00195941-03-UM SiplaceCA-EN.pdf - 第190页
3 Technical Data User Manual SIPLACE CA 3.8 Placement Heads Edition 08/2011 EN 190 Each DP drive, that is in the lowest position of the star (pos. 1 in fig. 3.8 - 5 ), is raised or lowered by this axis. thus picking up t…
User Manual SIPLACE CA 3 Technical Data
Edition 08/2011 EN 3.8 Placement Heads
189
3
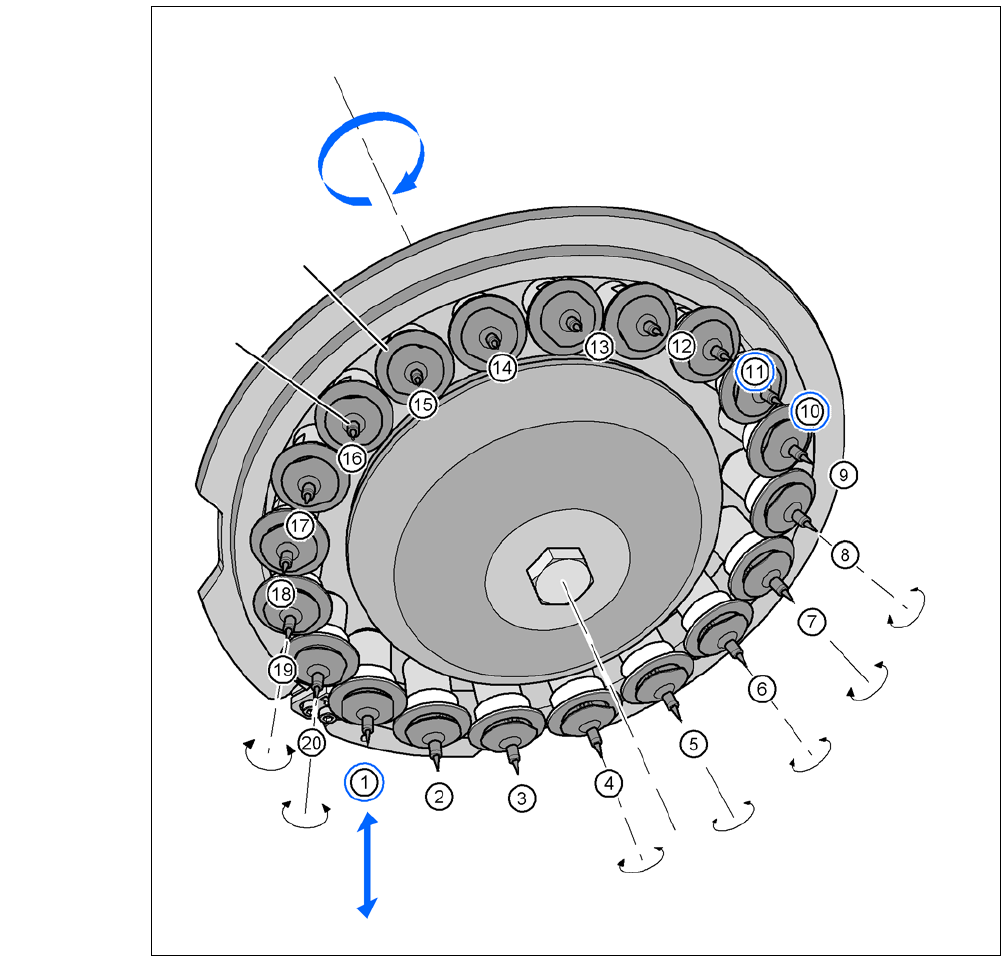
Fig. 3.8 - 5 Functional Description
(1) Component pickup position, placement position, reject position, component check with com-
ponent sensor
(10)Vacuum check of the nozzle in the holding circuit, with or without component
(11) Position for the optical centering of the components
Star rotation
Star axis
DP drive (segment)
Nozzle
Z axis
Check pick up, place or
reject component with com-
ponent sensor
DP axis
Each sleeve can be rotated
individually.
