Betriebsanleitung_HF3_14_de.pdf - 第182页
Der Rahmen [ Lötgut Einlauf] Verwenden Sie die folgende Einstellung, wenn… ▪ …der vorgelagerte Transport schneller läuft als der Transport der Maschine ▪ …die Leiterplatten einer Serie ungefähr gleich lang sind. ü Einste…
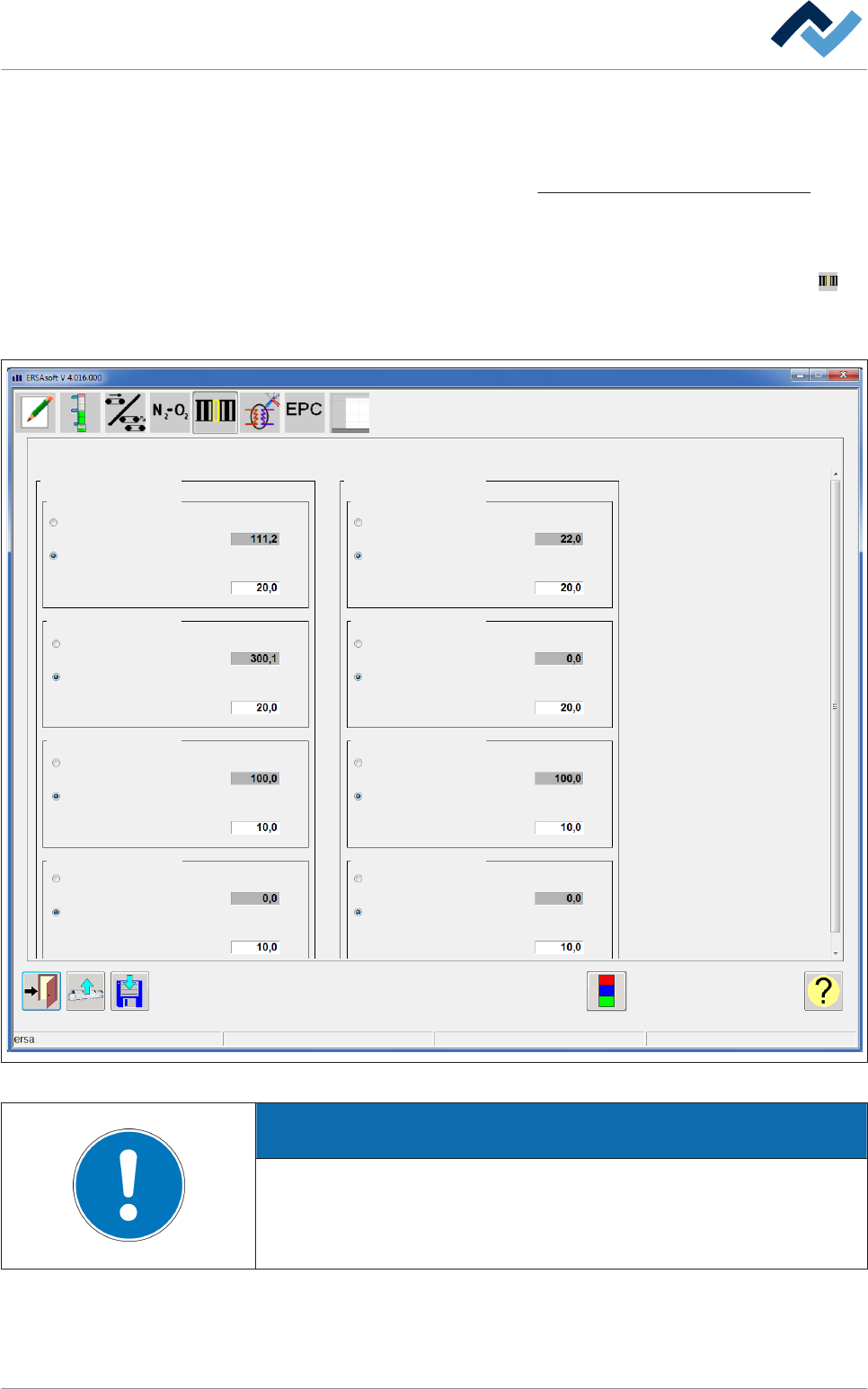
Der Eingabedialog [Lötguterfassung]
In diesem Eingabedialog können Sie die Einstellungen für die Lötguterfassung vor-
nehmen. Optional kann für jede Transportspur eine Lötguterfassung vorhanden
sein. Lesen Sie hierzu auch das Kapitel
Der Eingabedialog [Lötgutverfolgung]
[} 294].
ü Den Eingabedialog [Lötguterfassung] öffnen:
1. In der oberen Symbolleiste des Dialoges [Übergeordnet] die Schaltfläche
anklicken.
