00191413-01.pdf - 第323页
User Manual Line Computer UNIX 11 Production Tools / Optimization Software Version 501.xx 01/99 Issue 11.1 Fundamental Information 11 - 3 Mathemati cally, the optimi zation pr oblem be longs to the clas s of NP (NP - non…

11 Production Tools / Optimization User Manual Line Computer UNIX
11.1 Fundamental Information Software Version 501.xx 01/99 Issue
11 - 2
- Auxiliary units such as
- nozzle changer
- component disposal
- CRDL measuring device
- all vision systems for component centering (sensor system types nos.: 2, 3, 6, 7, 8, 9, 11,12,13, 14, 17)
(the term „sensor system type“ denotes the vision system with camera and evaluation system)
- PCB centering
- component centering
- coplanarity system
- Component height in relation to the placement head height (so-called clearance height)
- Component height in excess of 12mm
- Correction values: correction values, if any, must be defined only once. They will then be referred to
whenever a new setup is to be created.
- The correction values for feeders are as follows:
- x,y,z,
- pick-up angle
- vibration time
- the following are added for waffle-pack trays:
- pitch n,m
- diagonal vector dx,dy
- Preset bindings and exclusions
- Specific non-productive times such as
- component measuring time as a function of the sensor system type
- changeover time of waffle-pack trays in the waffle-pack changer
- fiducial measuring time:
- for PCB position recognition
- for ink spot recognition
- for placement positions
- The accessibility of pick-up positions, placement positions and fiducials is checked and taken into account
- Collision conditions are taken into account, e.g.:
- nozzle changer and manual tray are not permitted to be set up on the same machine side
- waffle-pack changer on HS180 and movable feeder part are mutually exclusive
- given feeders are not permitted to be set up at the extreme edges
User Manual Line Computer UNIX 11 Production Tools / Optimization
Software Version 501.xx 01/99 Issue 11.1 Fundamental Information
11 - 3
Mathematically, the optimization problem belongs to the class of NP (NP - non-deterministic polynominal)
problems, i.e. the problem cannot be solved by deterministic means in a finite time.
To get an idea of the magnitude of the optimization problem, some maximum figures that must be reckoned
with in extreme cases are listed below:
100 PCBs per optimization job
3000 placement positions per PCB
1000 different components
6 placement stations per line
5 different station types and system components
33 different feeders and waffle-pack trays
5 different placement heads
2 different head types
6 different auxiliary units
The objective of set-up optimization is as follows:
11.1.1 Functionality Extension
Optimization has been extended by the „Setup clustering“ functionality.
Unlike before, when the optimization run used to be aborted together with the release of the error message
„Insufficient line capacity“ more than one setup is now being calculated. To this end, the PCBs are combined
into clusters that can be assembled with the same setup. Not only the aforementioned clustering is performed
but also the changeover operations taking place between the setups are taken into account.
In this way, the entire machine running time (= production time + non-productive time) of an SMT line can now
be optimized for the first time.
"Setup clustering" is available as an additional option.
The minimization of both the total of all production times of all scheduled PCBs and the total of
the changeover times between setups of a line of any configuration.
11 Production Tools / Optimization User Manual Line Computer UNIX
11.2 Concept Used Software Version 501.xx 01/99 Issue
11 - 4
11.2 Concept Used
To be able to solve the optimization problem in the first place, it was subdivided into several tasks. The individual
tasks are shown in Fig. 11.2.1 in the form of different layers. The individual layers together with their specific
tasks are described in the following.
Clustering
The foremost task of Clustering is to determine whether more than one setup is required. If this is the case, the
PCBs are grouped into clusters each of which can be produced with one setup. The underlying objective is to
create the setups in such a way that the changeover times from one setup to the next are minimal. This objective
can be computed according to two different setup methods (i.e. sequence or mean value) (see section 11.4.3.1).
Balancing
The task of Balancing is to distribute the components among the placement heads of the line in such a way
that, on the one hand, the available capacity in the feeder part is not exceeded and, on the other hand, the
stations of the line are utilized evenly for each PCB. It must be kept in mind when so doing that given components
may be part of several PCBs. By the way, the need for optimization results from the fact that the available space
is limited. If there was plenty of space in the individual feeder parts to supply all components at all placement
heads simultaneously, there would be no need for Set-Up Optimization. The problem could then be reduced to
the uniform distribution of the placement positions.
Track Allocation
The task of Track Allocation is the optimum setup of the components allocated to the respective feeder part.
The assumptions made in the Balancing layer must now be fulfilled in this layer to the greatest possible extent.
