NXT系列 编程手册 1 - 第135页
2. Job 编制器 PRG-NXTS-009S1 122 NXT 系列 编程手册 4. 在 外形数据的 [Sh ape Process] 中 设定压下动作的加 减速度和加压等。 备注 )按照默认设定进行压下动 作时,由于是按 照通常贴装相同的速度进行压 下动作,因此 有可能损坏元件及吸嘴。 备注 )如果要在 [Name] 中设定吸嘴名时,不需要输入此项目。 -[Name]: 请设定吸嘴名。 -[Process] -[Place] [D…
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 121
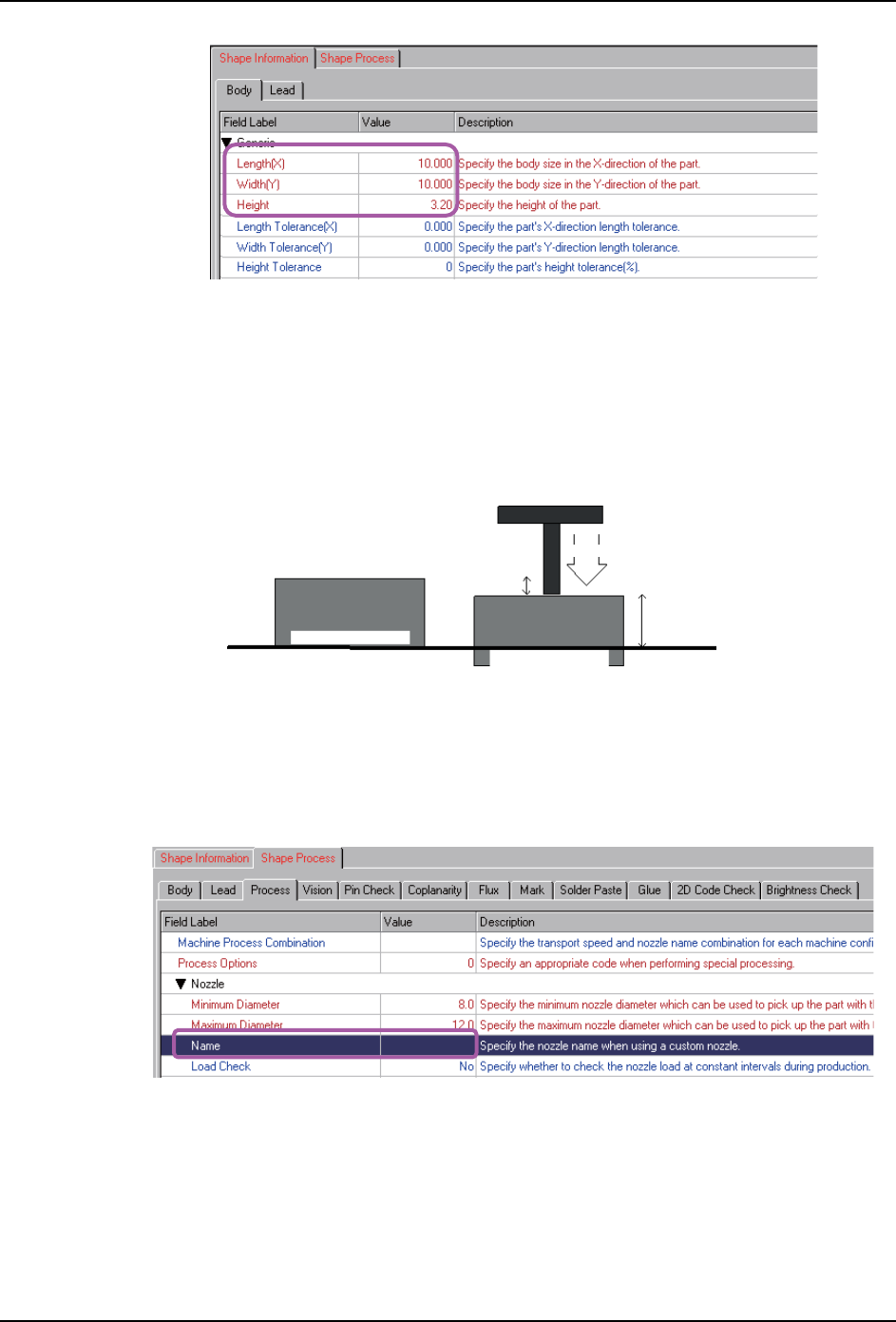
3. 在外形数据的 [Shape Process] 中设定吸嘴尺寸或吸嘴名。
注意 )
·对于指定为压下用的吸嘴,不进行数据检查等项目。如果误指定不合适的吸嘴,
有可能损坏吸嘴及元件。
·[Machine process Combination] 请不要设定。
-[Body]
-[Length(X)]: 请输入符合吸嘴尺寸的元件尺寸。
-[Width(Y)]:
-[Height]: 设定压下后的元件高度。
-[Process]
-[Nozzle]