ð Der Eingabedialog [Lötguterfassung] wird geöffnet:
Lötgut Auslauf
Lötgut Einlauf
Transport 2
Transport 1Transport 1
Transport 2
Transport 3 Transport 3
Transport 4 Transport 4
Tr. 4 Länge
Tr. 3 Länge
Tr. 2 Länge
Tr. 1 Länge Tr. 1 Länge
Tr. 2 Länge
Tr. 3 Länge
Tr. 4 Länge
Ausschaltverzögerung
aktiv
Tr. 1 Ausschaltverzögerung Tr. 1 Ausschaltverzögerung
Tr. 2 Ausschaltverzögerung Tr. 2 Ausschaltverzögerung
Tr. 3 Ausschaltverzögerung Tr. 3 Ausschaltverzögerung
Tr. 4 Ausschaltverzögerung Tr. 4 Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
Länge Länge
LängeLänge
LängeLänge
LängeLänge
aktiv aktiv
aktiv aktiv
aktiv aktiv
aktiv aktiv
Einrichten
Abb. 52: Der Eingabedialog [Lötguterfassung]
HINWEIS
Funktionen schließen sich gegenseitig aus!
Die Radiobuttons [Länge Aktiv] und [Ausschaltverzögerung Aktiv] können aktiviert
werden, schließen sich jedoch gegenseitig aus. Sie können beide Funktionen also
nicht gemeinsam aktivieren.
6.9.7
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 181 / 0
Der Rahmen [Lötgut Einlauf]
Verwenden Sie die folgende Einstellung, wenn…
▪ …der vorgelagerte Transport schneller läuft als der Transport der Maschine
▪ …die Leiterplatten einer Serie ungefähr gleich lang sind.
ü Einstellen der Funktion [Länge Aktiv]:
1. Den Radio button [Länge Aktiv] aktivieren.
ð Das Eingabefeld [Tr. 1 Länge] wechselt seine Hintergrundfarbe und kann
editiert werden.
2. Das Eingabefeld anklicken und die Lötgutlänge in [mm], zum Beispiel 200 mm
eingeben.
ð Die Steuerung verhält sich nun folgendermaßen:
ð Beträgt die Länge des eingelaufenen Lötgutes weniger als der eingegebene
Wert, so wird der Wert von der Steuerung auf den Wert [200 mm] gesetzt.
3. Beträgt die Länge des eingelaufenen Lötgutes mehr als der eingegebene Wert,
so wird der Wert von der Steuerung auf den tatsächlichen Wert gesetzt.
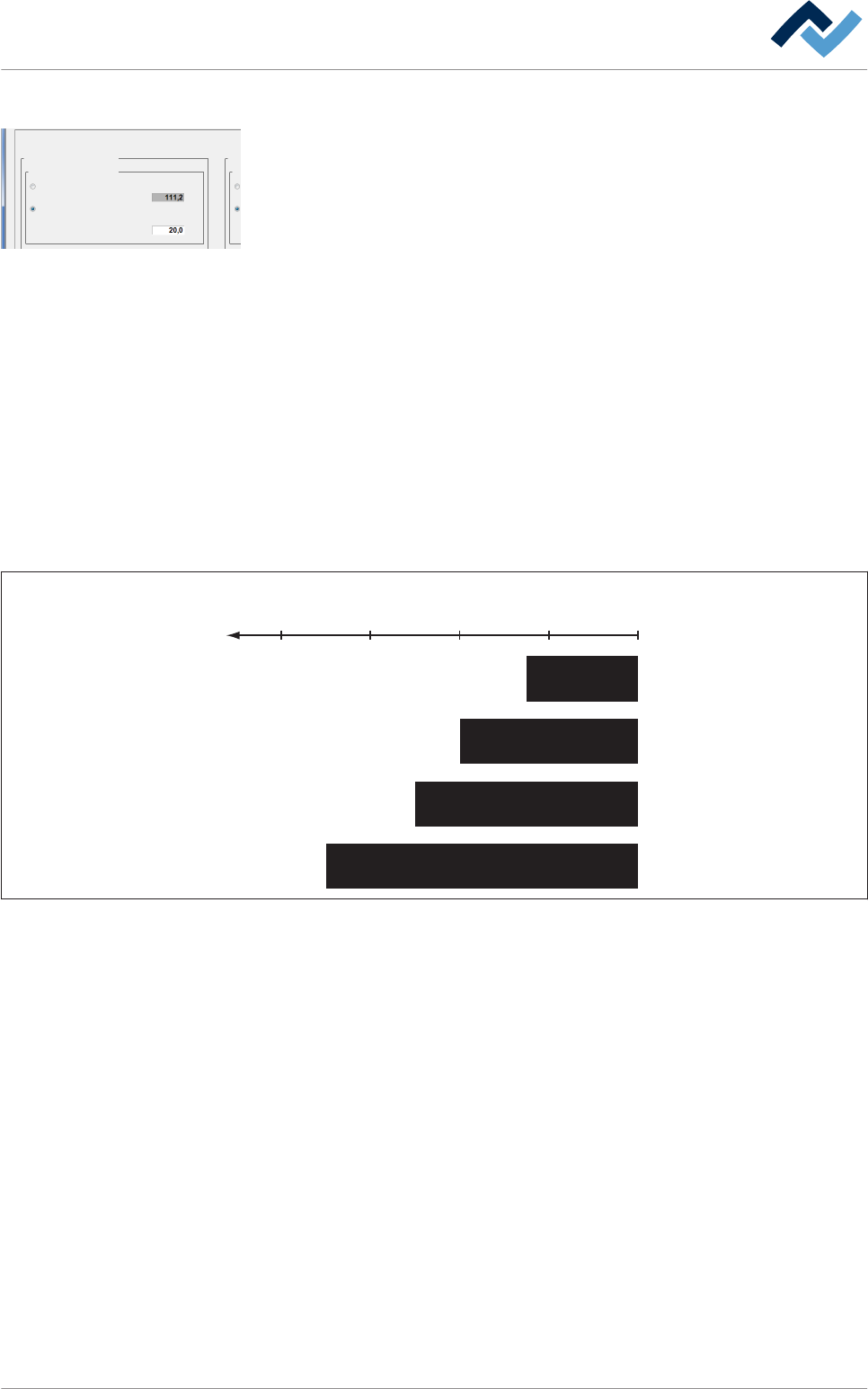
ð Beachten Sie die folgende Abbildung:
mm
400 300 200 100 0
Der Wert im Feld [Tr. 1 Länge] beträgt 200 mm
Vom Sensor erkannte Lötgutlänge: 120 mm
Von der Steuerung
