NXT系列 编程手册 1 - 第169页
2. Job 编制器 PRG-NXTS-009S1 156 NXT 系列 编程手册 2.7.2 Multi Machine Optimizer 生产线以多数机器组成时, 使用 Multi Machi ne Optimizer 可以执行考虑机器之间的 Cycle Time Balance 的优化。 使用 Multi Machine Optimizer 时的重要事项 使用此 Soft ware 时,需 要结束下面全部的设 定。 ·Line …
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 155
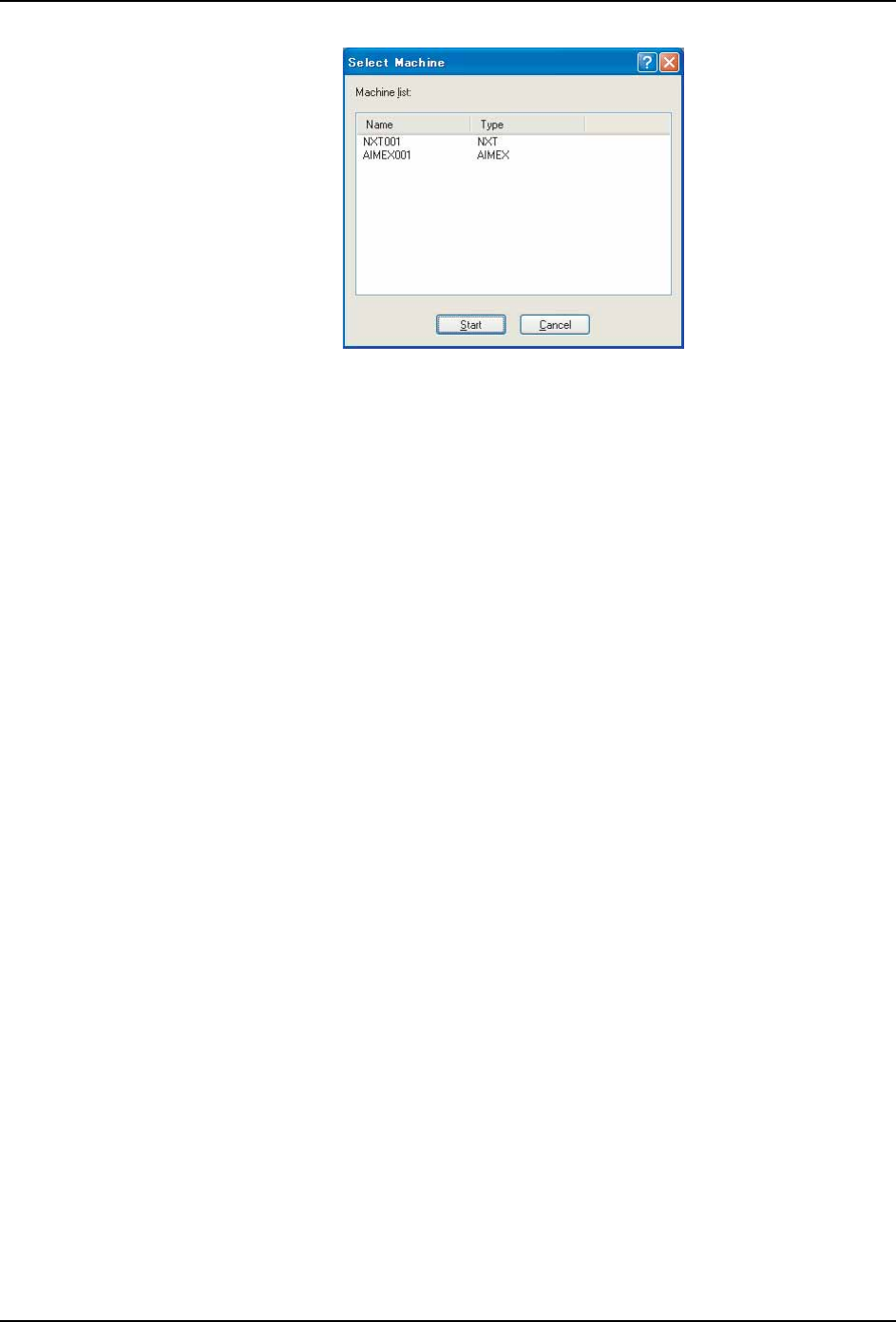
3. 选择需要优化的机器,然后单击 [Start]。
4. 显示 [Optimize] 对话框。优化过程的状态将显示在该对话框中。如果发生错误,请单
击 [Error Details] 查看错误信息。优化结束后请单击 [Close]。
备注 )结束 Job 的 Opuchimaizu,可以传送到机器。
30PRG-0031E

2. Job 编制器 PRG-NXTS-009S1
156 NXT 系列 编程手册
2.7.2 Multi Machine Optimizer
生产线以多数机器组成时,使用 Multi Machine Optimizer 可以执行考虑机器之间的 Cycle
Time Balance 的优化。
使用 Multi Machine Optimizer 时的重要事项
使用此 Software 时,需要结束下面全部的设定。
