00195439-05-SG_D-Serie_FSE-DE.pdf - 第208页
11 BE-Handling 11.4 Pneumatisches Schneidgerät 11.4.4 Leergurtleitkanal 208 Student Guide SIPLACE D-Serie (F SE) In Abhängigkei t des Einbauortes an der M aschine müssen entsprec he nd die Jumper für die CAN-Bus- Adressi…
11 BE-Handling
11.4.3 Steuereinheit am Gurtschneidgerät 11.4 Pneumatisches Schneidgerät
Student Guide SIPLACE D-Serie (FSE) 207
Basis des Schneidgeräts ist ein horizontal liegender Rahmen (1) mit einer feststehenden Schneidkante
und einem beweglichen Schneidmesser, das von zwei Kurzhubzylindern (2) bewegt wird. Bei jeder
Vorwärtsbewegung schneidet das Gerät den Gurt ab.
Näherungsschalter (5) signalisieren die Stellung der Kurzhubzylinderkolben und somit der Schneidmes
-
ser. Die Steuerelektronik (4) (unter dem Schneidgerät) registriert damit beispielsweise, dass ein in ei
-
nem Gurt verbliebenes Bauelement nicht zerschnitten wurde. Der Schneidvorgang erfolgt nur während
des Bestückens. Aus Gründen der Betriebssicherheit ist das Schneidgerät in den NOT-HALT-Kreis in
-
tegriert.
Der Gurtschneider wird aktiviert wenn das Portal zur ersten Bestückposition fährt. Abwechselnd bewegt
einer der zwei Zylinder das Schneidmesser vor. Erreicht der erste Zylinder die vordere Position, wird der
2. Zylinder gestartet. Beide Zylinder werden dann gleichzeitig für die Rückwärtsbewegung gestartet.
11.4.2.1
11.4.2.1 Technische Daten
Technische Daten
11.4.2.2
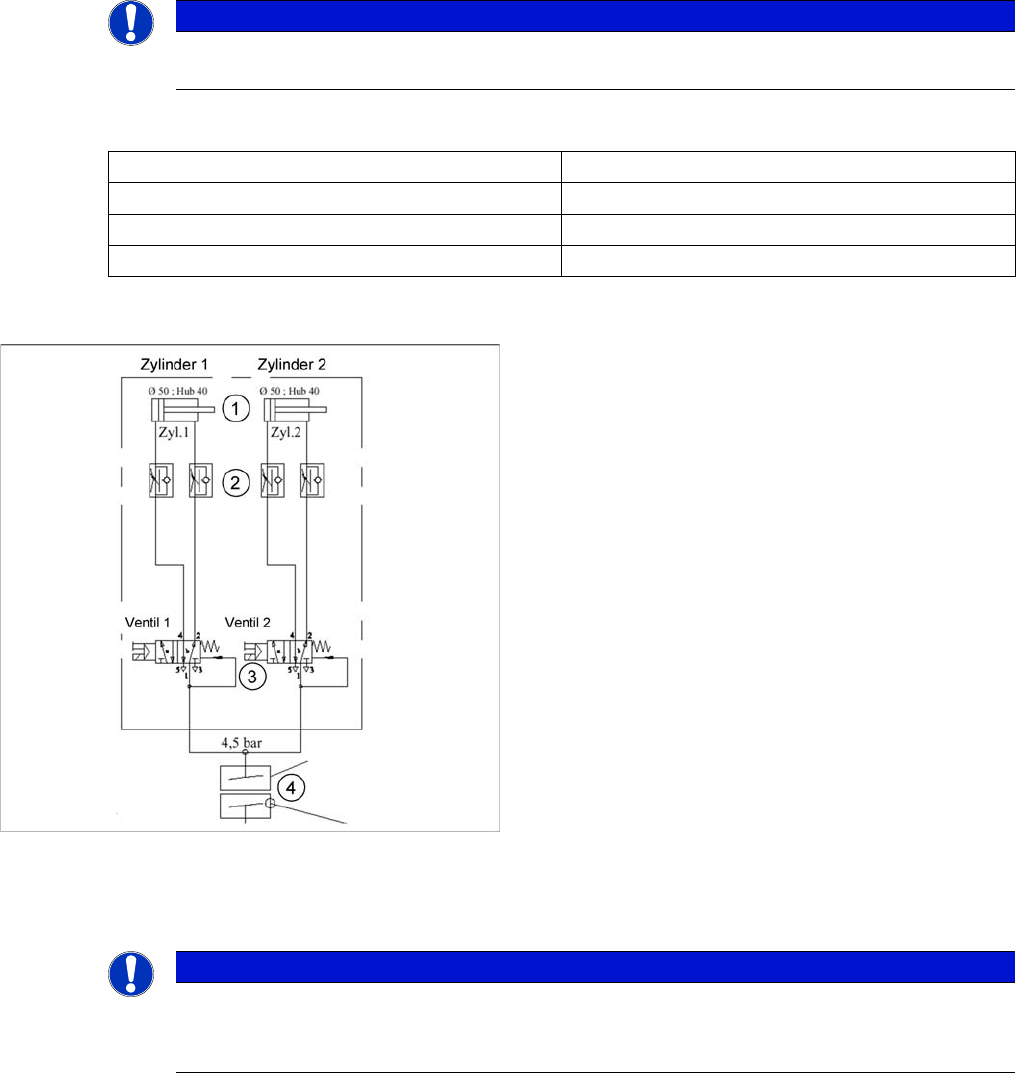
11.4.2.2 Pneumatikplan Gurtschneidgerät
Pneumatikplan Gurtschneidgerät
11.4.3
11.4.3 Steuereinheit am Gurtschneidgerät
Steuereinheit am Gurtschneidgerät
HINWEIS
Zu Servicezwecken kann das Schneidgerät in ca. 15 min. aus- bzw. eingebaut werden. Für de
-
taillierte Beschreibungen zum Zerlegen siehe Serviceanleitung.
