RV-series_C - 第3页
O K品 N G品 焊锡部抽出 3D形状抽出 3D形状比较算法 OK 无需机器软件更换,3D-SPI、2D-AOI 都可使用。 根据生产量产线构成 S P I 、A O I 的结合 , 可以有 效的活用资产。 检查实装状态的质量 作为外观检查机(AOI) A W P R S A W 【DMD板(反射)】 光源 【液晶板(透過)】 光源 玻璃板(反射)或液晶板(透过) 由于透过时的玻璃的折射, 投影画像产生了阴影。 鲜明的画像取得,高精度…
惊人的高精度 通过采用高分辨率镜头从而提高超小型零件的检查精度
1.检査速度 61.8㎠/秒
2.解析度 1,200万像素
3.视野 48㎜×36㎜
4.检查块数 大幅削减
贴片机
RX-7R
贴片机
RS-1R
贴片机
RS-1R
印刷机
RP-2
检查机
RV-2
检查机
RV-2-3DH
业界世界
最高速
*²
*1 使用 12μm 相机时
*2 截至 2020 年 6 月
采用1,200 万像素的高像素相机,相机视野尺寸比以往设备拓展了192%。由此检查速度达到了业界世界最高的61.8
㎠
/秒。
检查速度的高速化从而标志生产线的更高速化。另外,通过视野的扩大,实现了以最少块数的检查。
通过采用 5μm(可选)的高分辨率镜头,可以更高精度地检查 0201 部件等超小型部件。
高密度生产所要求的智能手机和精密机器等,在极小零件生产、高密度生产中也能实现精度高的检查。
高速3D对应模式 (AOI/SPI)
3D对应模式 (AOI/SPI) 2D模式 (AOI/SPI)
新HEAD装载可识别
高精度3D形状
AI的活用来检查
及远程判定
Before After
新开发的侧面相机装载,可以捕捉到死角的光。提高了 3D
摄像能力,可以识别镜面零件和尖端等以前的课题讨论的零
件形状。
根据活用了 AI 的检查,消除判定的误差,实现检查的省
人化,判定等待时间的大幅度缩短。 并且,通过与 TOPSS
网络的联合,也可以进行远程判定,根据顾客的要求进行
检查阈值的定制。
*详细情况、对应时间请咨询 *对应时间请咨询
TOPSS Client-PC
CCC
TOPSS Server
NG 情报・画像
目視判定結果
AI 判定结果
再判定
判定结果
NG 信息・画像
AI
侧面相机图像
压倒性的速度 高像素(1,200 万像素)对应,检查节拍实现大幅提升
生产性大幅提升
0201元件
检查对应
5μm 的检查图像高密度基板图像
NG 信息・画像
高速3D对应
大型基板模式(AOI/SPI)
L
高速检查从而实现最高的生产量
