Betriebsanleitung_HF3_14_de.pdf - 第317页
Allgemeine Voreinstellungen Global Einstellungen Einrichten Stand-by-Betrieb Aktiv Reduzierung Kühllüfter im Stand-by-Betrieb aktiv N2-Absenkung im Stand-by-Betrieb aktiv Absenkung auf Ppm-Wert Zeit bis Stand-by-Betrieb …
1. Das Eingabefeld [Zeit bis Ruhebetrieb aktiv] anklicken und einen Wert in [min]
eingeben.
ð Hiermit ist der Vorgang abgeschlossen.
1. Die Einstellung durch Anklicken der Schaltfläche übernehmen.
Die Funktion ist nun aktiv. Hierzu müssen folgende Bedingungen erfüllt sein:
▪ Die Maschine befindet sich in der Betriebsart [Automatik] oder [Automatik mit
Codebetrieb]
▪ Es befindet sich kein Lötgut in der Maschine
▪ Am Einlauf der Maschine befindet sich kein Lötgut.
Erst wenn diese Bedingungen erfüllt sind, beginnt die eingestellte Zeit abzulaufen.
Sind nach Ablauf dieser Zeit die Bedingungen immer noch erfüllt, wechselt die Ma-
schine in den [Ruhebetrieb] und zeigt das folgende Verhalten:
▪ Alle Aggregate werden ausgeschaltet. Das Transportsystem läuft weiter.
HINWEIS
Ergänzende Dokumente
Die Funktionen [Stand-by-Betrieb] und [Ruhebetrieb] sind separat oder in Kombi-
nation nutzbar. Lesen Sie hierzu das Dokument [253446] auf dem Datenträger
[product_data_reflow], welcher Teil des Lieferumfanges ist.
Sehen Sie dazu auch
2 Das Zonensymbol und seine Funktionen [} 241]
2 Informationen und Störungen anzeigen im Eingabedialog [Aggregatinfo]
[} 242]
2 Ein Lötprogramm auswählen und starten [} 190]
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 316 / 0
Allgemeine Voreinstellungen
Global
Einstellungen
Einrichten
Stand-by-Betrieb
Aktiv
Reduzierung Kühllüfter im Stand-by-Betrieb aktiv
N2-Absenkung im Stand-by-Betrieb aktiv
Absenkung auf Ppm-Wert
Zeit bis Stand-by-Betrieb aktiv
Temperaturabsenkung im Stand-by-Betrieb
N2-Wert im Stand-by-Betrieb
N2-Wert im Stand-by-Betrieb
Allgemein
Temperatur Sollwert der Aggregate in Basisdialog anzeigen
Alle Zonen darstellen
Aggregatinfos darstellen
Checkbox "Lötgutsimulation" anzeigen
Transport
Transporte sind nicht ausschaltbar, wenn Lötgut in Maschine
Maschine leerfahren bei Lötprogrammstart
Lötgut-Erfassung
Einlauf und Auslauf getrennt eingeben
Aktiv
Ruhebetrieb
Zeit bis Ruhebetrieb aktiv
Produktname
Dialog zur Eingabe 'Produktname' vor Lötprogrammstart
Produktverwaltung darstellen
Produktverwaltung
Zuordnung: Produktname - Lötprogramm
Bibliothek "ERSA" als Default
Service-Meldung bei ungültigen Daten
Warte-Meldung bei leerer Produktverwaltung
Service-Meldung bei leerer Produktverwaltung
Produktverwaltung per RS232 verwaltbar
RS232
Verwendung Produktname
1 - Produktname ausschließlich für Lötprotokoll verwenden
min
°C
%
ppm
min