-[Minimum Diameter]: [Minimum Diameter] 和 [Maximum Diameter]
请设定相同尺寸。
-[Maximum Diameter]:
01PRG-0201E
01PRG-0200S
㧔य़ϟࠡ㧕
य़ϟ䞣
य़ϟৢ催ᑺ
य़ϟࡼ
01PRG-0204E
2. Job 编制器 PRG-NXTS-009S1
122 NXT 系列 编程手册
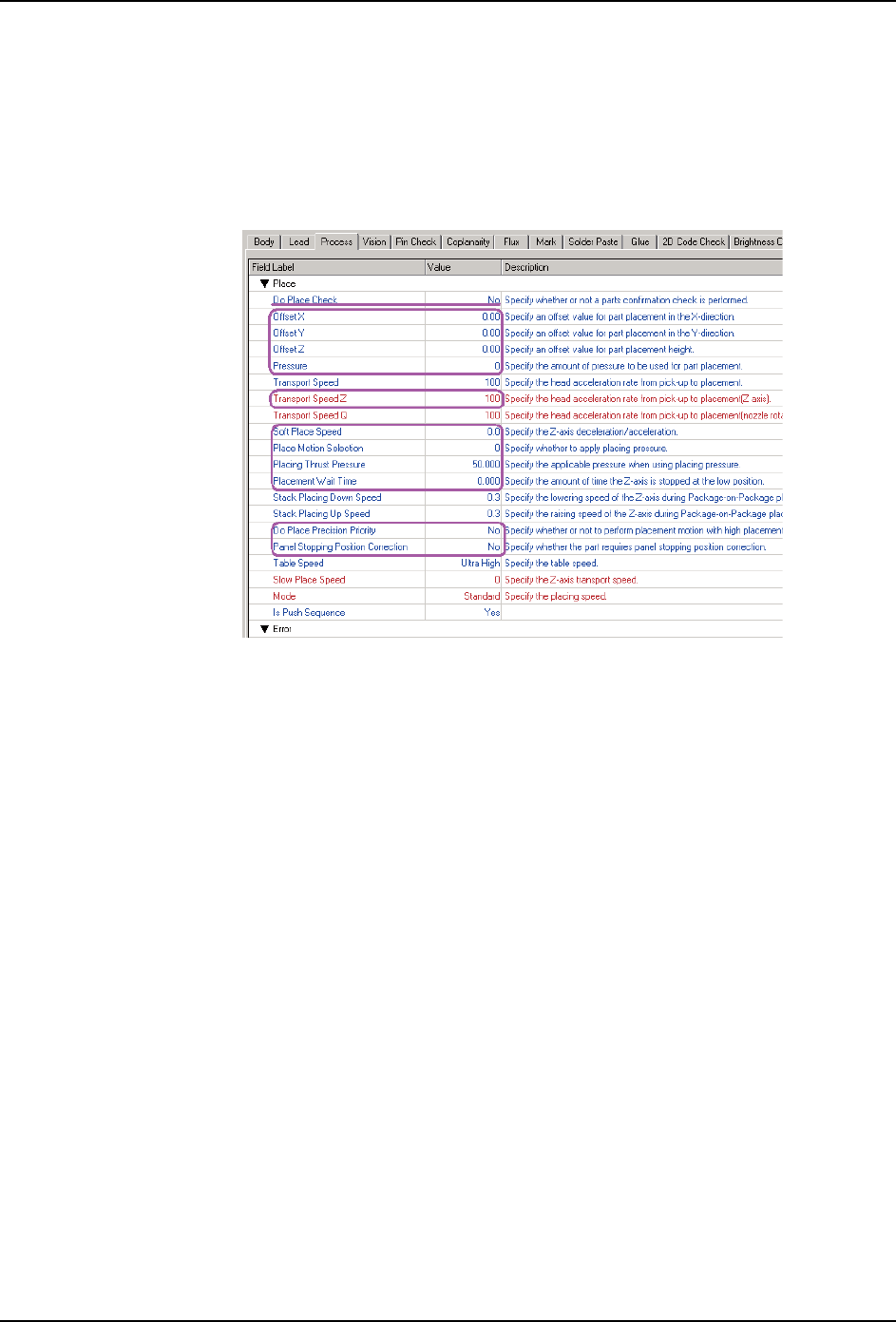
4. 在外形数据的 [Shape Process] 中设定压下动作的加减速度和加压等。
备注 )按照默认设定进行压下动作时,由于是按照通常贴装相同的速度进行压下动作,因此
有可能损坏元件及吸嘴。
备注 )如果要在 [Name] 中设定吸嘴名时,不需要输入此项目。
-[Name]: 请设定吸嘴名。
-[Process]
-[Place]
[Do Place Check] 请务必设定为 [No]。
[Offset X]: 请设定元件压下时的 X 方向修正值。
[Offset Y]: 设定元件压下时的 Y 方向修正值。
[Offset Z]: 设定元件压下高度的修正值。
[Pressure]: 设定元件压下压力。
[Transport Speed Z]: 设定元件压下时的 Z 轴加速度。
[Soft Place Speed]: 设定元件压下时的 Z 轴下降速度。