RV-2-3D RV-2RV-2-3DHL
RV-2-3DH/3DHL
选购
RV-2-3DH/3DHL
选购
RV-2-3DH/3DHL
选购
RV-2-3DH/3DHL
解决所有检查工程的问题
OK品
NG品
焊锡部抽出
3D形状抽出
3D形状比较算法
OK
无需机器软件更换,3D-SPI、2D-AOI 都可使用。
根据生产量产线构成 SPI、AOI 的结合,可以有
效的活用资产。
检查实装状态的质量
作为外观检查机(AOI)
A
W
P
R
S
A
W
【DMD板(反射)】
光源
【液晶板(透過)】
光源
玻璃板(反射)或液晶板(透过)
由于透过时的玻璃的折射,
投影画像产生了阴影。
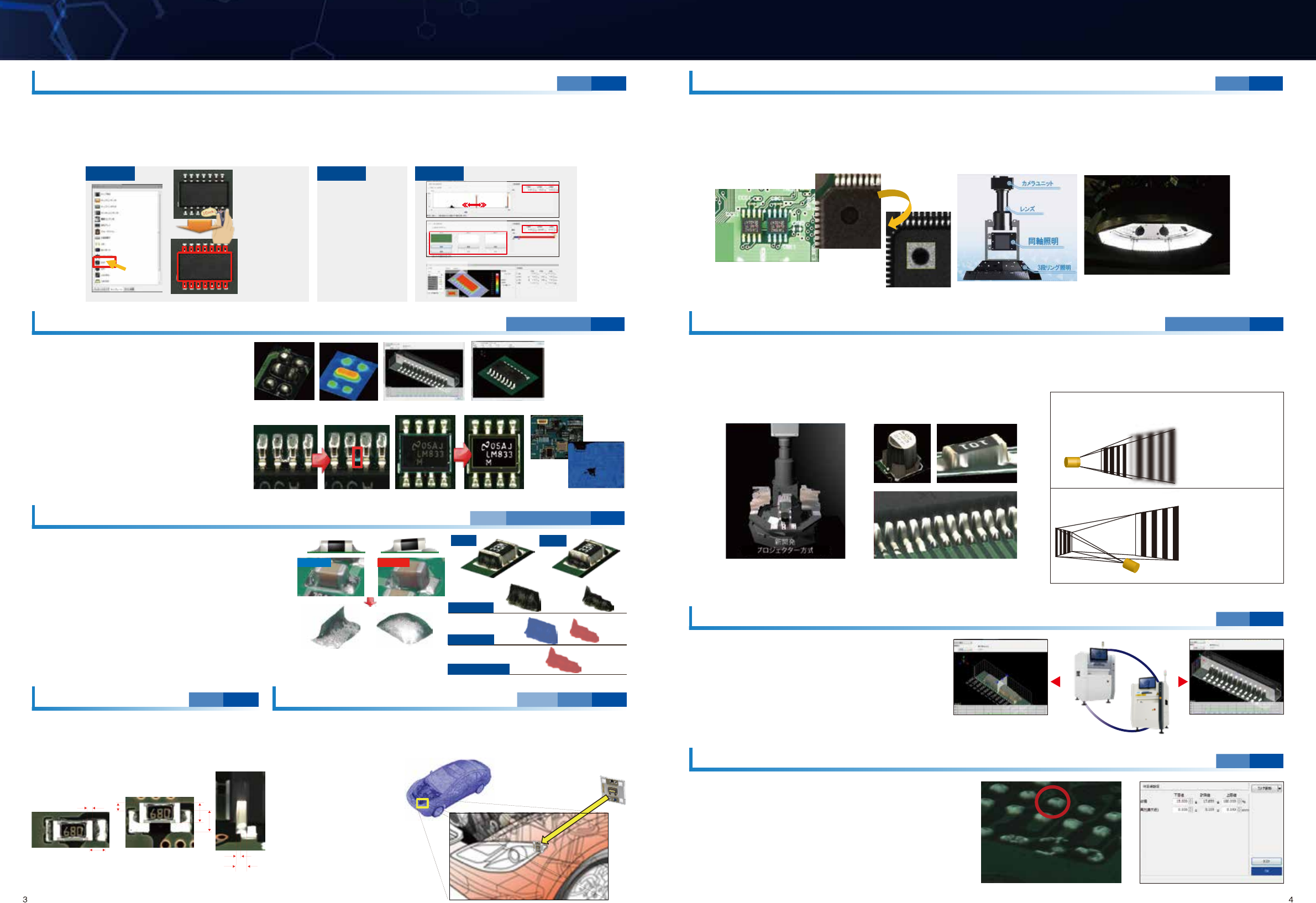
鲜明的画像取得,高精度的画像处理等,实现夸耀的检查精度「高辉度白色 LED 三段环形照明」的采用。通过色彩对比度
的细分化实现印字和极性正确识别,浓谈的调整,虚报原因产生的丝印和助焊剂残留去除处理功能等具备了丰富的画像计
算处理机能。通过自动校正功能,从而可保持稳定的照度,长寿命的使用。
作成手順 検査項目* 調整項目
擅长的高精度检查逻辑。
另外,可简单自由灵活的组合,文字的强
调和微小桥接的检出,UV 照明(选配)等
丰富多彩的检查。
鲜明的画像取得・丰富的画像处理最大限度发挥-白色照明
标准RV共通
2D+3D的混合检查
新開発
标准RV共通测定功能
标准RV共通
标准RV共通
标准RV-2
标准RV共通
SPI、AOI两用的多功能检查机
新相位偏移法 3D-AOI
从初学者到高级者,简易使用,配有制作中过程模式
具有简单快速,能够实现高的检查性能的「模板模式」,只需依照检查部品种选择自带的模板就可检测出形状和引脚,自动
生成检查元件库。另外,通过进行黑白、颜色的参数调整、3D 阈值的调整,检查基准客户也可以自由设定,所以即使是经
验少的操作员也可以简单地制作检查数据。另外,标准搭载独自的过程模式,也可以进行灵活的对应。
高辉度白色LED 3段环形照明+同轴照明
鲜明的对比度
丰富的算法进行画像处理
・部品搜索(3D)
・缺件(3D)
・偏移(3D)
・Body浮起、傾斜(3D)
・翻面(2D)
・极性(2D+3D)
・引脚浮起(3D)
・桥接(2D)
・未焊锡(2D)
・爬锡(2D+3D)
*IC的场合
【3D阀值】
【颜色的参数调整】
【黑白的参数调整】
模板模式图像
选择元件模板,
点击元件上
形状和引脚的检出,
自动生成元件库。
缺件检查(3D) 引脚浮起检查(3D) 本体倾斜检查(3D)
