Betriebsanleitung_HF3_14_de.pdf - 第211页
Der Rahmen [ Zuordnung] ü Ausschließlich Codebetrieb ermöglichen: 1. Die Checkbox [Nur Codebetrieb ermöglichen] aktivieren. ð Nun können Sie Lötprogramme nicht mehr manuell starten. Die Lötprogramme werden nun ausschließ…
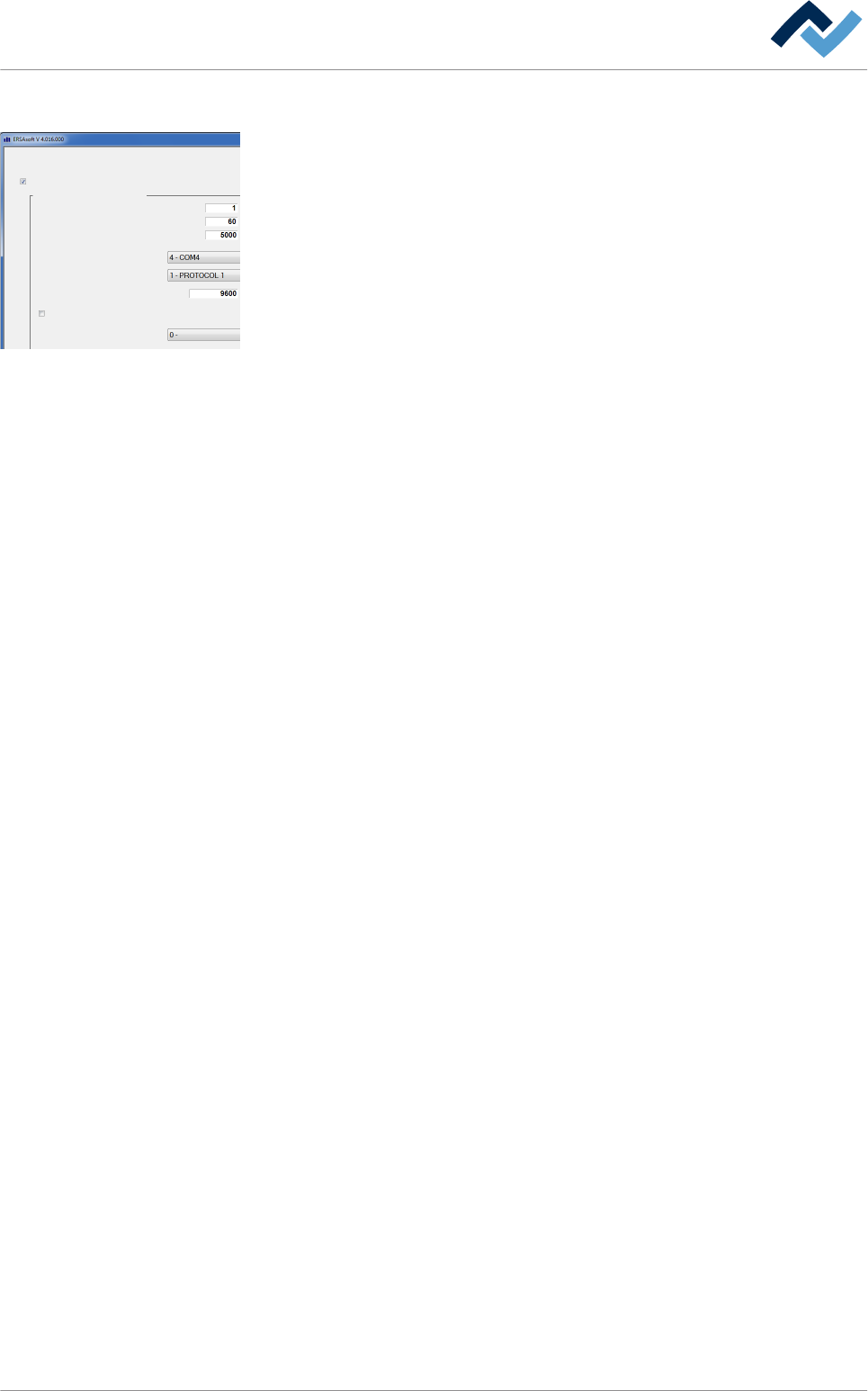
Der Rahmen [Codeleser]
ü Den Dialog aktivieren:
1. Die Checkbox [Aktiv] aktivieren.
ð Der Dialog wird aktiviert, Eingabefelder und Checkboxen sind nun editierbar.
ü Enntprellen des Sensorsignales:
1. In das Eingabefeld [Ausschaltverzögerung] einen Wert in [s] eingeben.
ð Sobald der Sensor das Lötgut-Ende erstmals erkennt, wird diese Zeit gest-
artet.
