00195439-05-SG_D-Serie_FSE-DE.pdf - 第206页
11 BE-Handling 11.4 Pneumatisches Schneidgerät 11.4.1 Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal 206 Student Guide SIPLACE D-Serie (F SE) 11.4.1 1 1 . 4 . 1 Ü b e r s ic h t P n e u m a t is c h e s S c h…
11 BE-Handling
11.3.6 Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung 11.4 Pneumatisches Schneidgerät
Student Guide SIPLACE D-Serie (FSE) 205
11.3.6
11.3.6 Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung
Zusätzliche Kommunikationseinheit für die Spleißstellenerkennung
11.3.7
11.3.7 WafflePackChanger (WPC)
WafflePackChanger (WPC)
Um einen WPC4 in eine D1/D1i (D3: ab SR/MC 605) einzusetzen werden folgende Schritte ausgeführt:
► BE-Tisch Stellplatz 1 (D3: Stellplatz 2) entnehmen
► Leergurtleitkanal ausbauen
► Abfallrutsche ausbauen
► BE-Tischstopper ausbauen
► Festen BE-Tisch-WPC4 einsetzen und anschrauben
► Leergurtleitkanal für 5 Fördererstellplätze und Gurtschneidgerät-Berührungsschutz einsetzen
► WPC einschieben, absenken und ausrichten.
11.4
11.4 Pneumatisches Schneidgerät
Pneumatisches Schneidgerät
Zusätzliche Kommunikationseinheit für die
Spleißstellenerkennung
Für die Option Traceability mit Spleißstellenerkennung ist
eine zusätzliche Kommunikationseinheit erforderlich.
Über die Spleißsensoren, die an der Kommunikationsein
-
heit angesteckt werden, wird der Stationssoftware mitge
-
teilt, wann eine neue Bauelementencharge (neue
Bauelementerolle) angespleißt wurde. Die Option
Füllstandskontrolle aktualisiert automatisch den
Bauelementefüllstand.
Legende
1. Die zusätzliche Kommunikationseinheit wird zusam
-
men mit der Kommunikationseinheit des BE-Wech
-
seltisches angeschraubt.
HINWEIS
Art und Quelle der Gefahr
Verwechseln sie die Typenbezeichnung "WPC4" nicht mit der in der Station benutzten Num
-
merierung für einzelne WPCs.
HINWEIS
Art und Quelle der Gefahr
Bei der D1/D1i-Maschine befinden sich die S-Förderer
rechts
neben dem WPC4. Bei der D3-
Maschine sind die S-Förderer
links
neben dem WPC4.
► Für eine detaillierte Umbaubeschreibung siehe die entsprechende Montageanleitung.
HINWEIS
Art und Quelle der Gefahr
Das pneumatische Schneidgerät wird am Beispiel der D4/D4i beschrieben.
11 BE-Handling
11.4 Pneumatisches Schneidgerät 11.4.1 Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
206 Student Guide SIPLACE D-Serie (FSE)
11.4.1
11.4.1 Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
Übersicht Pneumatisches Schneidgerät und Leergurtleitkanal
Das pneumatische Schneidgerät ist mit vier Schrauben auf dem Rahmen der Maschine befestigt und
bildet zusammen mit dem Leergutleitkanal eine Einheit. Es trennt Kunststoff-, Aluminium- und Papier
-
gurte bis zu einer maximalen Taschentiefe von 25 mm. Die Gurtabschnitte fallen über die Gurtabfallrut
-
sche in den Gurtabfallbehälter des BE-Wagens.
Der Leergurtleitkanal ist so konstruiert, dass dieser die Schneidkanten des Schneidgerätes überdeckt
(gegen Verletzungsrisiko), die leeren Bauelementegurte kontrolliert zum Schneidgerät führt, den BE-
Abwurfbehälter integriert und den Pipettenwechsler für den C&P12 aufnehmen kann.
