Betriebsanleitung_HF3_14_de.pdf - 第306页
Der Rahmen [ Stabtransport] Wenn Ihre Maschine mit einem Stabtransport ausgestattet ist, müssen Sie die Stab- dicke eingeben. Dies verhindert, dass die Stäbe von den Sensoren ISEL und ISAL irr- tümlich als Lötgut erkannt…
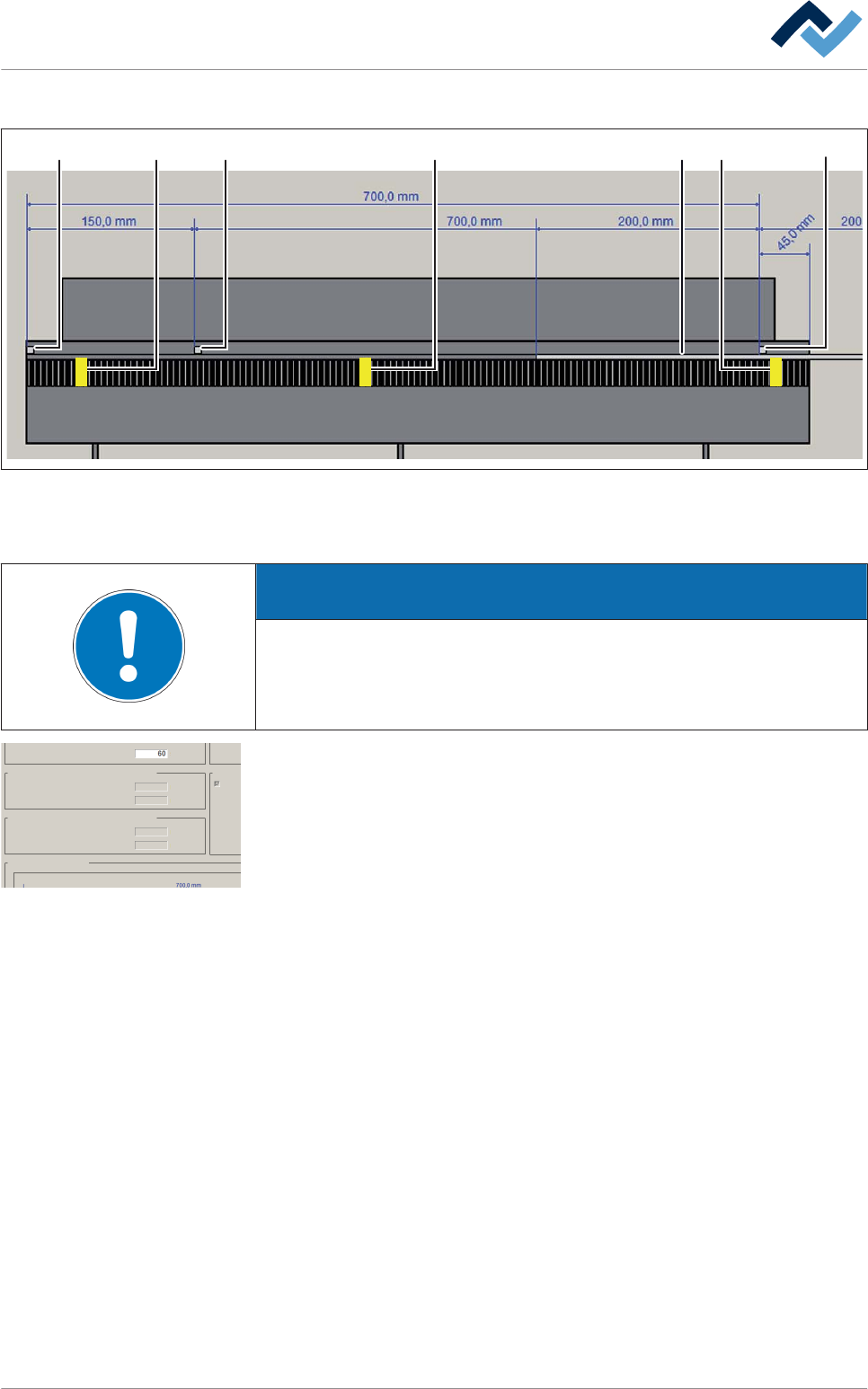
Anzeigen von Lötgutposition und Lötgutlänge
ISEL 1 2 3LGA ISAL4
Abb. 115: Beispiel: Grafische Darstellung im Rahmen [Abstände]
Sie können Lötgutposition und Lötgutlänge auch in den Rahmen [Erstes Lötgut in
Maschine] und [Letztes Lötgut in Maschine] anzeigen.
HINWEIS
Anzeigebereiche zu Servicezwecken
Die folgenden Bereiche dienen zu Service- und Diagnosezwecken und sind nur
dann sichtbar, wenn im Dialog [Benutzer Administration] die Checkbox [Erweiter-
te Darstellung] aktiviert wurde, ansonsten werden diese Bereiche ausgeblendet.
