Betriebsanleitung_HF3_14_de.pdf - 第204页
ü Den Eingabedialog [Codeleser] öffnen: 1. Im Eingabedialog [Code Tabellen ] in der unteren Symbolleiste die Schaltfläche anklicken. ð Der Eingabedialog [Codeleser] wird geöffnet: Codeleser Eingabedialog Codeleser Transp…
Service und Diagnose
Der Eingabedialog [Codeleser] (mit Zuordnung zur Transportspur)
Mit Hilfe der Statusanzeigen und den Lötgut-Zählern behalten Sie den Überblick
über den Produktionsablauf. Sie finden diese Anzeigen im Eingabedialog [Codele-
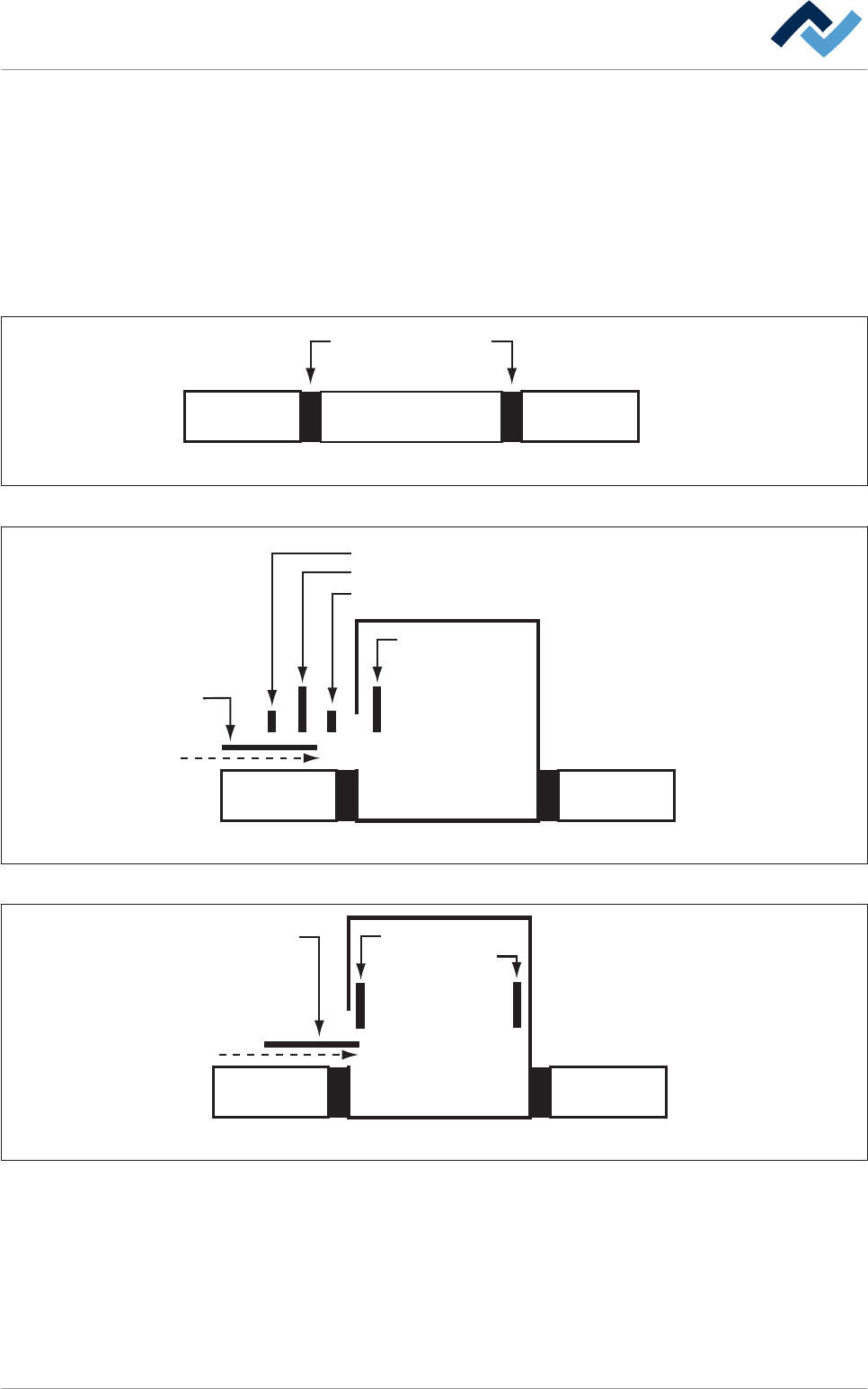
ser]. Beachten Sie Zur Anordnung der Sensoren und Schnittstellen in der Maschine
die folgenden Abbildungen:
Lötanlage
Vorgelagerte
Anlage
Nachfolgende
Anlage
Schnittstelle
SMEMA / WMW
n + 1n - 1 n
Abb. 62: Schematische Darstellung: Anordnung der Schnittstellen
Lötanlage
Vorgelagerte
Anlage
Nachfolgende
Anlage
Codeleser
Sensor LVA
Lötgut
n + 1n - 1 n