短路检查(2D) 画像处理的检查(2D) UV检查
焊锡爬锡 3D形状比较检查功能
RV 系列 采用焊锡爬锡 3D 形状比较检查功
能算法。原来的焊锡爬锡的形状跟检查出的
焊锡爬锡的形状,轮廓・高度・亮度等 3D
形状进行比较判定。可正确检查出没有被以
往的检查方法,依靠体积,高度,无焊锡的
判定为不良品。
形状的比较
3使用3D焊锡爬锡形状,轮廓・高度
・亮度等形式进行比较判定
国际规格对应*
RV 系列客户设定国际规格 * 遵照的检查标
准也可设定。检查判定也可以设定为根据顾
客需要的类别 1、2、3 进行设定。
IPC-A610D基准(一例)
*对应的规格,对应的时间请咨询我们。
汽车前侧光源LED的贴装位置测定
根据汽车厂家等高的产品规格,测量贴装位置・距离・倾斜・角度。
另外也可任意基准孔和长孔为基准进行测量。不只是作为检查机,
也可以作为专用的测量机使用。
转向高亮度基板
最佳的汽车前侧光源LED贴装
检查品
搭载新开发投影器,液晶比较 2 倍的信息从而可细微的高度调整。搭载本社开发的画像处理系统,实现检查节拍
0.41sec/FOV 的高速检查。另外,通过在 4 面配置使用了 DMD 的投影仪,能够取得鲜明的图像。
搭载新开发的投影器方式
清晰视觉捕捉系统
鲜明画像的取得
半导体镜面无折射,
投影图像清晰
锡膏印刷后检查机(SPI)
光度立体法 3D-SPI
根据理论值检查的「绝对值模式」、根据作为基准的良
品基板的平均值检查的「相对比较模式」符合客户生产
过程 2 种模式。从而实现更准确更高精度的检查。
光度立体法方式判定值设定
标准
RV-2-3D/3DH/3DHL
标准
RV-2-3D/3DH/3DHL
标准
RV-2-3D/3DH/3DHL
可靠性高的硬件
通用性强的软件
RV 系列可安装 NG 标记,点胶单元。从而 SPI 后可对
NG 地方标记和元件防止落下用胶水进行点涂。
JaNets关联
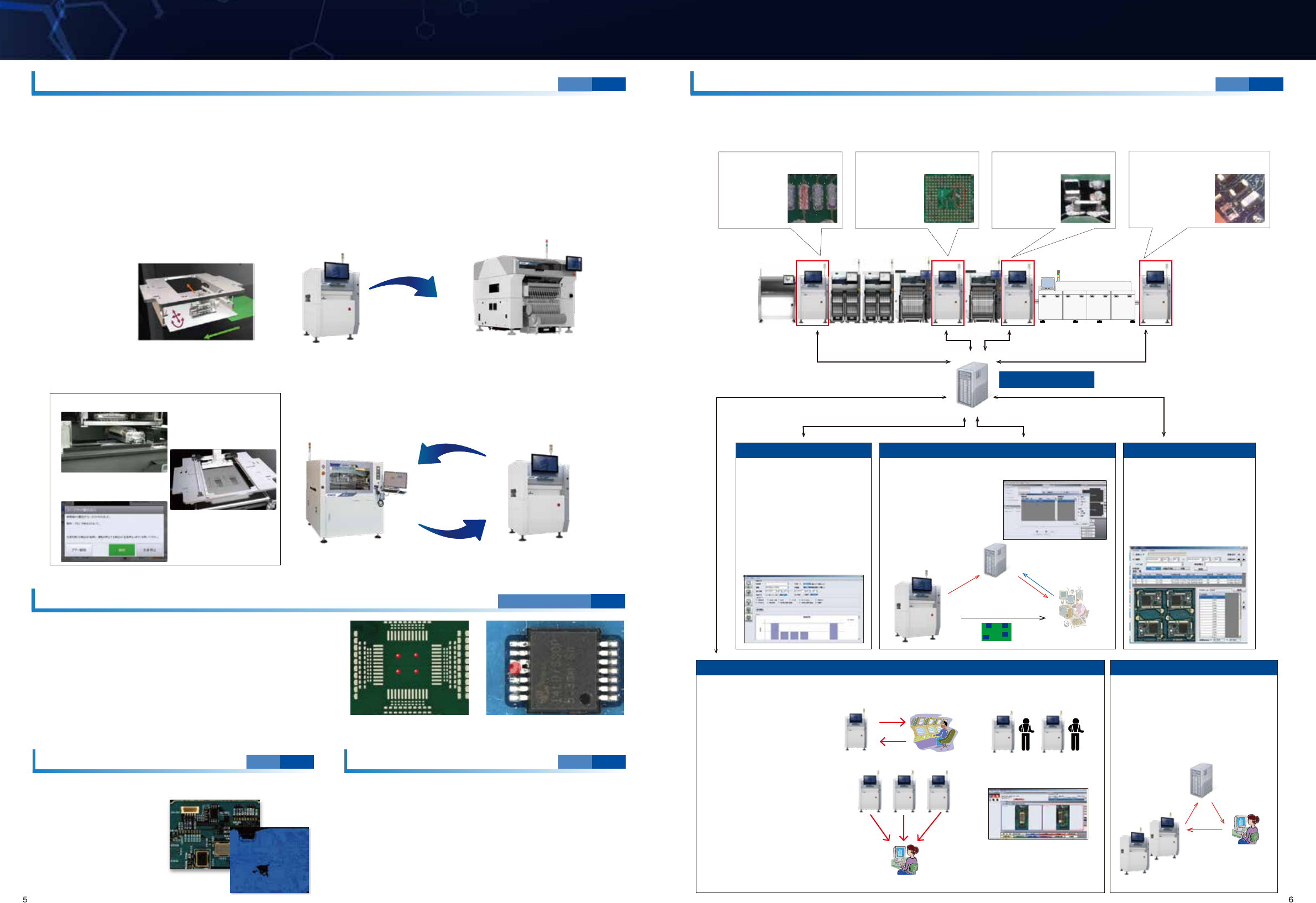
生产支援系统TOPSS活用可省人化・高品质管理
TOPSS 服务器
泛用机前检查
远程判定
生产支援系统 TOPSS 具有不良判定的集中操作、修理支援的修理站、品质追溯、SPC、离线程序作成编辑,可实现省人化、
高品质管理。
【OLR 模式 ( 装置外判定)】【CCC 模式 ( 集中判定)】
品质追溯
检查信息的统计管理
SPC
NG 判定
判定結果
TOPSS 服务器
修理站
修理結果
数据共享
离线编辑PC
信息传送
机种数据
保存
实装统合软件 JaNets 的 Equipment Manager 选配不仅组合检查机单机,而是可印刷机,检查机在内的线全体管理。