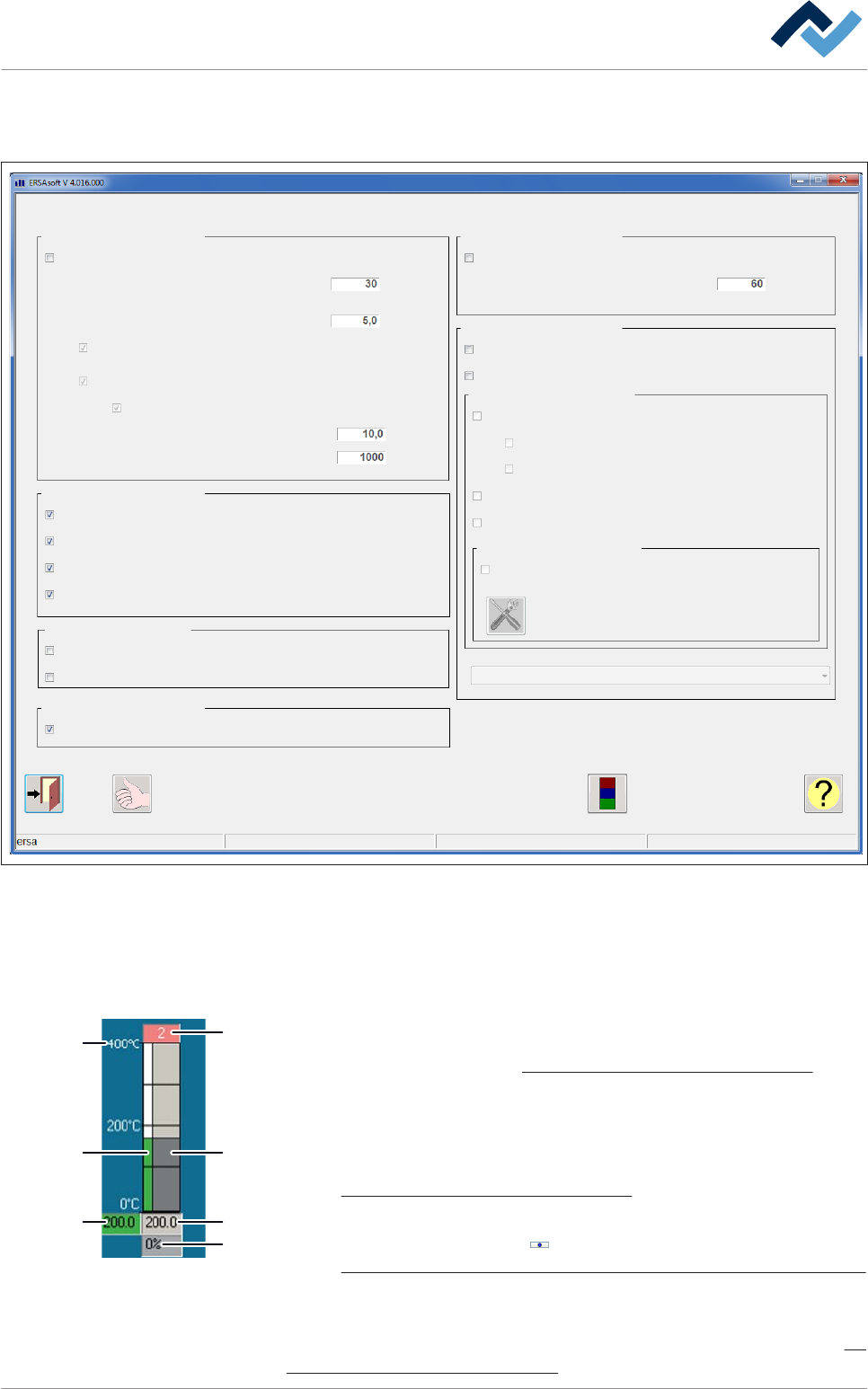
Abb. 122: Der Einstellungsdialog [Global]
Der Rahmen [Allgemein]
Im Rahmen [Allgemein] können Sie Voreinstellungen der Benutzeroberfläche vor-
nehmen.
▪ [Temperatur Sollwert der Aggregate in Basisdialog anzeigen]: Die Checkbox ak-
tivieren, wenn die Sollwerte (3) in den Zonensymbolen dargestellt werden sol-
len. Lesen Sie hierzu das Kapitel
Das Zonensymbol und seine Funktionen
[} 241].
▪ [Alle Zonen darstellen]: Die Checkbox aktivieren, wenn auch Zonen ohne einge-
baute Thermoelemente im Basisdialog dargestellt werden sollen. Es werden
dann die Istwerte der gegenüberliegenden Zone angezeigt. Lesen Sie hierzu das
Kapitel Das Zonensymbol und seine Funktionen [} 241].
▪ [Aggregatinfos darstellen]: Die Checkbox aktivieren, wenn in der Benutzerober-
fläche das Symbol [Aggregatinfo] angezeigt werden soll. Lesen Sie hierzu das
Kapitel
Informationen und Störungen anzeigen im Eingabedialog [Aggregatinfo]
[} 242].
▪ [Checkbox "Lötgutsimulation" anzeigen]: Zeigt die Checkbox [Lötgutsimulation]
im Eingabedialog [Lötprogramm auswählen] an. Lesen Sie hierzu das Kapitel Ein
Lötprogramm auswählen und starten [} 190].
6.17.20.2
1
4
5
6
2
3
7
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 317 / 0

Der Rahmen [Transport]
▪ [Transporte sind nicht ausschaltbar, wenn Lötgut in Maschine]: Bei aktivierter
Checkbox können Sie die Transporte nicht ausschalten, wenn sich noch Lötgut
in der Maschine befindet.
▪ [Maschine leerfahren bei Lötprogrammstart]:
Der Rahmen [Lötgut-Erfassung]
▪ [Einlauf und Auslauf getrennt eingeben]: Die Checkbox aktivieren, wenn im Ein-
stellungsdialog [Lötgutverfolgung] der Rahmen [Auslaufmodul] angezeigt wer-
den soll. Bei deaktivierter Checkbox wird dort lediglich der Rahmen [Einlaufmo-
dul] angezeigt. Lesen Sie hierzu das Kapitel
Der Eingabedialog [Lötgutverfol-
gung] [} 294].
Der Rahmen [Produktname]
▪ [Dialog zur Eingabe 'Produktname' vor Lötprogrammstart]: Die Checkbox akti-
vieren. Wenn Sie nun ein Lötprogramm aktivieren, erscheint ein Eingabedialog,
dort müssen Sie zunächst einen Produktnamen eingeben. Ist die Checkbox
nicht aktiviert, können Sie das Lötprogramm starten, ohne einen Produktna-
men einzugeben.
▪ [Produktverwaltung darstellen]: Die Checkbox aktivieren. Hiermit werden die
Checkboxen im Rahmen [Produktverwaltung] editierbar.
Der Rahmen [Produktverwaltung]
▪ [Verwendung Produktname]: Wenn Sie vor dem Starten eines Lötprogrammes
einen Programmnamen eingegeben haben, können Sie im Dropdown-Menü
auswählen, wo dieser Produktname verwendet werden soll:
– Im Lötprotokoll
– Im Traceability-System
– In der Codetabelle
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 318 / 0