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5 V-, 24 V-
Druckluftversorgung Gurtschneider
Legende
1. Antriebszylinder für Schneidmesserbewegung
40 mm Hub
2. Einstellbare Rückschlagdrosseln an den
Zylinderanschlüssen
3. 5/2-Wege Magnetventile
4. 4,5 bar Druckluftversorgung und die 24 V-Span
-
nungsversorgung über das SSK-Sicherheitsrelais
Schneidgerät nur bei geschlossenen Schutzhauben
aktiv
HINWEIS
Steuereinheit [03006411-xx] wird durch CAN-Knoten ersetzt.
Diese Version der Steuereinheit wird durch das rückwärtskompatible Modul CAN-Knoten
[03052027-xx] ersetzt.
11 BE-Handling
11.4 Pneumatisches Schneidgerät 11.4.4 Leergurtleitkanal
208 Student Guide SIPLACE D-Serie (FSE)
In Abhängigkeit des Einbauortes an der Maschine müssen entsprechend die Jumper für die CAN-Bus-
Adressierung gesetzt werden.
11.4.3.1
11.4.3.1 FSE-Hinweis
FSE-Hinweis
11.4.4
11.4.4 Leergurtleitkanal
Leergurtleitkanal
Der Leergurtleitkanal ist Träger für weitere Baugruppen:
▪ der abnehmbare Pipetten-Abwurfbehälter (3)
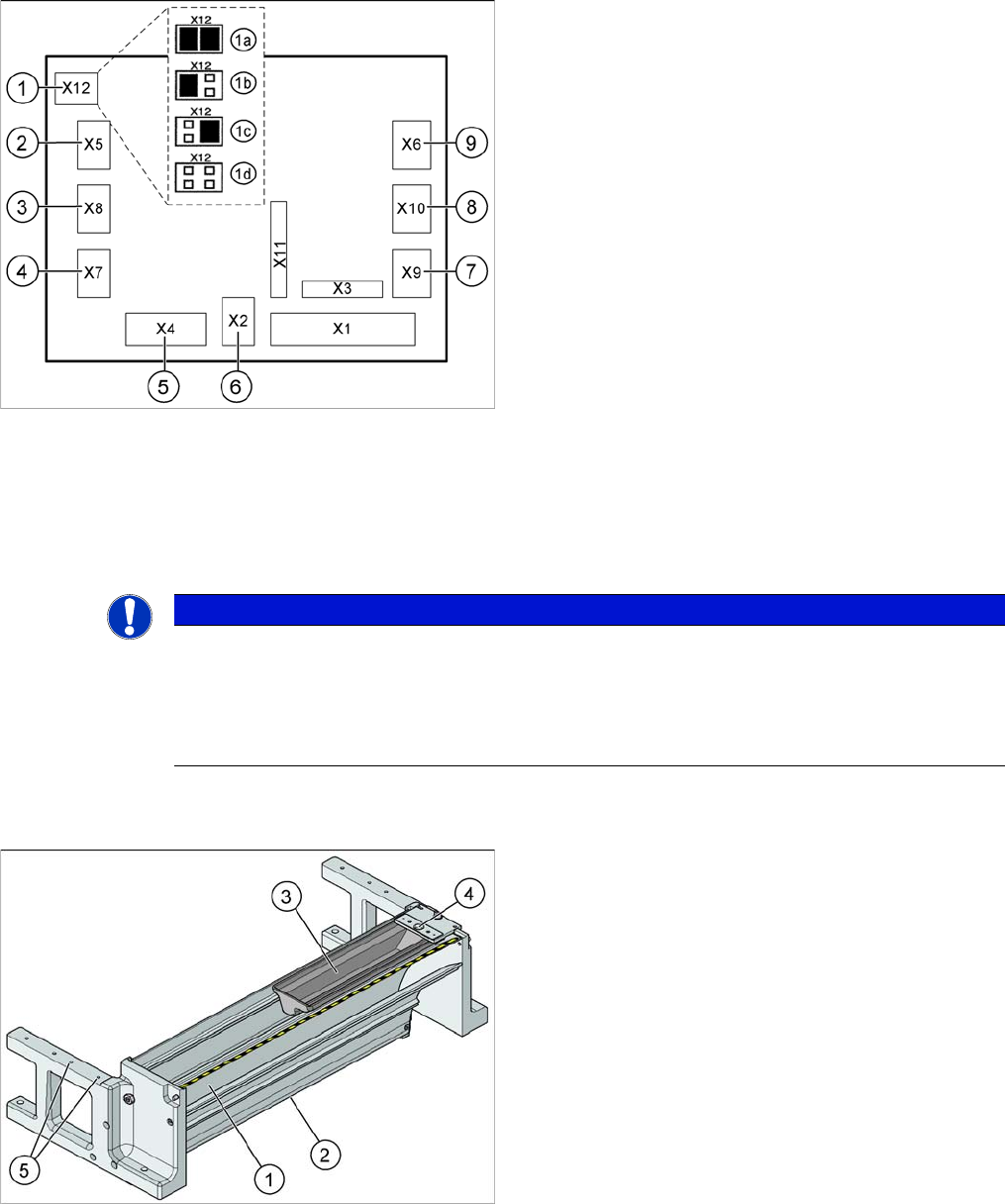
Jumpereinstellung Gurtschneidgerät (am Beispiel D4/
D4i)
Legende
1. X12 – Jumper für Stellplatzcodierung Schneidgerät:
1a: Portal 1
1b: Portal 2
1c: Portal 3
1d: Portal 4
2. X5 – Spannungsversorgung Ventil (links)
3. X8 – Bero Hubzylinder ausgefahren (links)
4. X7 – Bero Hubzylinder eingefahren (links)
5. X4 – CAN-Bus-Anschluss
6. X2 – Spannungsversorgung Schneidgerät +24 V und
+5 V
7. X9 – Bero Hubzylinder eingefahren (links)
8. X10 – Bero Hubzylinder ausgefahren (rechts)
9. X6 – Spannungsversorgung Ventil (rechts)
HINWEIS
