3: ab SR/MC 605) einzusetzen werden folgende Schritte ausgeführt:
► BE-Tisch Stellplatz 1 (D3: Stellplatz 2) entnehmen
► Leergurtleitkanal ausbauen
► Abfallrutsche ausbauen
► BE-Tischstopper ausbauen
► Festen BE-Tisch-WPC4 einsetzen und anschrauben
► Leergurtleitkanal für 5 Fördererstellplätze und Gurtschneidgerät-Berührungsschutz einsetzen
► WPC einschieben, absenken und ausrichten.
11.4
11.4 Pneumatisches Schneidgerät
Pneumatisches Schneidgerät
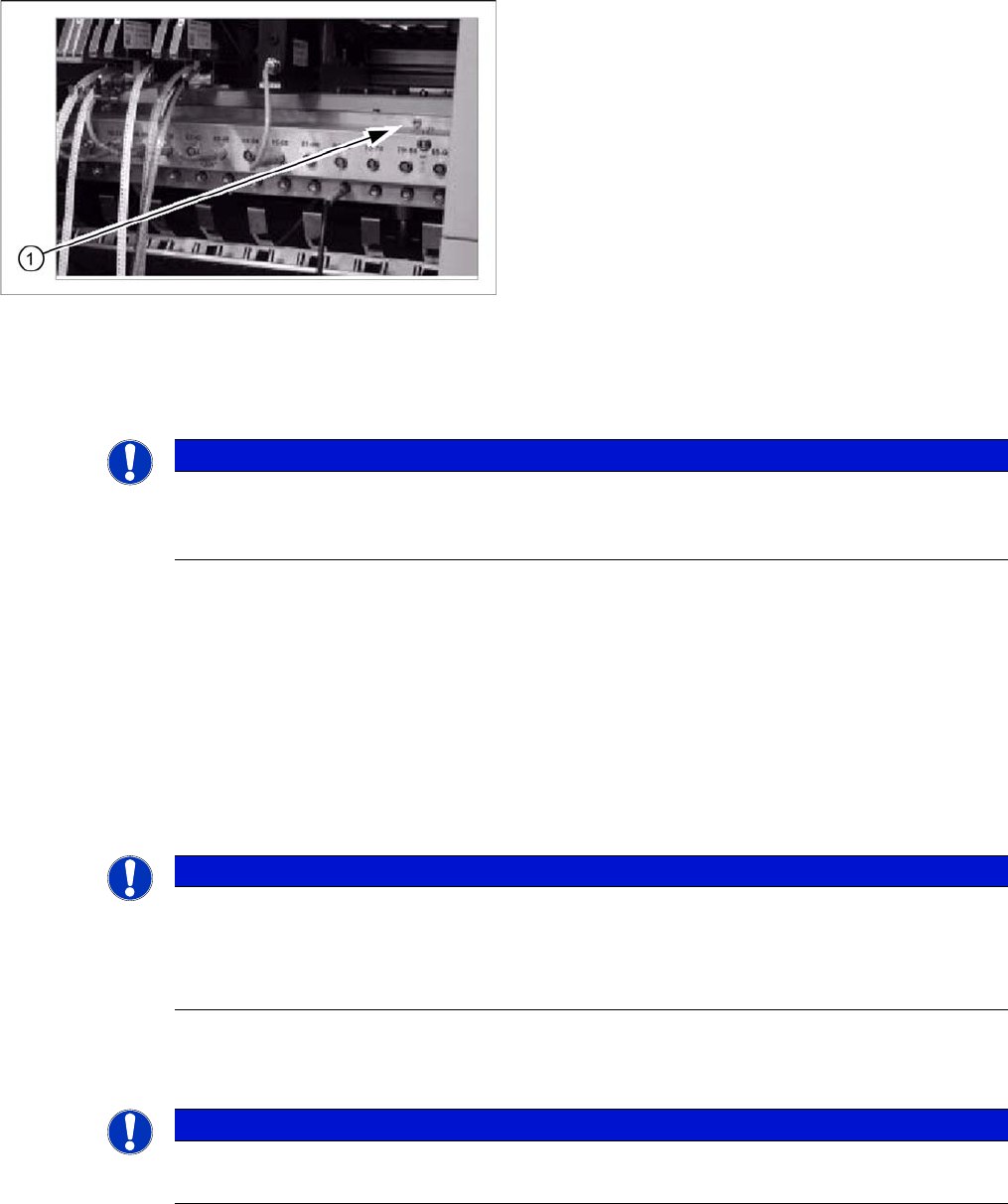
Zusätzliche Kommunikationseinheit für die
Spleißstellenerkennung
Für die Option Traceability mit Spleißstellenerkennung ist
eine zusätzliche Kommunikationseinheit erforderlich.
Über die Spleißsensoren, die an der Kommunikationsein
-
heit angesteckt werden, wird der Stationssoftware mitge
-
teilt, wann eine neue Bauelementencharge (neue
Bauelementerolle) angespleißt wurde. Die Option
Füllstandskontrolle aktualisiert automatisch den
Bauelementefüllstand.
Legende
1. Die zusätzliche Kommunikationseinheit wird zusam
-
men mit der Kommunikationseinheit des BE-Wech
-
seltisches angeschraubt.
HINWEIS
Art und Quelle der Gefahr
Verwechseln sie die Typenbezeichnung "WPC4" nicht mit der in der Station benutzten Num
-
merierung für einzelne WPCs.
HINWEIS
Art und Quelle der Gefahr
Bei der D1/D1i-Maschine befinden sich die S-Förderer
rechts
neben dem WPC4. Bei der D3-
Maschine sind die S-Förderer
links
neben dem WPC4.
► Für eine detaillierte Umbaubeschreibung siehe die entsprechende Montageanleitung.
