88242361-04-01 Vol 1 DEK TQ TECHNICAL REFERENCE (1).pdfPDFA.pdf - 第171页
10 STENCIL ALIGNMENT MODULE 10.1 OVERVIEW TECHNICAL REFERENCE MANUAL DEK TQ 04/2021 171 10.1.6 Coplanarity When the product board is lifted up to the stencil ready for printing, the board and stencil must be parallel to …
10 STENCIL ALIGNMENT MODULE
10.1 OVERVIEW
170 TECHNICAL REFERENCE MANUAL DEK TQ 04/2021
10.1.4.1 Stencil Clamp Adapter
1
2
1 Stencil Clamp Adapter 2 Pneumatic Stencil Clamp
The stencil clamp adapter replaces the pneumatic stencil clamp in the chase housing and the
clamp fits to the adapter. This lowers the clamp by 15mm
allowing for stencil frames of 10 to 24mm
height to be used and clamped securely.
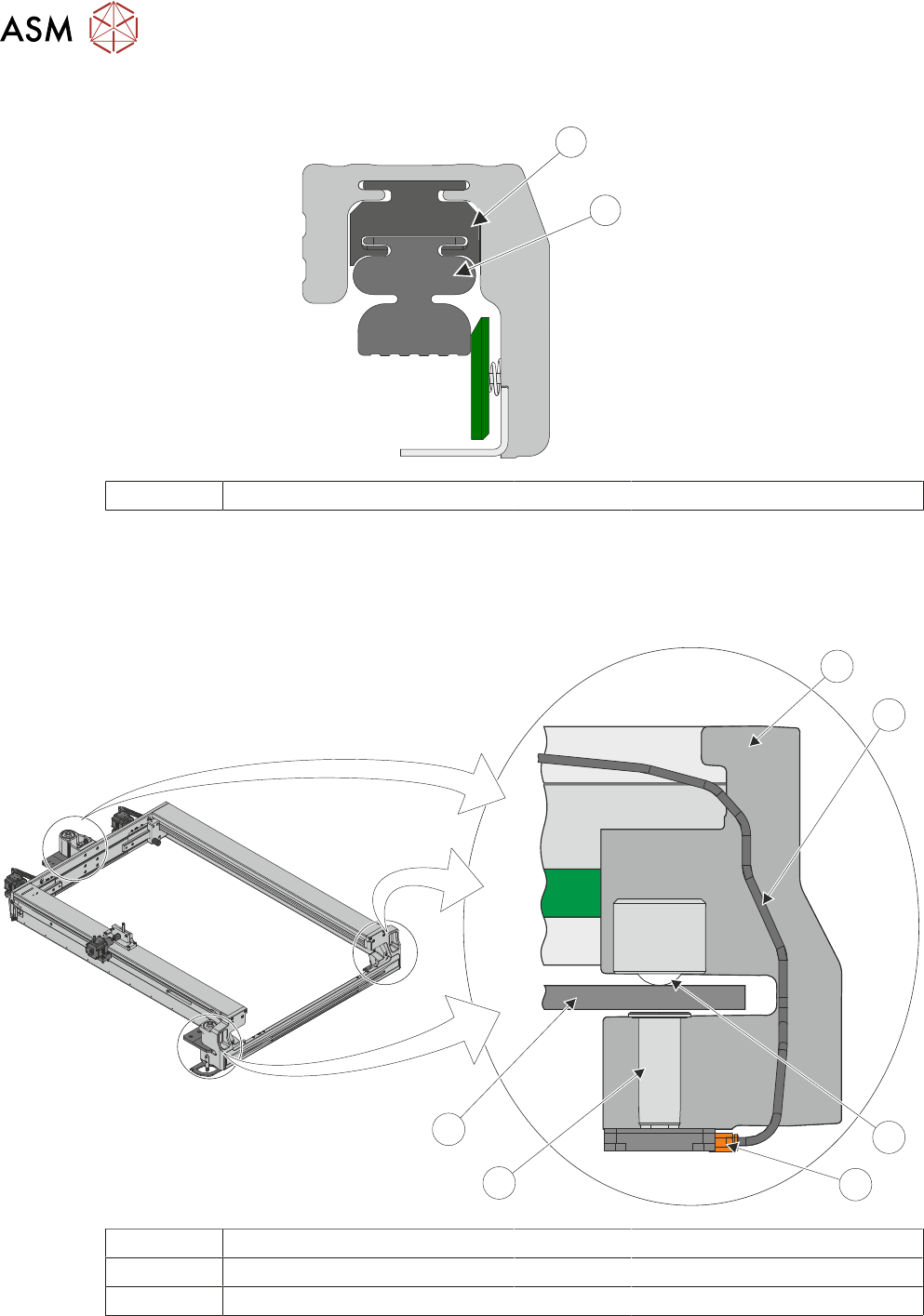
10.1.5 Chase Clamps
1
6
5
2
4
3
1 Chase Clamp Housing 4 Pneumatic Valve