Die Anzeigefelder im Rahmen [Erstes Lötgut in Maschine]
▪ [Aktuelle Position]: Zeigt die aktuelle Position des zuletzt in die Maschine ein-
gelaufenen Lötgutes an. Im oben gezeigten Beispiel ist dies Lötgut (1).
▪ [Länge]: Zeigt die vom Sensor ISEL ermittelte Länge des zuletzt in die Maschine
eingelaufenen Lötgutes an. Im oben gezeigten Beispiel wird die Länge von Löt-
gut (1) angezeigt.
Die Anzeigefelder im Rahmen [Letztes Lötgut in Maschine]
▪ [Aktuelle Position]:Zeigt die aktuelle Position des Lötgutes an, welches als
nächstes aus der Maschine hinauslaufen wird. Im oben gezeigten Beispiel ist
dies Lötgut (3).
▪ [Länge]: Zeigt die vom Sensor ISAL ermittelte Länge des Lötgutes an, welches
als nächstes aus der Maschine hinauslaufen wird. Im oben gezeigten Beispiel
wird die Länge von Lötgut (3) angezeigt.
25
63
725
25
Erstes Lötgut in Maschine
Letztes Lötgut in Maschine
Aktuelle Position
Länge
mm
mm
Aktuelle Position
Länge mm
mm
Abstände
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 305 / 0

Der Rahmen [Stabtransport]
Wenn Ihre Maschine mit einem Stabtransport ausgestattet ist, müssen Sie die Stab-
dicke eingeben. Dies verhindert, dass die Stäbe von den Sensoren ISEL und ISAL irr-
tümlich als Lötgut erkannt werden. Wir sprechen von der „Ausblendung“ der Stäbe.
Die Stäbe ausblenden
ü Die Funktion aktivieren:
ü Die Transporte der Maschine sind gestartet.
ü Es befindet sich kein Lötgut in der Maschine.
1. Im Rahmen [Stabtransport] die Checkbox [Stäbe eingebaut] aktivieren.
ð Die Funktion ist nun aktiv.
Die Einstellungen für den Sensor ISEL vornehmen
ü Die Einstellungen vornehmen:
ü Die Transporte der Maschine sind gestartet.
ü Es befindet sich kein Lötgut in der Maschine.
ü Sie haben im Dialog [Benutzer Administration] die Funktion [Erweiterte Dar-
stellung] aktiviert.
1. Im Rahmen [ISEL Sensor] die Statusanzeige [Softwaresignal] beobachten.
ð Wenn die Statusanzeige blinkt oder dauerhaft grün dargestellt wird:
2. Den Sollwert [Stabdicke Einlauf Istwert] so lange verändern, bis die Statusan-
zeige grau dargestellt wird.
ð Der Sollwert muss immer etwas höher eingestellt werden als der im Anzei-
gefeld [Stabdicke Einlauf Istwert] dargestellte Istwert.
ð Hiermit ist der Vorgang abgeschlossen.
Die Einstellungen für den Sensor ISAL vornehmen
ü Die Einstellungen vornehmen:
ü Die Transporte der Maschine sind gestartet.
ü Es befindet sich kein Lötgut in der Maschine.
ü Sie haben im Dialog [Benutzer Administration] die Funktion [Erweiterte Dar-
stellung] aktiviert.
1. Im Rahmen [ISAL Sensor] die Statusanzeige [Softwaresignal] beobachten.
ð Wenn die Statusanzeige blinkt oder dauerhaft grün dargestellt wird:
2. Den Sollwert [Stabdicke Auslauf Sollwert] so lange verändern, bis die Statusan-
zeige grau dargestellt wird.
ð Der Sollwert muss immer etwas höher eingestellt werden als der im Anzei-
gefeld [Stabdicke Auslauf Istwert] dargestellte Istwert.
ð Hiermit ist der Vorgang abgeschlossen.
8
6,5
8
6,5
Stabtransport
Stäbe eingebaut
Sollwert
Sollwert
Istwert
Istwert
Stabdicke Einlauf
Stabdicke Einlauf
Stabdicke Auslauf
Stabdicke Auslauf
mm
mm
mm
mm
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 306 / 0
Die Überwachungsfunktion aktivieren bei Lötgutstau oder Störung im
Rahmen [Stauüberwachung mit Sensor ISAL]
ü Die Überwachungsfunktion aktivieren:
1. Die Checkbox [Alarm erzeugen wenn Stau] aktivieren.
ð Das Eingabefeld [Zeit bis zum Erzeugen des Alarms] ist nun editierbar.
2. Das Eingabefeld [Zeit bis zum Erzeugen des Alarms] anklicken und eine Zeit in
[s] eingeben.
ð Wenn der Sensor ISAL am Auslauf der Maschine belegt ist, beginnt diese
Zeit abzulaufen. Ist die Zeit abgelaufen, und der Sensor immer noch belegt
ist, wird der Einlauf der Maschine gesperrt und eine Alarmmeldung ange-
zeigt.
ð Hiermit ist der Vorgang abgeschlossen.