·Line 的设定
·各机器构成的设定
·定位点及贴装坐标的指定
操作步骤
1. 请选择 Fuji Flexa 导向器的画面左侧图标栏的 [Multi Job Line Balancer] 按钮。
2. 单击 [Multi Machine Optimizer]。启动向导。
3. 反复执行优化时,选择 [Repeatedly performing optimization]Check Box 点击
[Next]。
备注 )需要稍等快的 Cycle Time 时,请选择 [Repeatedly performing optimization]。操作
人员取消之前一直在执行优化。
4. 步骤 1,请单击 [Job] 组合框中的 按钮 。显示能够优化的 Job 的列表。
5. 选择 Job 位置时,双击执行优化的 Job。
备注 )如果其他应用程序已经打开了 Job,则该 Job 将不能被打开。
6. 请选择执行优化的 Panel 面 (Top 面 /Bottom 面)。
01PRG-0144-Sb
ᱴ⽰ੇሲ↛僚
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 157
7. 选择其他要使用的选项,然后单击 [Next]。
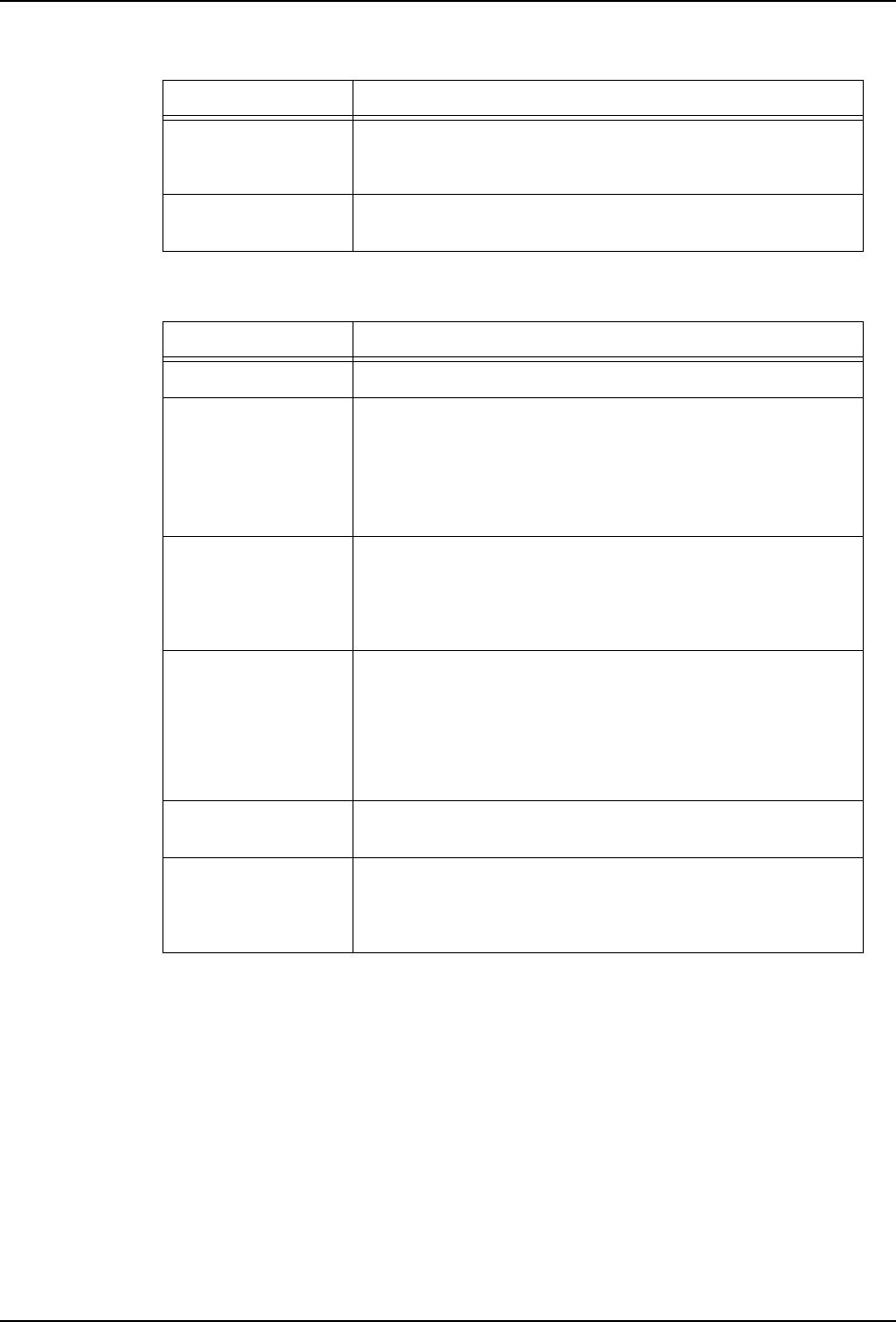
8. STEP2,在 [Conveyor Settings] 组合框中进行搬运轨道的设定。
设定值 说明
Optimizes the
entire NXT line
选择会在全 Line 执行优化。没有选择 Options,只优化
