NXT系列 编程手册 1 - 第158页
PRG-NXTS-009S1 2. Job 编制器 NXT 系列 编程手册 145 在单搬运轨道机器上实施时 因为实际机器上即使对单搬运轨 道也作为双搬运轨道机处理,所以 电路板尺寸等的规格与 双搬运轨道相同。 ·请将生产线的搬运轨道类型设 定为 ”Double”。 ·请将机器功能设定的 [ 生产动作功能设定 ]-[ 单搬运轨道机上 TopBottom 随机生 产设定 ] 项目设定为 ” 使用 ”。 01PRG-0388-E
2. Job 编制器 PRG-NXTS-009S1
144 NXT 系列 编程手册
设定方法
为了判断贴装的电路板面,设定 Job 识别定位点顺序。
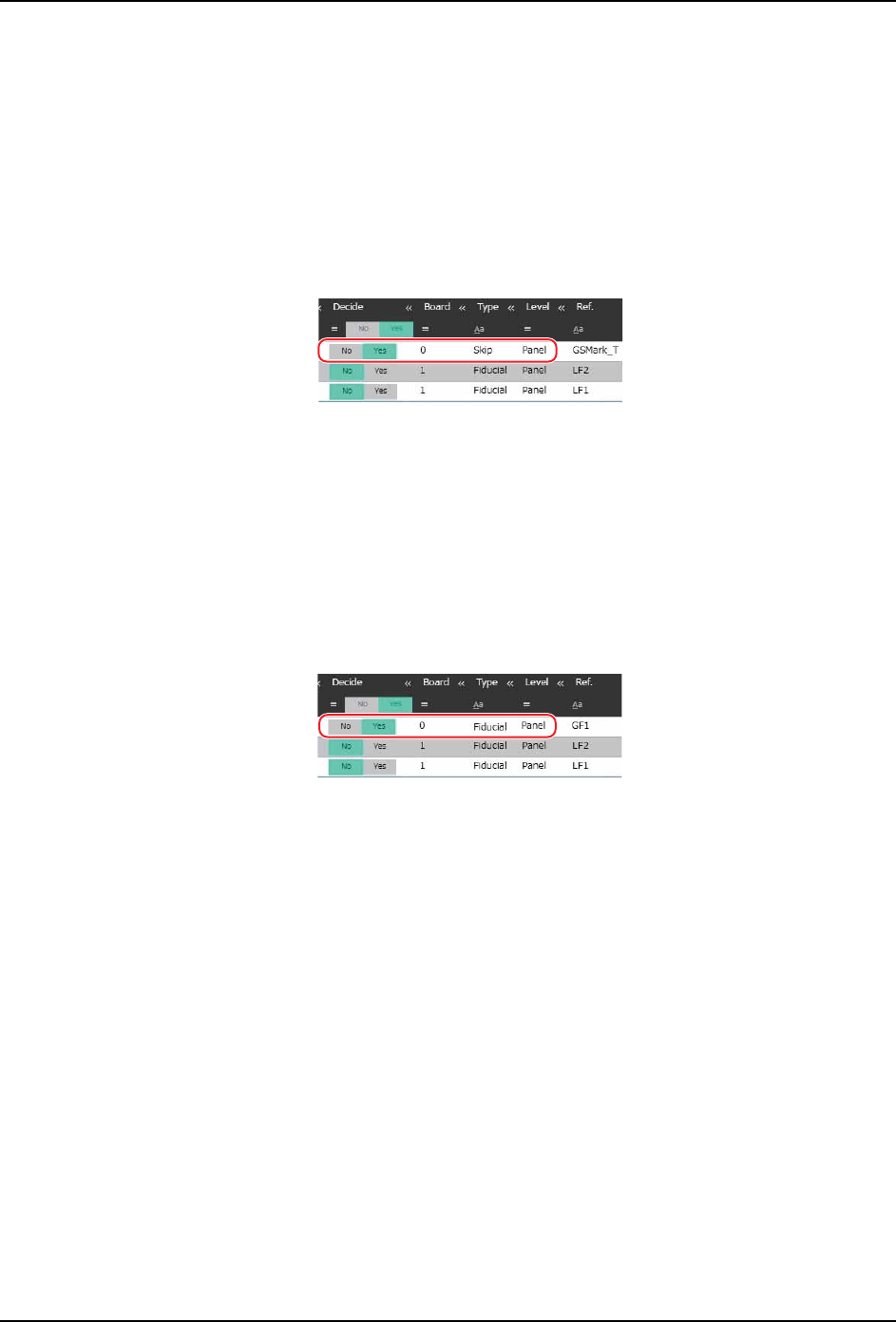
根据跳过定位点实施 Job 切换时
通常的跳过定位点顺序不能作为 Job 识别定位点顺序来使用。请在通常的跳过定位点顺序
外,另外设定 Job 识别专用的跳过定位点顺序。
此外,实施根据跳过定位点的 Job 切换时,必须使用电路板停止位置补正功能。不使用电
路板停止位置补正功能时,可能发生 Job 识别定位点的读取位置偏移或者判別颜色的误检