ð Sobald diese Zeit abgelaufen ist, wird das Signal des Sensors in der Steuerung
zurückgesetzt.
ü Die Transferzeit vom Sensor ALB zum Sensor LVA eingeben:
1. In das Eingabefeld [Transferzeit] einen Wert in [s] eingeben.
ð Sobald sich Lötgut am Sensor ALB befindet, wird diese Zeit gestartet.
ð Ist die eingestellte Zeit abgelaufen, und das Lötgut befindet sich noch nicht am
Sensor LVA, erfolgt eine Meldung.
ü Die maximale Wartezeit bis zur Datenübernahme eingeben:
1. In das Eingabefeld [Max. Zeit bis Datenübernahme] einen Wert in [s] eingeben.
ð Ist die eingestellte Zeit abgelaufen, und es wurde noch kein gültiger Code gele-
sen, erfolgt eine Meldung.
ü Den COM Port für den Codeleser konfigurieren:
1. Kommen mehrere Codeleser zum Einsatz, so hat jeder Codeleser seinen eige-
nen COM Port. Im Dropdown-Menü den COM Port auswählen, an den der Co-
deleser angeschlossen ist.
2. Im Dropdown-Menü [Protokoll] das zum Codeleser passende Protokoll auswäh-
len.
3. In das Eingabefeld [Baudrate] die Baudrate des Codelesesystems eingeben.
4. Die Checkbox [Protokoll ContinousRead] aktivieren.
ð Hiermit wird der ComPort des Codelesers dauerhaft aktiviert.
ð Der Codeleser kann nun mit der Steuerung kommunizieren.
Codeleser
Einstellungen
Einrichten
Transportspur 1
Aktiv
Codeleser
Ausschaltverzögerung
Transferzeit
Max. Zeit bis Datenübernahme
Com Port
Protokoll
Baudrate
Protokoll ContinousRead
Langer Code (>31 Zeichen)
Zuordnung
Nur Codebetrieb ermöglichen
Zuordnung: Code - Lötprogramm
Lötprogrammauswahl mit Handscanner
Start Lötprogramm bei neuem Code
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 210 / 0
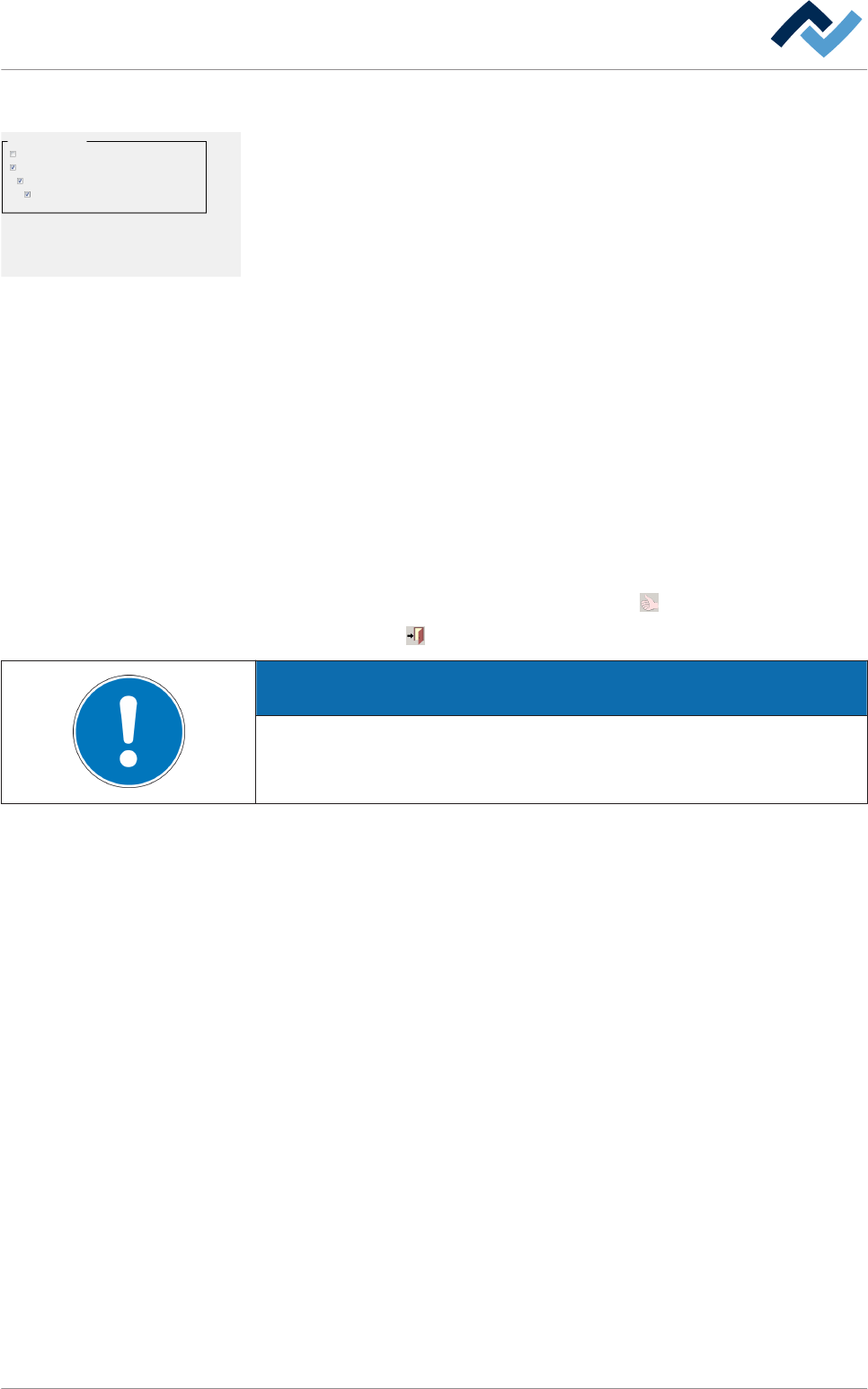
Der Rahmen [Zuordnung]
ü Ausschließlich Codebetrieb ermöglichen:
1. Die Checkbox [Nur Codebetrieb ermöglichen] aktivieren.
ð Nun können Sie Lötprogramme nicht mehr manuell starten. Die Lötprogramme
werden nun ausschließlich anhand des gelesenen Codes geladen und ausge-
führt.
ü Die Funktion [Zuordnung: Code - Lötprogramm] einschalten:
1. Die Checkbox Funktion [Zuordnung: Code - Lötprogramm] aktivieren.
ð Sie können nun die Codes den Lötprogrammen im Eingabedialog [Code Tabel-
len] zuordnen. Wenn die Funktion ausgeschaltet ist, können Sie die Codes zwar
zuordnen, die Lötprogramme werden jedoch nicht gestartet. Die Codes werden
lediglich in das Lötprotokoll aufgenommen.
ü Lötprogrammauswahl mit Handscanner einschalten:
1. Die Checkbox [Lötprogrammauswahl mit Handscanner] aktivieren.
ð Nun können Sie Lötprogramme mit einem Handscanner starten.
ü Einstellungen übernehmen, Dialog schließen
1. Die Einstellung durch Anklicken der Schaltfläche
übernehmen.
2. Die Schaltfläche anklicken, um den Dialog zu schließen.
HINWEIS
Weshalb fehlt der Rahmen [Zuordnung]?
Wenn im Eingabedialog [Codeleser] der Radio button [Codeleser ohne Zuordnung
zu Transportspur] aktiviert wurde, ist der Rahmen [Zuordnung] nicht vorhanden.
Codeleser
Einstellungen
Einrichten
Transportspur 1
Aktiv
Codeleser
Ausschaltverzögerung
Transferzeit
Max. Zeit bis Datenübernahme
Com Port
Protokoll
Baudrate
Protokoll ContinousRead
Langer Code (>31 Zeichen)
Zuordnung
Nur Codebetrieb ermöglichen
Zuordnung: Code - Lötprogramm
Lötprogrammauswahl mit Handscanner
Start Lötprogramm bei neuem Code
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 211 / 0
Arbeiten mit der Produktverwaltung
Mit der Funktion [Produktverwaltung] können Sie die aufeinanderfolgende Produk-
tion unterschiedlicher Baugruppen planen. Sie können jeder Serie von Baugruppen
ein Lötprogramm zuordnen. Bevor eine Baugruppe in der von Ihnen frei definierba-
ren Warteschlange abgearbeitet wird, wird das zugeordnete Lötprogramm gestar-
tet.
Ein Beispiel
▪ Sie möchten 100 Baugruppen vom Typ_A mit dem Lötprogramm X produzie-
ren.
▪ Danach sollen 50 Baugruppen vom Typ_B mit dem Lötprogramm Y produziert
werden.
▪ Anschließend sollen 400 Baugruppen vom Typ_C mit dem Lötprogramm Z pro-
duziert werden.
Eine Warteschlange erstellen
ü Produktnamen festlegen:
ü Die Einstellungen im Dialog [Global] wurden korrekt festgelegt.
ü Die erforderlichen Lötprogramme wurden erstellt.
ü Sie kennen die Stückzahlen der zu produzierenden Baugruppen.
1. In der oberen Symbolleiste des Basisdialoges die Schaltfläche
anklicken.