11.4.2
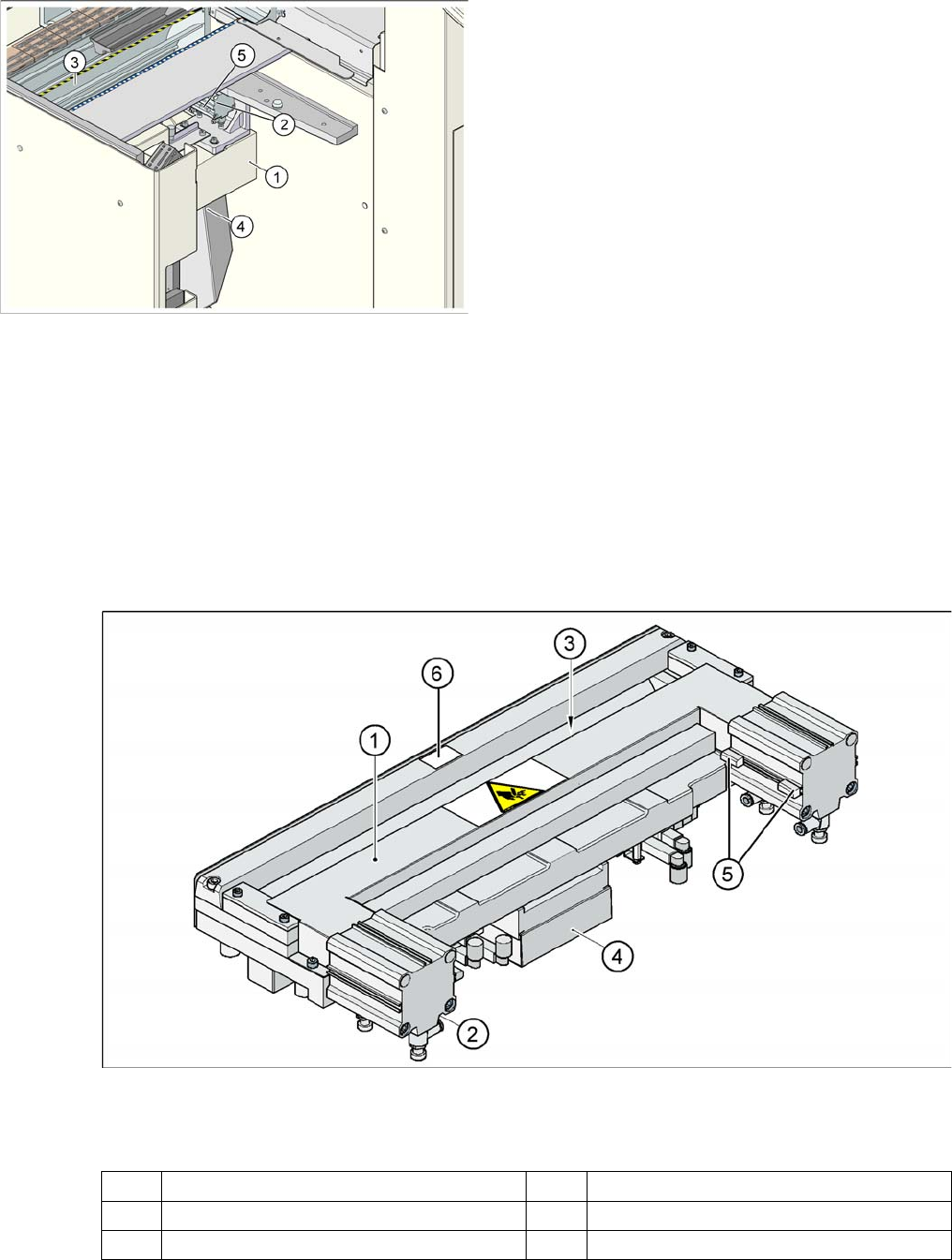
11.4.2 Aufbau und Funktion des pneumatischen Schneidgerätes
Aufbau und Funktion des pneumatischen Schneidgerätes
Pneumatisches Schneidgerät
Legende
Über den Leergurtleitkanal werden die Leergurte in die Öffnung (3) des Schneidgeräts geleitet.
Einzugsvorrichtung komplett (hier: D4/D4i)
Legende
1. Querträger
2. Gurtschneidgerät
3. Leergurtleitkanal
4. Gurtabfallrutsche
5. Näherungsschalter
1 Horizontaler Rahmen 4 Steuerelektronik
2 Kurzhubzylinder 5 Näherungsschalter
3 Öffnung für die Leergurte 6 feststehendes Schneidmesser
11 BE-Handling
11.4.3 Steuereinheit am Gurtschneidgerät 11.4 Pneumatisches Schneidgerät
Student Guide SIPLACE D-Serie (FSE) 207
Basis des Schneidgeräts ist ein horizontal liegender Rahmen (1) mit einer feststehenden Schneidkante
und einem beweglichen Schneidmesser, das von zwei Kurzhubzylindern (2) bewegt wird. Bei jeder
Vorwärtsbewegung schneidet das Gerät den Gurt ab.
Näherungsschalter (5) signalisieren die Stellung der Kurzhubzylinderkolben und somit der Schneidmes
-
ser. Die Steuerelektronik (4) (unter dem Schneidgerät) registriert damit beispielsweise, dass ein in ei
-
nem Gurt verbliebenes Bauelement nicht zerschnitten wurde. Der Schneidvorgang erfolgt nur während
des Bestückens. Aus Gründen der Betriebssicherheit ist das Schneidgerät in den NOT-HALT-Kreis in
-
tegriert.