2 Air Supply Tube 5 Clamp Lift Piston
3 Roller Ball 6 Roller Plate
The chase runs on three roller balls and is positioned using the three alignment actuators. Once in
the correct position, a pneumatic valve at the base of the chase clamp housing activates, forcing a
piston to rise and clamp the chase against the roller plate which is attached to the machine frame.
10 STENCIL ALIGNMENT MODULE
10.1 OVERVIEW
TECHNICAL REFERENCE MANUAL DEK TQ 04/2021 171
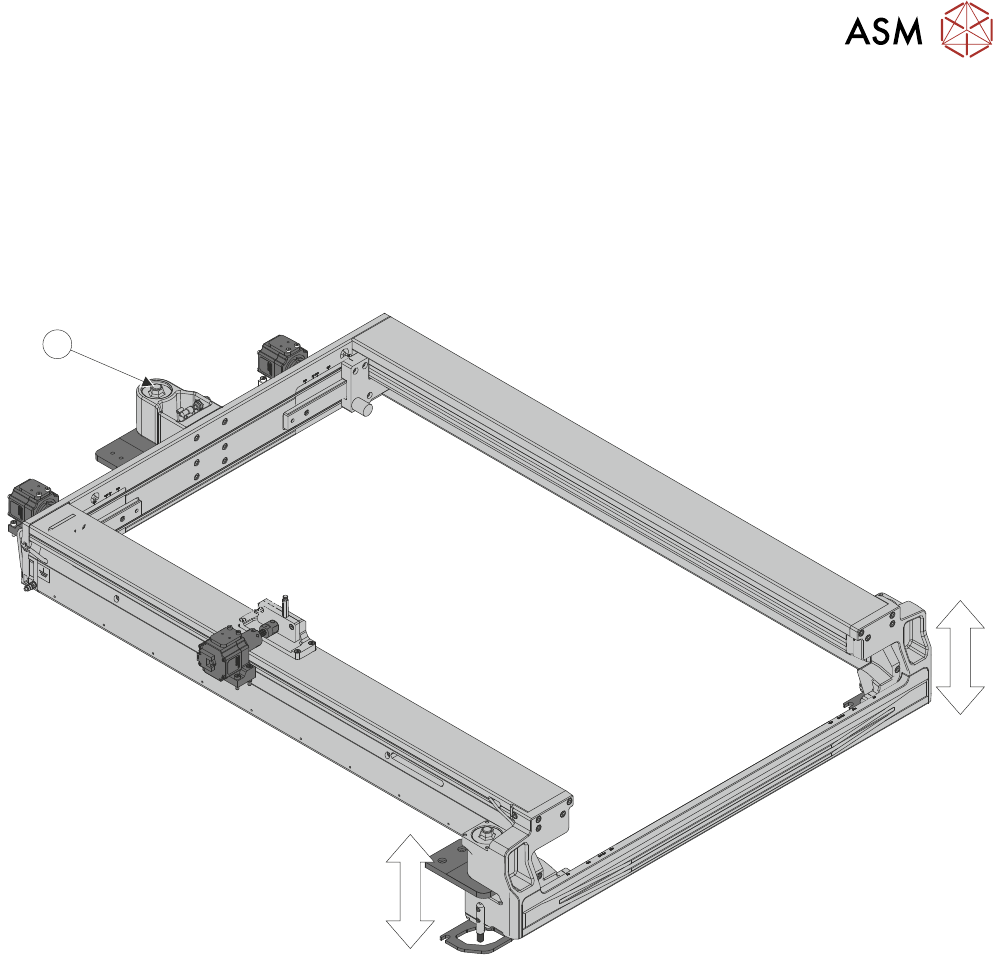
10.1.6 Coplanarity
When the product board is lifted up to the stencil ready for printing, the board and stencil must be
parallel to produce a good quality print. Coplanarity ensures that the chase (which secures the
stencil) is parallel to the centre section of the transport conveyors (which secures the board).