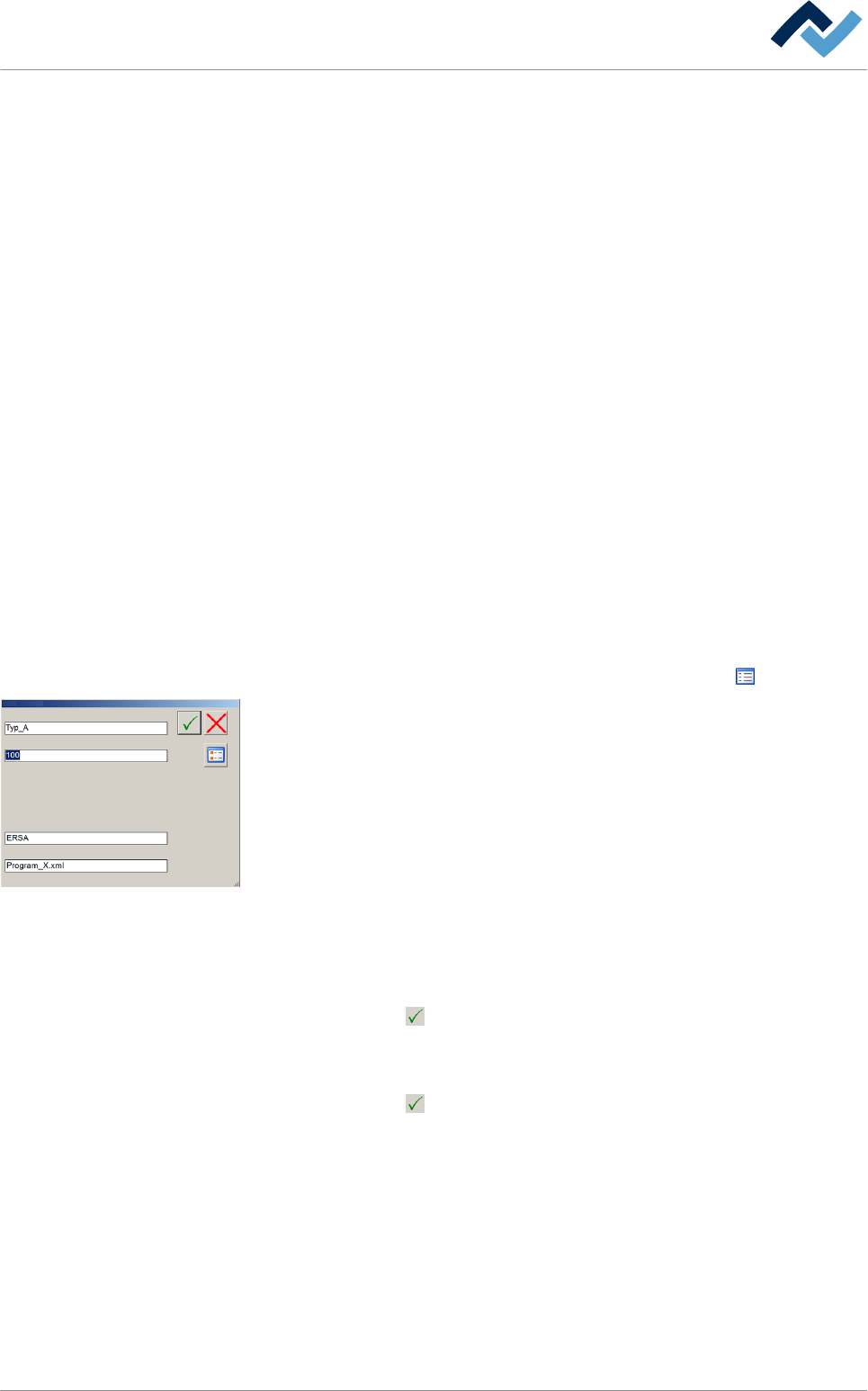
2. Das Eingabefenster [Produktname] wird geöffnet.
3. Das Eingabefeld [Produktname] anklicken und einen Produktnamen eingeben,
in unserem Beispiel [Typ_A].
4. Das Eingabefeld [Panels gesamt] anklicken und die Anzahl der zu lötenden Bau-
gruppen eingeben, in unserem Beispiel [100].
5. Das Eingabefeld [Bibliothek] anklicken.
ð Der Dialog [Lötprogramm auswählen] wird geöffnet.
6. Im Rahmen [Bibliotheken] die Bibliothek auswählen, in welcher sich das Löt-
programm befindet.
7. Im Rahmen [Programme] das Lötprogramm auswählen, welches dem Produkt
zugeordnet werden soll.
8. Die Schaltfläche
anklicken.
ð Der Dialog [Produktname] wird geöffnet, [Bibliothek] und [Lötprogramm]
wurden übernommen.
9. Die Schaltfläche
anklicken.
ð Im unteren Bereich des Basisdialoges wird nun die Warteschlange in Form ei-
ner Tabelle angezeigt.
6.12
Produktname
Panels gesamt
Bibliothek
Lötprogramm
Produktname
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 212 / 0