测,导致没有在电路板面进行实际生产。
·无论对 Top 面和 Bottom 面,都请逐个进行设定。
·请将 [Board] 为 ”0”、[Type] 为 ”Skip”、[Level] 为 ”Panel” 的定位点顺
序的 [Decide] 设定为 ”Yes”。
·读取坐标必须设定在 Top 面和 Bottom 面的不同判别颜色的位置上。
注意 ) 设定坐标的 Top 面和 Bottom 面的颜色相同时,不能正确判断电路板面。
根据 Fiducial 定位点实施 Job 切换时
通常的 Fiducial 定位点顺序不能作为 Job 识别定位点顺序来使用。
·无论对 Top 面和 Bottom 面,都请逐个进行设定。
·请将 [Board] 为 ”0”、[Type] 为 ”Fiducial”、[Level] 为 ”Panel” 的定位
点顺序的 [Decide] 设定为 ”Yes”。
·读取坐标相同时,请在 Top 面和 Bottom 面上设定便于判别的不同定位点形状。
备注 ) 读取坐标不同时 (定位点相机上进入的视野不同时)可以为相同定位点。
电路板停止位置补正功能
实施根据跳过定位点的 Job 切换时,必须使用电路板停止位置补正功能。不使用电路板停
止位置补正功能时,可能发生 Job 识别定位点的读取位置偏移或者判別颜色的误检测,导
致没有在电路板面进行实际生产。
此外,使用电路板停止位置补正功能时,存在以下限制。
·不对应使用 F 定位点的电路板停止位置补正。
·与电路板边缘定位点位置或电路板边缘相关的设定,请在 Top 面和 Bottom 面上进
行同样设定。
01PRG-0386
01PRG-0387
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 145
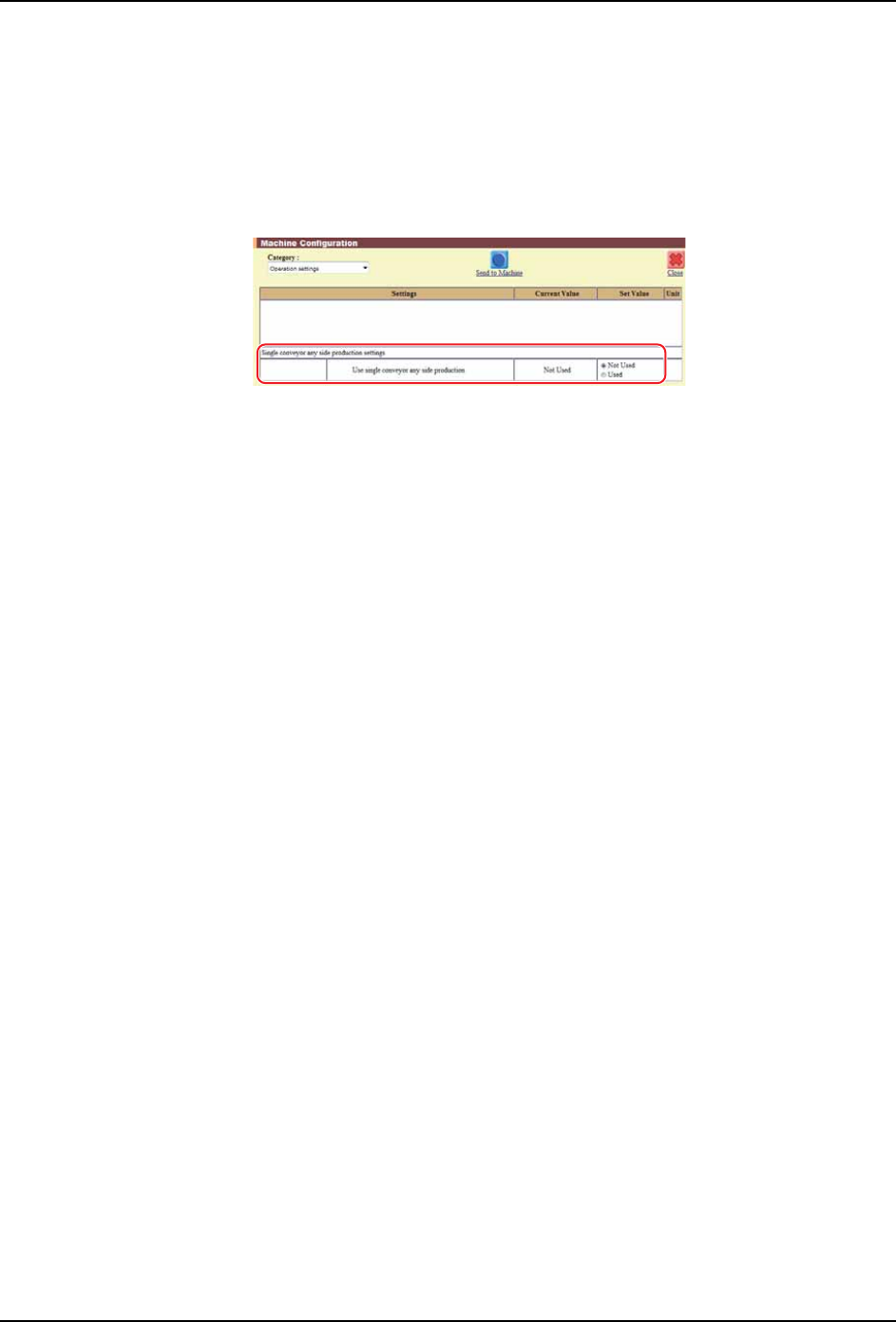
在单搬运轨道机器上实施时
因为实际机器上即使对单搬运轨道也作为双搬运轨道机处理,所以电路板尺寸等的规格与
双搬运轨道相同。
·请将生产线的搬运轨道类型设定为 ”Double”。
·请将机器功能设定的 [ 生产动作功能设定 ]-[ 单搬运轨道机上 TopBottom 随机生
产设定 ] 项目设定为 ” 使用 ”。
01PRG-0388-E
2. Job 编制器 PRG-NXTS-009S1
146 NXT 系列 编程手册
2.5.29 使用生产优先模式时
使用生产优先模式后可以提高产能 (生产効率)。