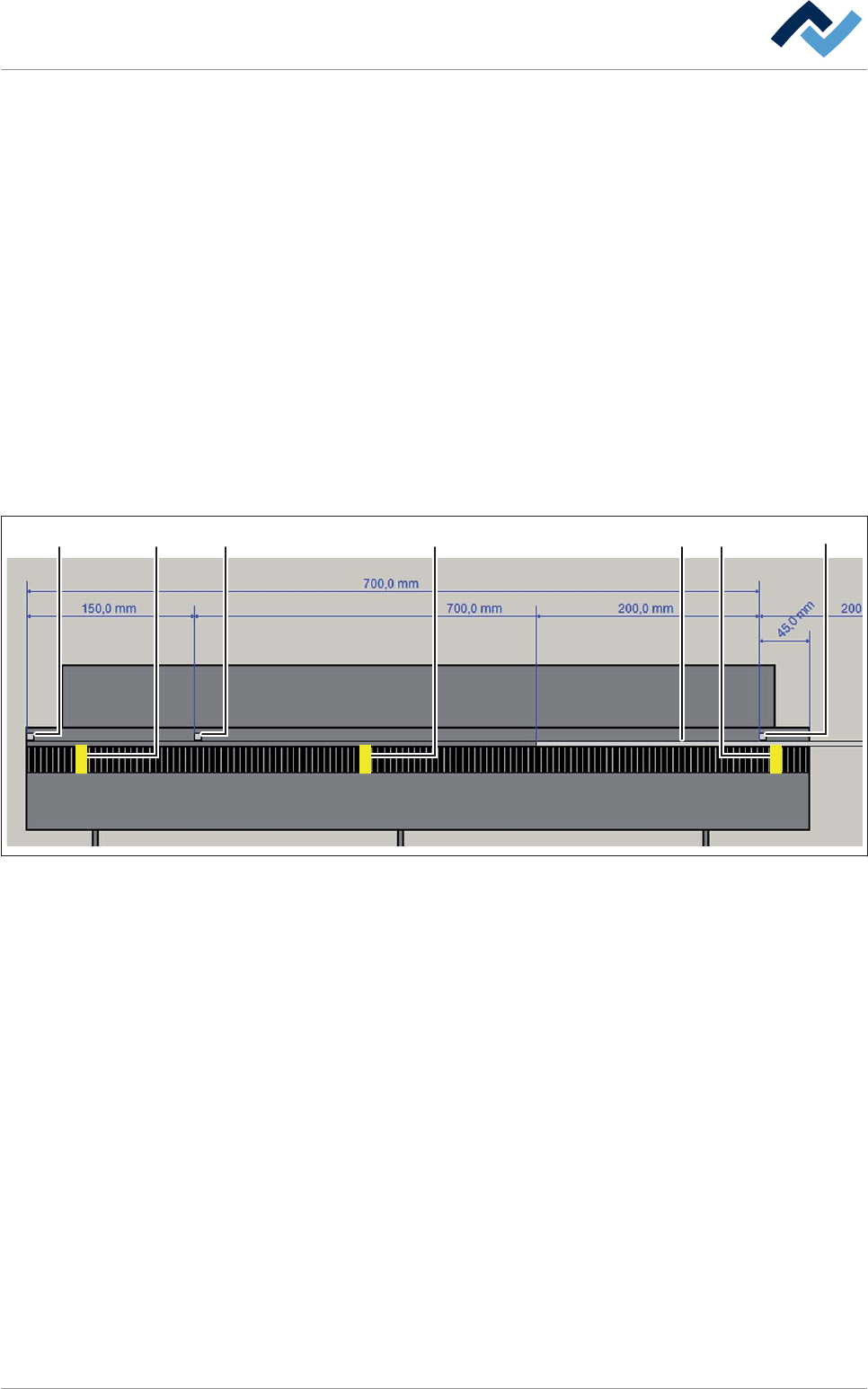
Den Toleranzbereich des Sensors ISAL festlegen im Rahmen
[Toleranzfenster]
ISEL 1 2 3LGA ISAL4
Abb. 116: Der Toleranzbereich (4) des Sensors ISAL wird als weiße Linie dargestellt
ü Den Toleranzbereich festlegen:
1. Im Rahmen [Toleranzfenster] das Eingabefeld [Toleranzbereich ab Sensor ISAL]
anklicken und einen Wert in [mm] eingeben.
ð Im Rahmen [Abstände] können Sie beobachten, wie sich der Toleranzbe-
reich am Sensor ISAL ändert.
ð Hiermit ist der Vorgang abgeschlossen.
Die Überwachung der Lötgutverfolgung durch den Sensor ISAL aktivieren
ü Die Überwachung aktivieren:
1. Im Rahmen [Toleranzfenster] die Checkbox [Alarm, wenn Lötgut verloren] akti-
vieren.
ð Wenn Lötgut im [Toleranzbereich ab Sensor ISAL] ankommen müsste, wird
die Statusanzeige [Erwarte Lötgut] grün dargestellt.
ð Wenn das Lötgut nicht innerhalb des Toleranzbereiches am Sensor regist-
riert wird, so wird der Einlauf der Maschine gesperrt und eine Alarmmel-
dung angezeigt.
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 307 / 0