Component
camera for optical
centering
Vacuum- check
of nozzle in hold-
ing circuit
3 Technical Data User Manual SIPLACE CA
3.8 Placement Heads Edition 08/2011 EN
190
Each DP drive, that is in the lowest position of the star (pos. 1 in fig. 3.8 - 5), is raised or lowered
by this axis. thus picking up the components from the feeder modules and setting them down on
the PCB. In order to recognize the set-down height at the placement position a "Z axis down" sen-
sor is used, that recognizes a relative movement between nozzle and segment. When the Z axis
springs into position, this returns a signal - the sensor stop signal - to the axis card that the pre-
control uses to correct the position control. A pneumatic return system was implemented to avoid
the risk of a head crash when the power is switched off due to the segment being lowered with the
sleeve. This keeps the segment securely in the top position when the power is off. Irrespective of
the pneumatic return system (item 5 in fig. 3.8 - 3
), the Z-axis is designed to ensure that in the
event of a power failure, there is sufficient residual power in the servo amplifier to lift the Z-axis
into the top position. A "power fail" signal in the placement machine activates the axis card and
the servo amplifier, so that the Z-axis is moved to the top position.
The Z axis is an "intelligent axis". It "notes" the pickup height of each feeder module track and the
placement height for each component. The placement process can thus be speeded up, while re-
taining the programmed set-down force.
Star axis (item 3 in fig. 3.8 - 4) 3
The star rotates about the star axis with its 20 DP drives. This is tilted away from the vertical. A
three-phase servomotor with position control is used as the drive motor. An opto-electronic en-
coder returns information about the angle of rotation at the axis card. The actual position values
are analyzed on the axis card. The position control on the axis card provides the nominal current
and voltage values for the servo amplifier used to operate the star motor. On each DP drive there
is a nozzle that sucks up the component during the pickup process. The star transports the com-
ponent picked up from the pick/place position (item 1 in fig. 3.8 - 5
) to the optical centering position
(item 11 in fig. 3.8 - 5
) and then on to the pick/place position for placement. On the way to the
pickup/placement position, the DP drive rotates the component into the required placement posi-
tion.
Z-axis (item 6 in fig. 3.8 - 3) 3
The Z axis performs a vertical movement. A three-phase linear motor is used as the drive. An
opto-electronic encoder is used to measure positions. A scanner scans the positioning fiducials
on a tape measure and thus returns the position signals to the axis card.
The Z motor is operated with position control. The actual position values are analyzed on the axis
card. The position control on the axis card provides the nominal current and voltage values for the
servo amplifier used to operate the star motor.
User Manual SIPLACE CA 3 Technical Data
Edition 08/2011 EN 3.8 Placement Heads
191
DP axis (item 1 in fig. 3.8 - 3) 3
The DP axis rotates the component into the required placement position, before it is centered
(item 11 in fig. 3.8 - 5
). While the component camera is recording the image, the component must
be absolutely stationary, i.e. there must be no control movements of the DP drive. Once the cor-
rection values have been determined, the DP drive turns the component into the definitive place-
ment position.
Every DP drive has its own DP motor, i.e. the nozzles can be rotated independently of one another.
The DP motor is position-controlled. Position encoders determine the actual values for the axis
motions at the axis card. The actual values are analyzed on the axis card. The position control on
the axis card provides the nominal current and voltage values for the servo amplifier used to op-
erate the DP motors.
Vacuum system 3
The vacuum system consists of two vacuum circuits - the pickup/placement circuit and the holding
circuit. These two circuits are linked to one another at the star position "pick, place, reject" (item
1 in fig. 3.8 - 5
).
The vacuum for the pickup/placement circuit is generated by a vacuum nozzle. An integrated
pressure/vacuum sensor sends the pressure and vacuum values to the control system. This con-
trol circuit allows the circuit to switch quickly and smoothly between vacuum and air kiss. Rapid
evacuation of the circuit, in turn, leads to reliable component suction, and thus increases pickup
reliability. The quick formation of an air kiss pulse for placing the component on the board in-
creases the placement speed even further.
In the holding circuit, each segment is supplied with a vacuum by a separate vacuum nozzle. The
segments are disconnected from one another, and so cannot affect one another. Even if the leak
air is taken in at one or more segments, the other segments will not be affected and can continue
placement.
The current vacuum values for a segment in the holding circuit can be measured with or without
component at the star position "vacuum check" (item 10 in fig. 3.8 - 5
).
Component Sensor (item 5 in fig. 3.8 - 4) 3
The component sensor is positioned so that the components can be measured in the pick/place
position (item 1 in fig. 3.8 - 5
). Measurements at the tip of the nozzle can thus be carried out during
every Z axis movement. Differential measurements can be used to identify components missing
from the nozzles. The component height can also be detected.