【警告】
印刷情報
UV照明
RV-2-3D/3DH/3DHL
长尺规格
基板尺寸:50(W) ~ 630(W) 对应可能。
*基板的厚度根据装置仕样不同。
RV共通
选购
RV共通
选购
RV共通
选购
RV共通
选购
选购
*详细请咨询我们。
三防树脂的涂布照片 NG标记照片
・停止运行
・警告表示
・清洁
・印刷位置补正
同时实现通常的外观检查和防湿剂涂层检查。
■ 防湿剤 未塗布
■ 禁止区域的飞散
标记/点胶单元*
【清洁指示】
【印刷位置补正】
*适用机型RV系列和RS-1,RS-1R
*此外还需要外部输出功能选项。
【印刷机・检查机程序管理】
印刷机、检查机的生产程序进行统一管理 . 因此除了贴片机外 , 还可以管理包含印刷机、检查机的生产线。
【印刷机及检查机的生产管理信息取得、数据输出功能 *】
取得生产中的状态、生产管理信息,通过外部输出功能,可向更高的系统(MES)数据输出。
【印刷位置偏移的反馈 *】
从检查机取得的印刷位置偏移信息,传送给后段贴片机作为补正信息。
【SPI 反馈】
从 SPI 检查结果印刷状态检查的情报为信息基础、可对印刷不良项目反馈给印刷机进行相应的动作。
锡膏印刷后检查
进行印刷锡膏
检查
CSP 部等的
芯片混入检出
进行元件的贴装
状态,焊锡的状
态等贴装工程最
终检查
进行元件的贴
装状态检查
回流焊前检查 回流焊后检查
修理站
检查履历储存修理履历管理
基板的全体画像,不仅是不良
检出的地方,全部检查结果服
务器中保存,可对流出不良内
容的追溯
检查机测出 NG 的基板信
息为基础,支援离线的修
理。所有的修理履历都可
在服务器中储存。
以基板单位修理
修理信息
对检查后庞大的信息统计分析,
偏差等数据倾向管理,从而防
止品质问题发生。另外统计的
分析结果,也可作为过程改善
用得工具使用。
多个设备的判定集中化,自动
判定为 NG 的元件,在设备以
外的终端操作员可以确认。
进行设备半自动检查的时候,
误差判定 1 人的作业者集中原
因,判定的误差可以消除。
另外可以作业者人员的削减。
【CCC 模式 ( 集中判定)】
【OLR 模式 ( 装置外判定)】
向设备外的终端检查信息传
送,1 对 1 的判定系统。在判
定中基板可以检查,可以减少
判定等待时间,提升稼动率。
检查机,TOPSS 服务器,离线编
辑 PC 之间网络连接,机种数据
在 TOPSS 服务器中保存,可集中
化管理。另外,因为可以网络传送,
机器可以不停止生产,进行编辑
作业,可自动传送。
TOPSS
服务器
各种选配