[Line Configuration] 列表中选择的机器。(未选择机器
时,自动选择第一台机器。)
Support XPF 如果 NXT 生产线中存在 XPF 机器,请选择该选项。通过选
择该选项,在优化 NXT 机器的过程中就将考虑 XPF 机器。
设定值 说明
Conveyor Mode 设定电路板搬运方法。
Board Flow 设定电路板的流向。
该设定成与机器上的电路板搬运方向。
此处设定的搬运方向如果与机器不一致,在传输 Job 时就
会发生错误。
Lane 2 reference
rail setting
设定轨道 2 的基准轨道是否可以移动。
设定为 [Fixed] 固定基准 Rail 的位置。
固定时需要设定 [Interval between lane 1 and 2 (mm)]。
Interval between
lane 1 and 2 (mm)
此项目只在 [Lane 2 reference rail setting] 被设定为
“Fixed” 时才有效。
根据 Backup Plate Type 设定。详细内容请参照 「2.5.11
进行 Dual Lane 生产 (仅对应 Dauble Conveyor 的机
器 )」。
Target Conveyor 该设置指定将要优化 Job 的目标通道。如果设置为 “Lane
1”,则优化 Job 的前提是电路板已经装载到通道 1 中。
Optimize for dual
lane production
with same job
names
以同名 Job 进行 Dual Lane 生产时选择。
选择此 Option,输出 Dual Lane 生产的 Cycle Time。