Sensor ALB
Sensor
ISEL
Abb. 63: Schematische Darstellung der Sensoranordnung vor der Maschine
Lötanlage
Vorgelagerte
Anlage
Nachfolgende
Anlage
Sensor ISEL
Sensor ISAL
Lötgut
n + 1n - 1 n
Abb. 64: Schematische Darstellung der Sensoren ISEL (Inline Schnittstelle EinLauf) und ISAL (InlineSchnittstelle AusLauf) in der Ma-
schine
6.11.9
6.11.9.1
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 203 / 0
ü Den Eingabedialog [Codeleser] öffnen:
1. Im Eingabedialog [Code Tabellen] in der unteren Symbolleiste die Schaltfläche
anklicken.
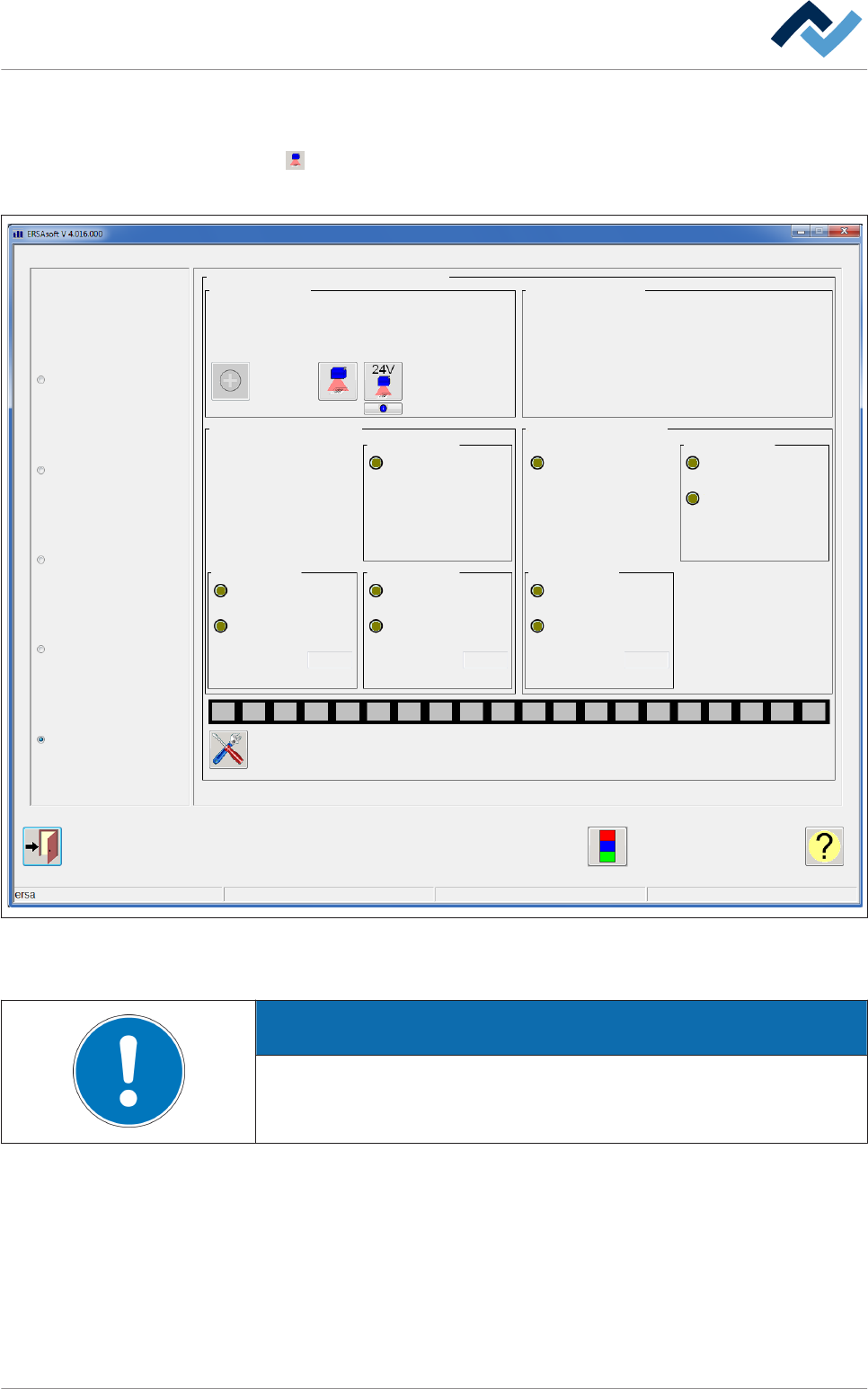
ð Der Eingabedialog [Codeleser] wird geöffnet:
Codeleser
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
Bereit
Transportspur
Einrichten
Abb. 65: Der Eingabedialog [Codeleser]. Für jede Transportspur ist ein separater Codeleser verfügbar. Eine Transportspur wird