The chase is secured at a set height at the rear of the machine pivoting on a single point (1). The
front of the chase can be adjusted on the right and left side allowing the chase to be levelled in the
X and Y planes. Moving both sides equally levels the chase in Y, moving one side only, levels the
chase in the X.
1
10 STENCIL ALIGNMENT MODULE
10.1 OVERVIEW
172 TECHNICAL REFERENCE MANUAL DEK TQ 04/2021
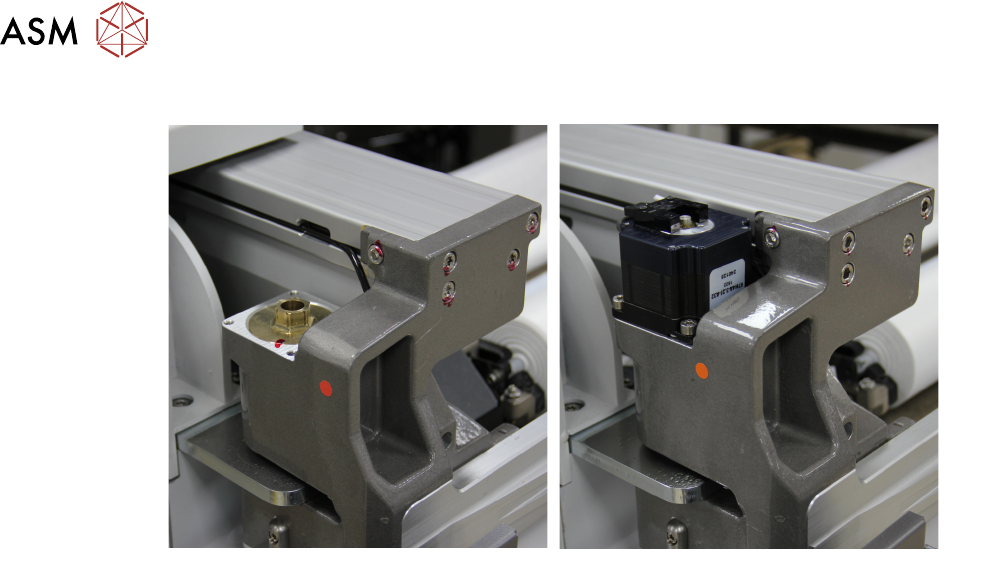
There are two methods to coplane the chase:
A B
●
A - Manual
●
B - Auto (Optional)
Manual coplanarity is fitted as standard on the machine, where accurate measurements are taken
by an engineer between the chase and the top of the conveyors. The chase is adjusted in the X
and Y by the engineer to achieve parallelism.
NOTE
Manual coplanarity is achievedby using a calibration kit available from your local CSG office. The
kit comes with full instructionson the procedure.
Auto coplanarity is an option on the machine, where accurate measurements are taken (by two
lasers) between the stencil and the top of the transport conveyors. The chase is automatically ad-
justed in the X and Y by two stepper motors to achieve parallelism.