NXT系列 编程手册 1 - 第113页
2. Job 编制器 PRG-NXTS-009S1 100 NXT 系列 编程手册 2.5.17 进行双轨生产 (仅限于双搬运轨道对应机器) 双轨生产时,请 根据相应的条件进 行功能设定或更换 Backup pin Plate 。 使用此功能, 请在 Accessories Software 的 机器功能设定中进行 [ 电路板搬 运功能设定 ]。 详细内容请参照 「System Refere nce」 。 对应单元 双轨生产只能在对应双…

PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 99
注意事项
·如果 Job 的设置值小于实际的翘曲量,有可能无法正常地贴装。
·如果同时使用了电路板高度检测功能,其算出结果也不会影响此处的工作头速度
变更高度。
2. Job 编制器 PRG-NXTS-009S1
100 NXT 系列 编程手册
2.5.17 进行双轨生产 (仅限于双搬运轨道对应机器)
双轨生产时,请根据相应的条件进行功能设定或更换 Backup pin Plate。
使用此功能,请在 Accessories Software 的机器功能设定中进行 [ 电路板搬运功能设定 ]。
详细内容请参照 「System Reference」。
对应单元
双轨生产只能在对应双搬运轨道的机器中进行。
支撑板类型和电路板尺寸
备注 )「×」在机器上无法使用。
Flexa 的设定
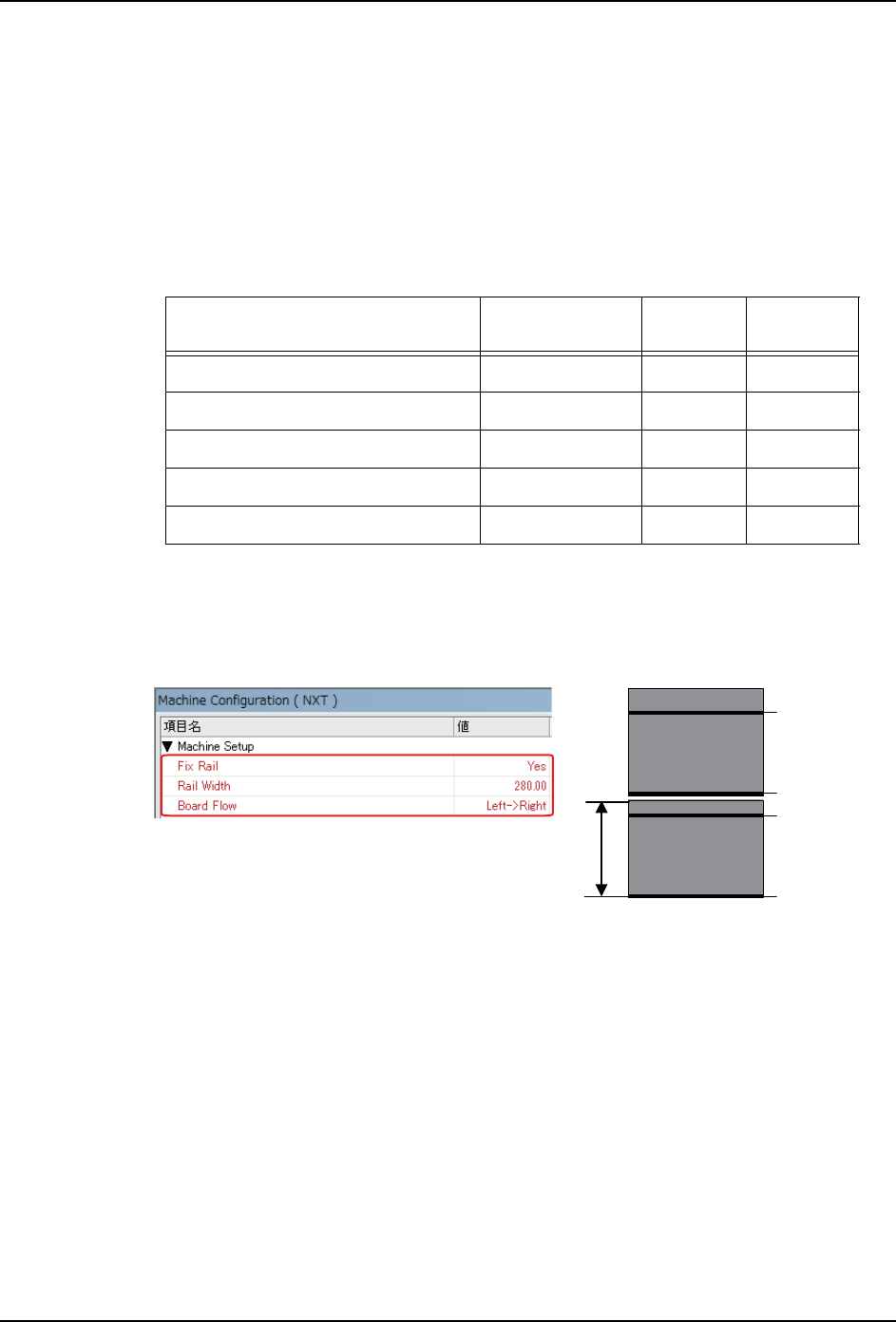
1. 点击 [Machine Configuration] 窗口下方的 [General] 选项,请进行下述的设定。
Backup pin Plate Type 电路板尺寸 NXT-2/
NXT-3
NXT-2c/
NXT-3c
280mm Type 48mm - 280mm ○ ×
200mm Type 48mm - 200mm ○ ×
170mm Type 48mm - 170mm × ○
165mm Type 48mm - 165mm ○ ×