Placement Sequence
The task of Placement Sequence is to allocate the placement positions to the placement heads of the line, on
the one hand, and to calculate a placement sequence for each head, on the other. A constant setup is taken
as the basis, i.e. the setup is adopted from the higher-level layers without any further changes.
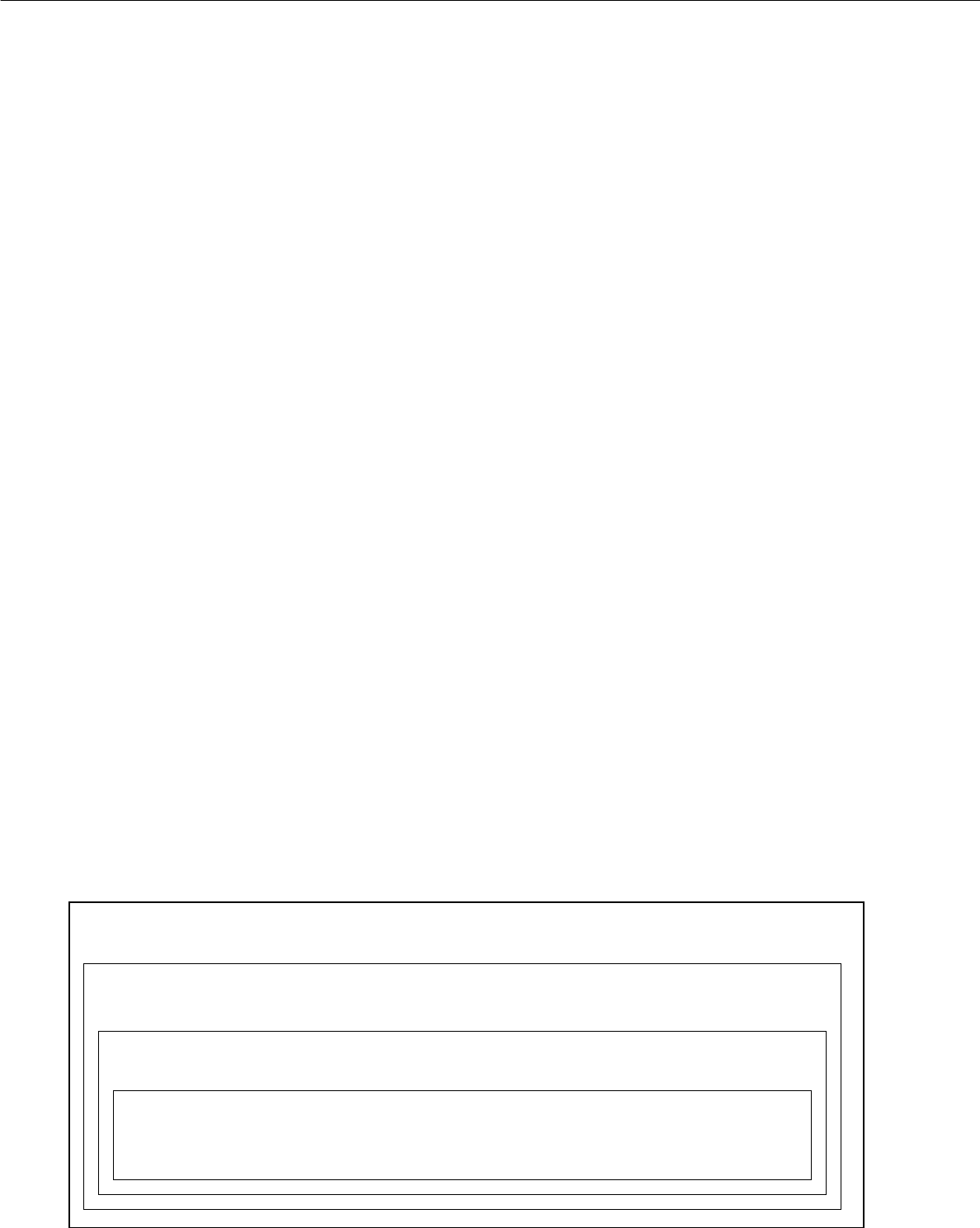
Fig. 11.2.1 Layer Model of the Optimization Problem
Balancing
Which component should by placed by which placement head of the line?
Clustering
Which PCB is to be produced with which setup?
Track Allocation
At which location within the feeder part is the component to be set up?
Placement Sequence
Which placement position should be populated by which head?
In which sequence are the placement positions to be populated?