gesetzte Lötgutlänge : 200 mm
Von der Steuerung
gesetzte Lötgutlänge : 200 mm
Von der Steuerung
gesetzte Lötgutlänge : 250 mm
Von der Steuerung
gesetzte Lötgutlänge : 350 mm
Vom Sensor erkannte Lötgutlänge: 200 mm
Vom Sensor erkannte Lötgutlänge: 250 mm
V
om Sensor erkannte Lötgutlänge: 350 mm
Abb. 53: Das Verhalten der Lötguterfassung bei der Einstellung [Länge aktiv].
Verwenden Sie die folgende Einstellung, wenn…
▪ …der vorgelagerte Transport genauso schnell oder langsamer läuft als der
Transport der Maschine
▪ …die Leiterplatten Ausbrüche und Lücken aufweisen
▪ …die Leiterplatten einer Serie unterschiedlich lang sind.
ü Einstellen der Funktion [Ausschaltverzögerung Aktiv]:
1. Den Radio button [Ausschaltverzögerung Aktiv] aktivieren.
ð Das Eingabefeld [Tr. 1 Ausschaltverzögerung] wechselt seine Hintergrund-
farbe und kann editiert werden.
2. Das Eingabefeld anklicken und die Ausschaltverzögerung in [mm], zum Beispiel
100 mm eingeben.
ð Die Steuerung verhält sich nun folgendermaßen:
ð Lücken und Abstände, welche kleiner als 100 mm sind, werden ignoriert.
Betriebsart Einrichten
Lötgut Auslauf
Lötgut Einlauf
Transport 2
Transport 1Transport 1
Transport 2
Transport 3 Transport 3
Transport 4 Transport 4
Tr. 4 Länge
Tr. 3 Länge
Tr. 2 Länge
Tr. 1 Länge Tr. 1 Länge
Tr. 2 Länge
Tr. 3 Länge
Tr. 4 Länge
Ausschaltverzögerung
aktiv
Tr. 1 Ausschaltverzögerung Tr. 1 Ausschaltverzögerung
Tr. 2 Ausschaltverzögerung Tr. 2 Ausschaltverzögerung
Tr. 3 Ausschaltverzögerung Tr. 3 Ausschaltverzögerung
Tr. 4 Ausschaltverzögerung Tr. 4 Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
aktiv
Ausschaltverzögerung
Länge Länge
LängeLänge
LängeLänge
LängeLänge
aktiv aktiv
aktiv aktiv
aktiv aktiv
aktiv aktiv
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 182 / 0
ð Somit ist gewährleistet, dass die Leiterplatten trotz der Lücken als ganze
Einheiten erkannt werden. Der Abstand zwischen den Leiterplatten muss
hierbei jedoch größer sein als der Wert, den Sie in das Eingabefeld [Tr. 1
Ausschaltverzögerung] eingegeben haben.