Der Gurtschneider wird aktiviert wenn das Portal zur ersten Bestückposition fährt. Abwechselnd bewegt
einer der zwei Zylinder das Schneidmesser vor. Erreicht der erste Zylinder die vordere Position, wird der
2. Zylinder gestartet. Beide Zylinder werden dann gleichzeitig für die Rückwärtsbewegung gestartet.
11.4.2.1
11.4.2.1 Technische Daten
Technische Daten
11.4.2.2
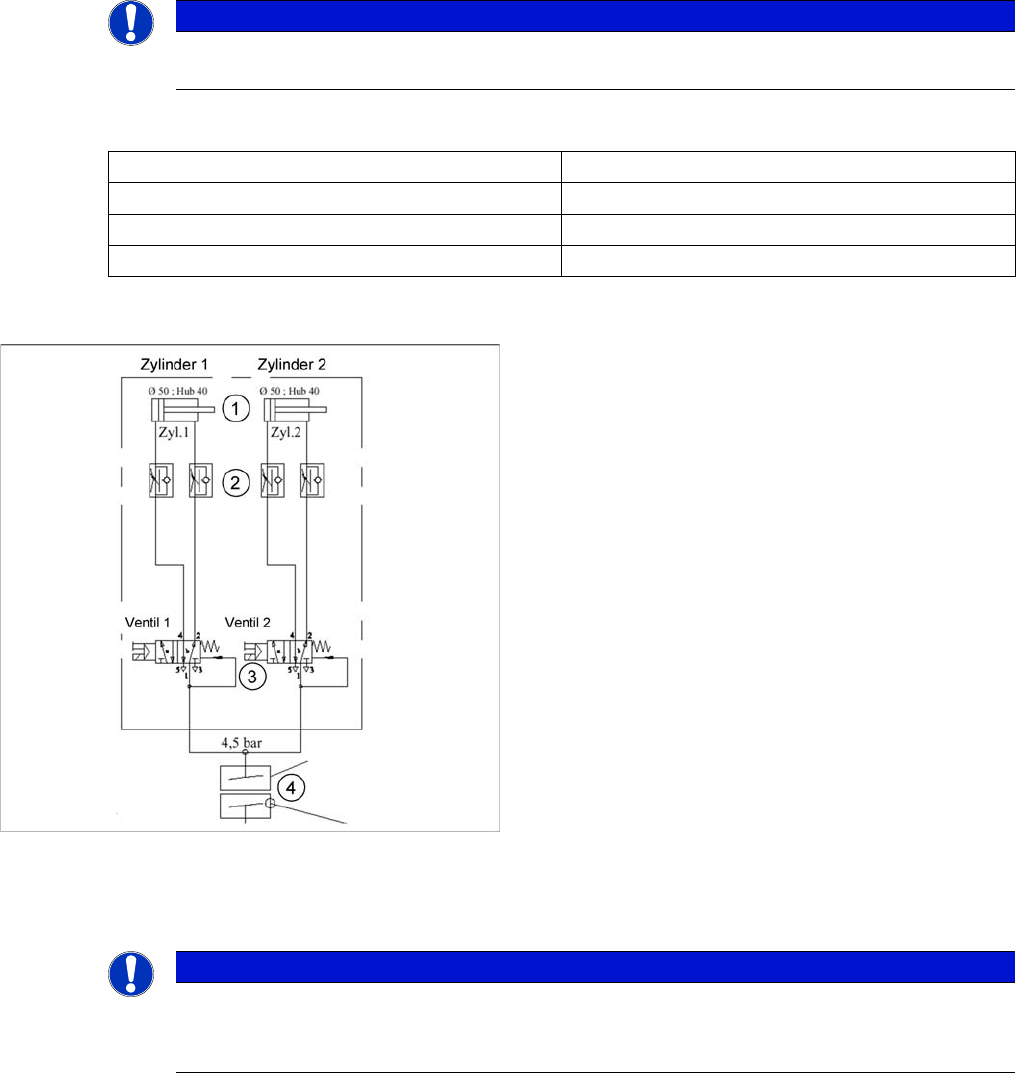
11.4.2.2 Pneumatikplan Gurtschneidgerät
Pneumatikplan Gurtschneidgerät
11.4.3
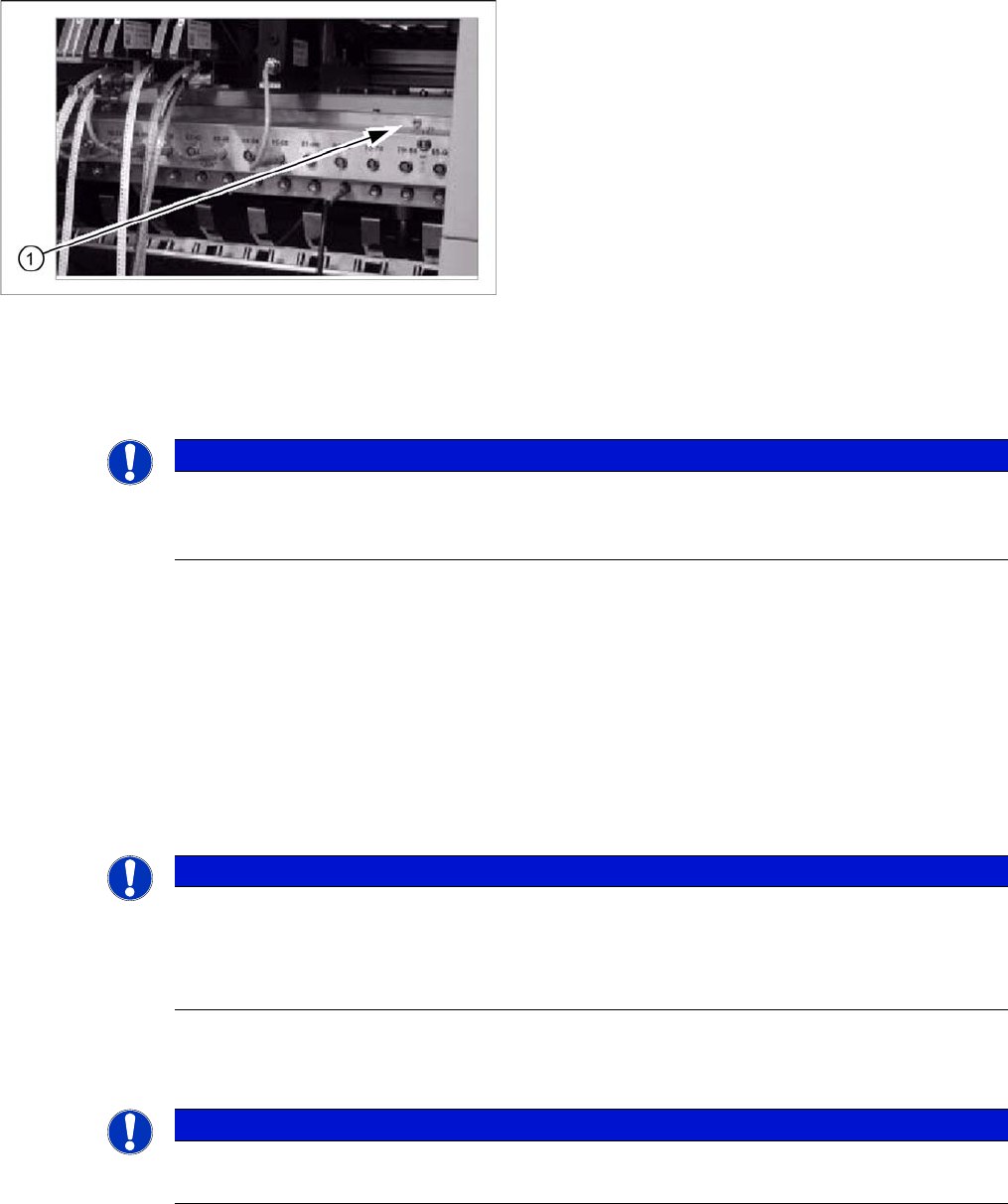
11.4.3 Steuereinheit am Gurtschneidgerät
Steuereinheit am Gurtschneidgerät
HINWEIS
Zu Servicezwecken kann das Schneidgerät in ca. 15 min. aus- bzw. eingebaut werden. Für de
-
taillierte Beschreibungen zum Zerlegen siehe Serviceanleitung.
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5 V-, 24 V-
Druckluftversorgung Gurtschneider
Legende
1. Antriebszylinder für Schneidmesserbewegung
40 mm Hub
2. Einstellbare Rückschlagdrosseln an den
Zylinderanschlüssen
3. 5/2-Wege Magnetventile
4. 4,5 bar Druckluftversorgung und die 24 V-Span
-
nungsversorgung über das SSK-Sicherheitsrelais
Schneidgerät nur bei geschlossenen Schutzhauben
aktiv
HINWEIS
Steuereinheit [03006411-xx] wird durch CAN-Knoten ersetzt.
Diese Version der Steuereinheit wird durch das rückwärtskompatible Modul CAN-Knoten
[03052027-xx] ersetzt.