120mm Type 48mm - 120mm × ○
-[Machine Setup]
-[Fix Rail]: 设定为 Yes。
-[Rail Width]: 请设定所使用支撑板的类型。
-[Conveyor Spread]: 设定为 No。
01PRG-0309S
㻌
㻌
5DLO:LGWK
䙐䚉
䙐䚉
WKሲ䖞
UGሲ䖞
QGሲ䖞
VWሲ䖞
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 101
2.5.18 搬运元件超出电路板的方法
生产接插件超出电路板端面的电路板时,如果在电路板的搬运方向上发生超出,在电路板送
出时搬运轨道的 OUT 传感器检测出超出的接插件,发生了超程异常。
另外,在电路板的搬运相反方向上发生超出,在载入电路板时电路板不能停止在生产的正确
位置上,不能读取定位点。
为了解决以下这些问题,需要进行如下设定。
必要的器材
必要的软件
·NXT 应用程序 V5.40 或更高版本
·Fuji Flexa V6.0.0 或更高版本
创建 Job
机器内生产要贴装超出电路板端面的元件的电路板时,请在 Job 中进行以下的设定。另外,
生产机器外已贴装的元件超出电路板端面的电路板时,请参考 [ 生产机器外已贴装的元件超
出电路板端面的电路板时 ],进行 Job 的设定。
机器内贴装超出电路板端面的元件时
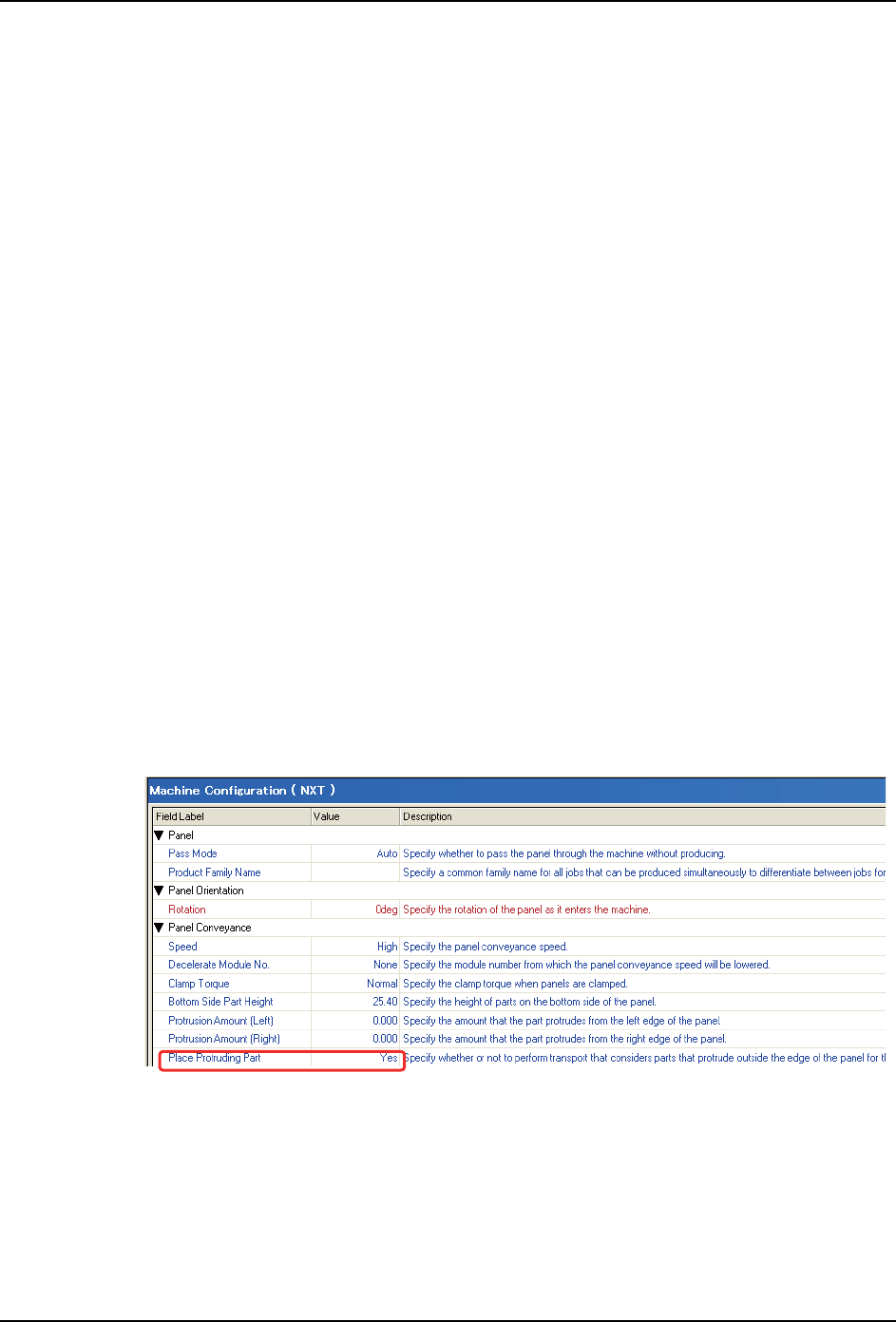
[ 设定全部机器的超出搬运控制 ON/OFF]
1. 请选择 [Configuration] - [Machine Configuration]。
2. 选择 [Process Options] 标签页。
3. 将 [Place Protruding Part] 设定为 [Yes]。
[ 设定各模组的超出搬运控制 ON/OFF]
1. 请选择 [Configuration] - [Machine Configuration]。
2. 选择 [Modules] 标签页。
3. 将 [Protruding Part Panel Conveyance] 设定为 [Yes]。
0