durch Aktivieren des betreffenden Radio buttons (links) ausgewählt. Der obere Radio button wählt einen Codeleser ohne Zuord-
nung zur Transportspur. Der Eingabedialog ist in zwei Bereiche aufgeteilt: VOR der Maschine (n-1) und IN der Maschine (n).
HINWEIS
Weshalb werden die Eigenschaften einer Transportspur nicht angezeigt?
Wenn der Radio button [Codeleser ohne Zuordnung zu Transportspur] aktiviert
wurde, können die Eigenschaften einer Transportspur nicht angezeigt werden.
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 204 / 0
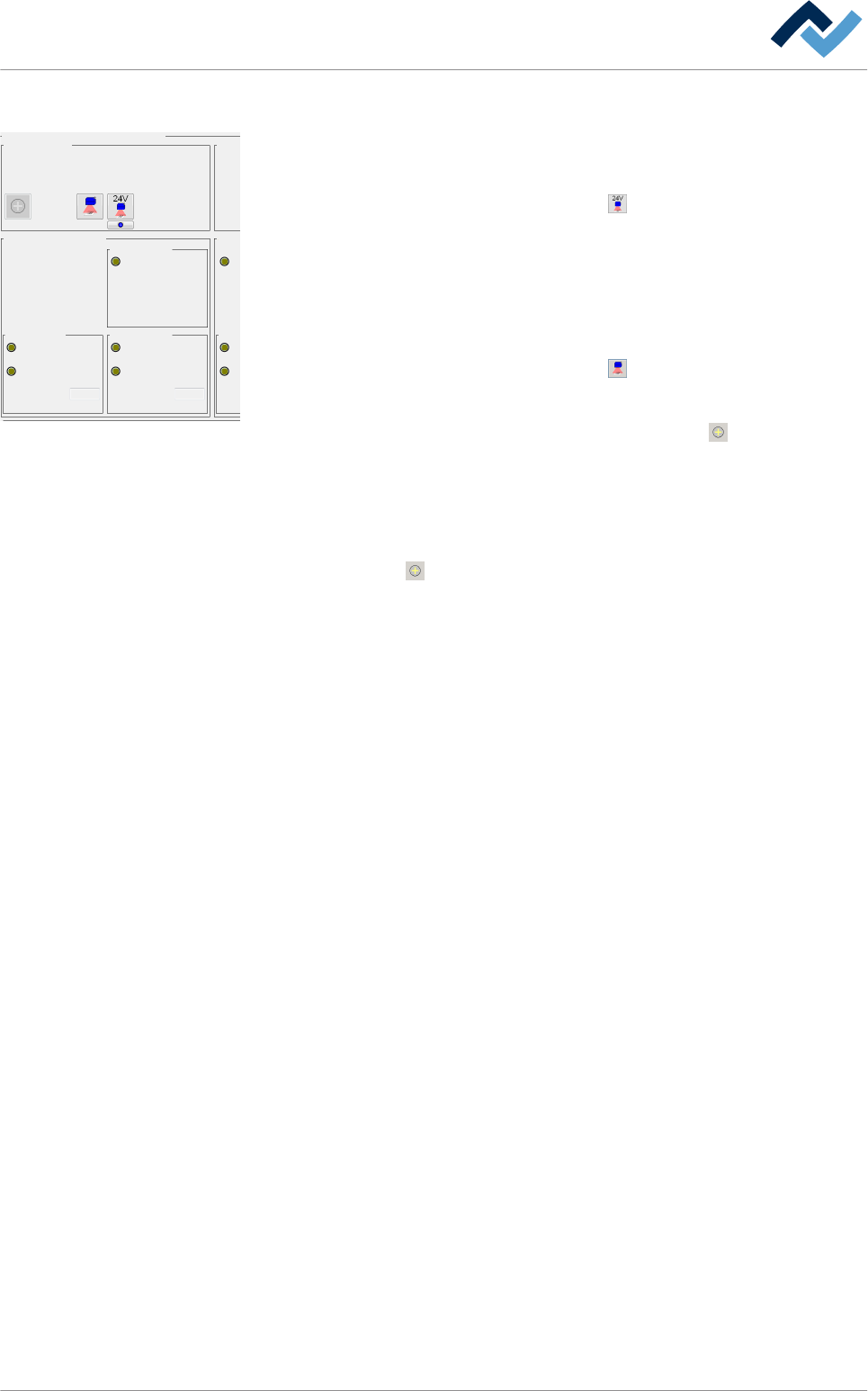
Einen Funktionstest des Codelesers durchführen, einen Code zuordnen
ü Einen Funktionstest des Codelesers durchführen:
1. Die Transportspur 1 auswählen.
2. Im Rahmen [Vor Maschine] die Schaltfläche anklicken.
ð Diese Schaltfläche ist nur dann vorhanden, wenn der Codeleser über die
SPS mit Spannung versorgt wird. Wenn der Codeleser über seine Schnitt-
stelle mit Spannung versorgt wird, ist diese Schaltfläche nicht verfügbar!
ð Die Spannungsversorgung des Codelesers wird eingeschaltet. Bei einge-
schalteter Spannungsversorgung wird die Schaltfläche gelb dargestellt.
3.
Im Rahmen [Vor Maschine] die Schaltfläche
anklicken.
ð Bei funktionierendem Codeleser wird die Schaltfläche gelb dargestellt.
ð Sobald ein Code gelesen wurde, wird die Schaltfläche aktiv.
ð Der Code wird im Anzeigefeld [Code] angezeigt.
ð Jetzt können Sie den gelesenen Code einem Lötprogramm zuordnen.
ü Einen gelesenen Code einem Lötprogramm zuordnen:
1. Die Schaltfläche
anklicken.
ð Der Dialog [Lötprogramm auswählen] erscheint.
2. Ein Lötprogramm auswählen.
ð Der gelesene Code wird dem Lötprogramm zugeordnet.
6.11.9.2
Codeleser
Betriebsart Einrichten
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
Transportspur
Bereit
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 205 / 0