[Place Motion Selection]: 元件压下后进行压入时,请设定1~4。
[Placing Thrust Pressure]: 设定元件压下后进行压入时的压力。
[Placement Wait Time]: 设定元件压下时 Z 轴在下降端的停留时
间。
[Panel Stopping Position
Correction]:
设定是否是需要电路板停止位置补正的元
件。
01PRG-0203E
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 123
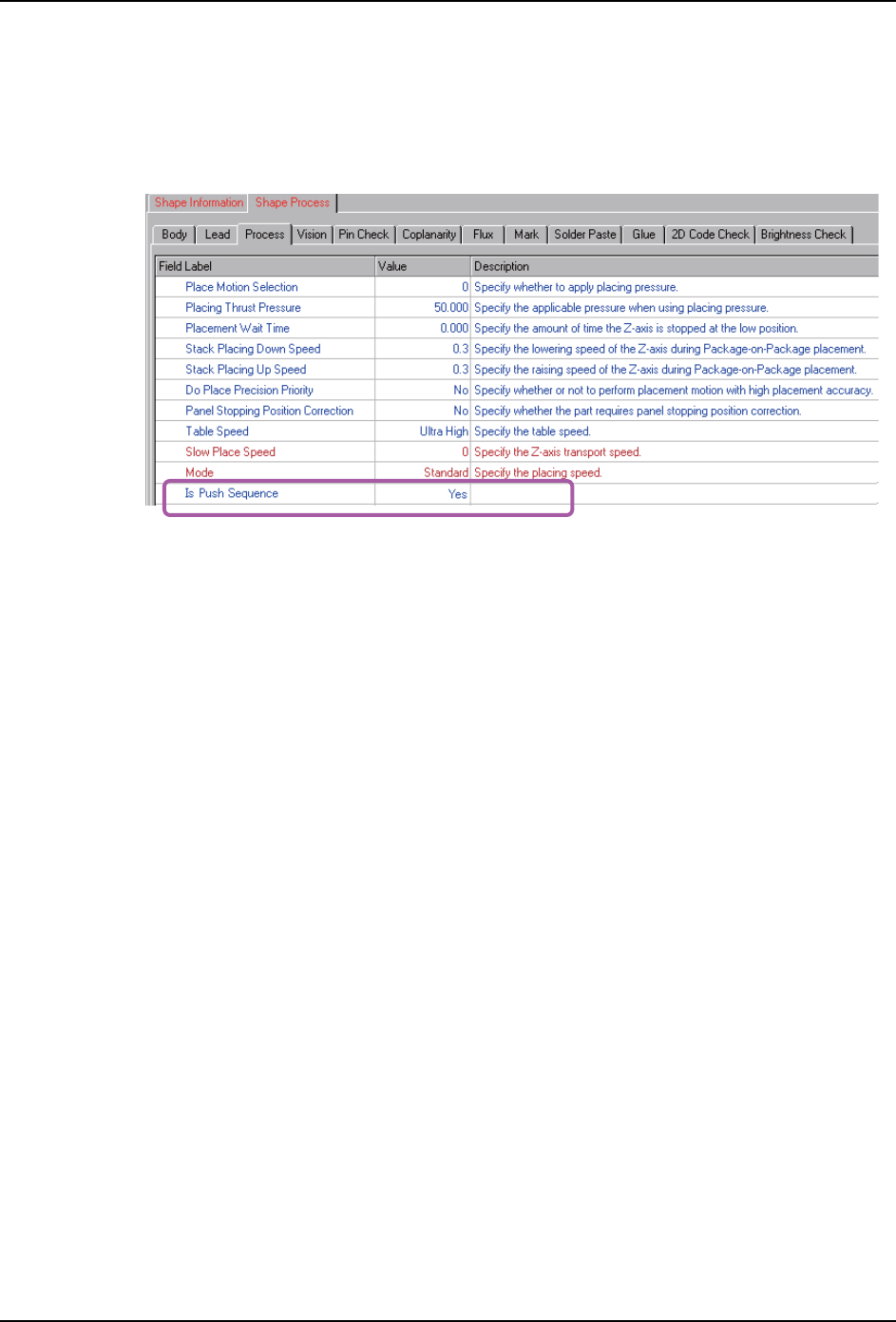
5. 在外形数据的 [Shape Process] 中进行元件压下的设定。
6. 在外形数据的 [Shape Process] 中,将吸取修正值设定为 [0]。
注意 )在吸取修正值中已经存在数值时,由于不能在正确的位置上进行元件压下,因此有可
能损坏元件及吸嘴。
※ 设定必须在 [Generic] 中进行。
各项目的详细设定内容请参照 "3.3.4 Shape Process 的详细内容 "。
-[Process]
-[Place]
[Is Push Sequence]: Yes
※ 设定必须在 [Generic] 中进行。
01PRG-0199E