以下说明使用生产优先模式时所需要的器材以及设定。
必要器材
对象机器
·NXT-3/NXT-3c
单元
·H02F、H08M、H24(G, S) 工作头
·W04f、W08f 供料器
注意事項
·生产优先模式的贴装精度与标准模式的不同。贴装精度不安定时,请解除设定、
停止使用生产优先模式。
设定方法
使用生产优先模式时需要进行以下的设定。
在 Fuji Flexa 上进行设定
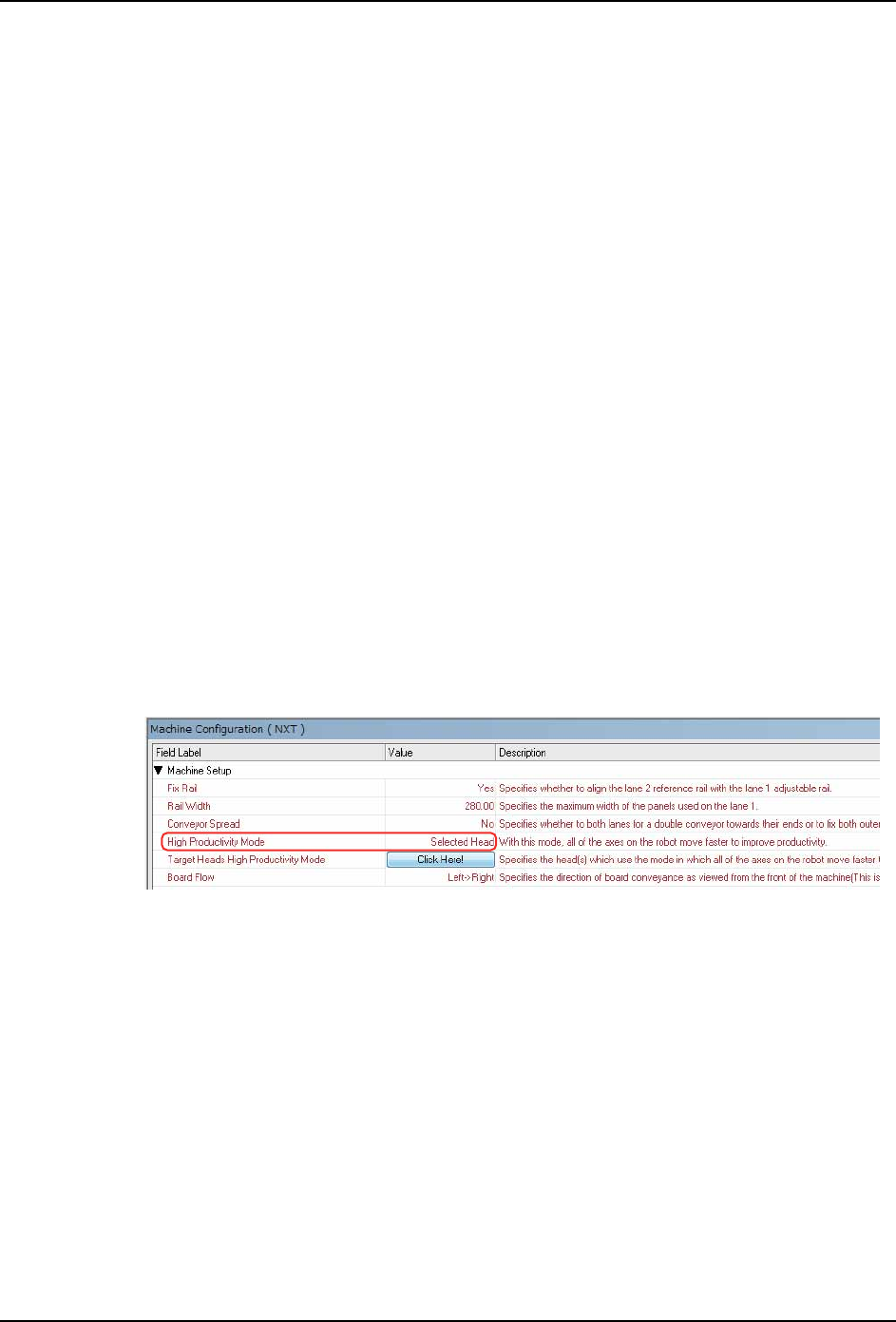
1. 单击 [Machine Configuration] 对话框下部的 [General] 标签页。
2. 在 [Machine Setup]-[High Productivity Mode] 上选择 ”Selected Head” 或者 ”H24
head only”。
3. 在步骤 2. 中设定了 ”Selected Head” 时请进行以下的设定。
a. 单击 [Machine Setup]-[Target Heads High Productivity Mode] 的 [Click Here!]。
b. 在显示对话框内选择使用的工作头后,单击 [OK]。
01PRG-0391-E