HINWEIS
Art und Quelle der Gefahr
Das pneumatische Schneidgerät wird am Beispiel der D4/D4i beschrieben.
11 BE-Handling
11.4 Pneumatisches Schneidgerät 11.4.1 Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
206 Student Guide SIPLACE D-Serie (FSE)
11.4.1
11.4.1 Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
Das pneumatische Schneidgerät ist mit vier Schrauben auf dem Rahmen der Maschine befestigt und
bildet zusammen mit dem Leergutleitkanal eine Einheit. Es trennt Kunststoff-, Aluminium- und Papier
-
gurte bis zu einer maximalen Taschentiefe von 25 mm. Die Gurtabschnitte fallen über die Gurtabfallrut
-
sche in den Gurtabfallbehälter des BE-Wagens.
Der Leergurtleitkanal ist so konstruiert, dass dieser die Schneidkanten des Schneidgerätes überdeckt
(gegen Verletzungsrisiko), die leeren Bauelementegurte kontrolliert zum Schneidgerät führt, den BE-
Abwurfbehälter integriert und den Pipettenwechsler für den C&P12 aufnehmen kann.
11.4.2
11.4.2 Aufbau und Funktion des pneumatischen Schneidgerätes
Aufbau und Funktion des pneumatischen Schneidgerätes
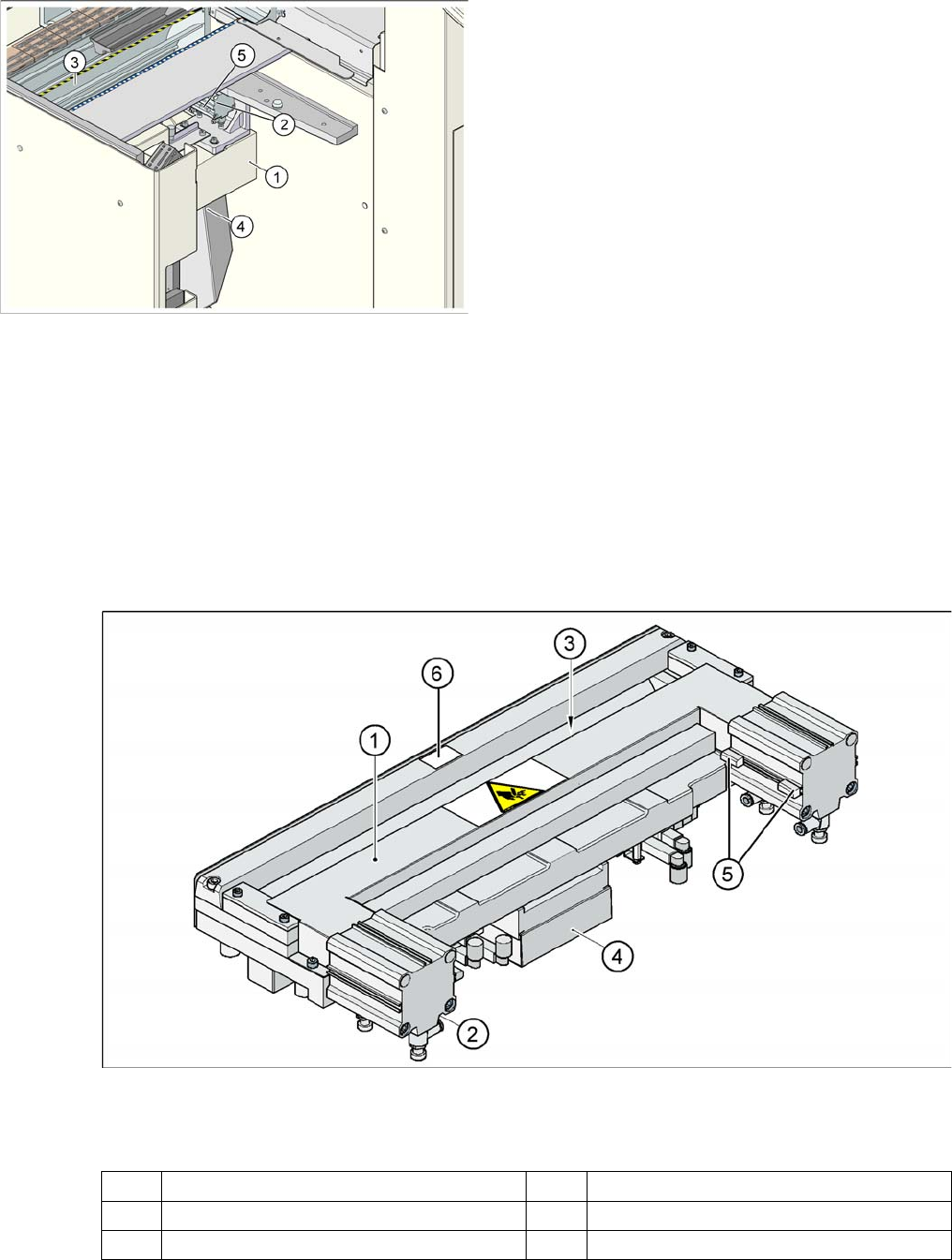
Pneumatisches Schneidgerät
Legende
Über den Leergurtleitkanal werden die Leergurte in die Öffnung (3) des Schneidgeräts geleitet.
Einzugsvorrichtung komplett (hier: D4/D4i)
Legende
1. Querträger
2. Gurtschneidgerät
3. Leergurtleitkanal
4. Gurtabfallrutsche
5. Näherungsschalter
1 Horizontaler Rahmen 4 Steuerelektronik
2 Kurzhubzylinder 5 Näherungsschalter
3 Öffnung für die Leergurte 6 feststehendes Schneidmesser