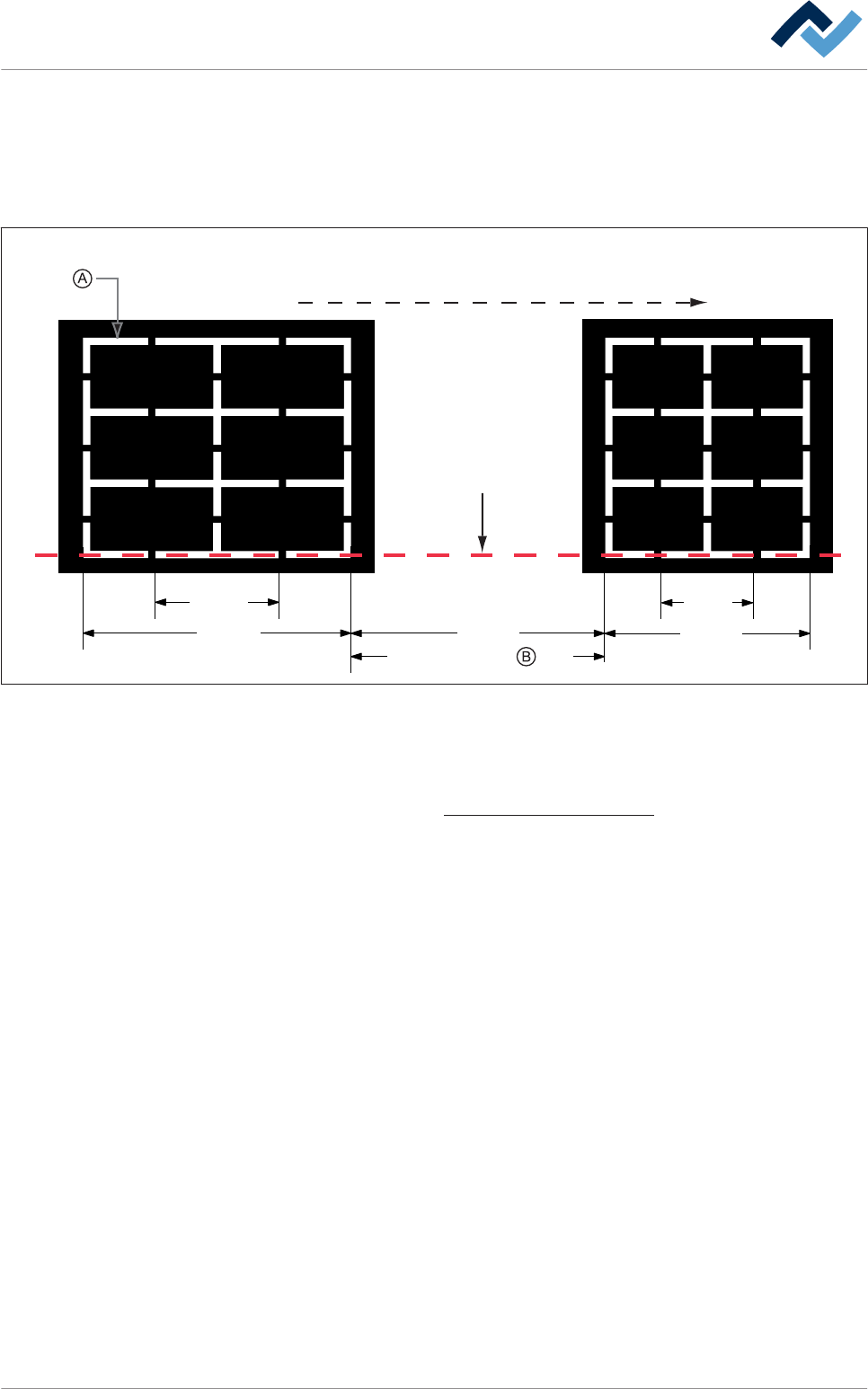
ð Beachten Sie die folgende Abbildung:
160
130
Abstand
60
80
200
Transportrichtung
Lücke
A
usbruch,
Erfassungsverlauf
des Sensors
Der Wert im Feld [Tr. 1 Ausschaltverzögerung] beträgt 100 mm
Abb. 54: Das Verhalten der Lötguterfassung bei der Einstellung [Ausschaltverzögerung aktiv].
Der Rahmen [Lötgut Auslauf]
Falls dieser Rahmen nicht angezeigt wird, müssen Sie eine Einstellung ändern. Le-
sen Sie hierzu das Kapitel Allgemeine Voreinstellungen [} 317].
Das Prinzip der Lötguterfassung entspricht dem im Rahmen Lötgut Einlauf]. In den
meisten Fällen läuft der nachfolgende Transport schneller als der Transport der
Maschine. Wählen Sie deshalb die Einstellung [Ausschaltverzögerung Aktiv ]. Dies
ist die empfohlene Einstellung.
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 183 / 0