Dieses Gurtschneidgerät arbeitet am 500kbit/s-CAN-Bus mit der G01xxxxx eSW und am
1 Mbit/s-CAN-Bus mit der G02xxxxx eSW.
Eine neue Gurtschneidersteuerung (abwärtskompatibel) (zur Zeit nur vorgesehen für X
-
Maschi
-
ne) kann auch die Steuerung der Pipettenwechsler übernehmen. Die zu ladende eSW ist dann
die G03xxxxx.
Leergurtleitkanal mit Bauelemente-Abwurfbehälter (am
Beispiel D4/D4i)
Legende
1. Einlassspalt für die Leergurte
2. Austrittsspalt für die Leergurte oberhalb des pneuma
-
tischen Schneidgeräts
3. Pipetten-Abwurfbehälter
4. Pipettenabwurfstation
5. Montageposition für die Pipettenwechsler
Der Leergurtleitkanal nimmt am Einlassspalt (1) die Leer
-
gurte aus den Förderern auf und leitet diese vom
Austrittsspalt (2) zur Schneidposition des pneumatischen
Schneidgeräts weiter. Dort wird der Gurt zerkleinert und
gelangt über die Gurtabfallrutsche in den
Auffangbehälter des BE
-
Wagens. Für die WPC4-Option
ist ein auf 5 Fördererpositionen reduzierter Leergurtleit
-
kanal verfügbar.
Der Leergurtleitkanal ist auf dem pneumatischen
Schneidgerät mit vier Schrauben befestigt.

11 BE-Handling
11.4.5 Zuführmodule 11.4 Pneumatisches Schneidgerät
Student Guide SIPLACE D-Serie (FSE) 209
▪ die Montagefläche (5) für den Pipettenwechsler vom C&P
▪ die Pipettenabzugseinheit (4)
11.4.5
11.4.5 Zuführmodule
Zuführmodule
S-Feeder Beliebige Stellpositionen auf den Stellplätzen der D-Serie
Linear-Feeder Beliebige Stellpositionen auf den Stellplätzen der D-Serie
Flächenmagazine Carrier 51 (8,5 Feederplätze) /30 (5 Feederplätze) am BE
-
Tisch 1 der D1/D1i
bzw.
nur bei demontiertem Pipettenwechslermagazin C&P-Kopf