NXT系列 编程手册 1 - 第195页
2. Job 编制器 PRG-NXTS-009S1 182 NXT 系列 编程手册 14.在 [Settings ] 组框中选择 适当的选项。 15.单击 [Next], 显示 STEP3 画面。 16.在 [Changeov er parameters] 组框中输入各参数值。 17.单击 [Next], 显示 STEP4 画面。 设定 说明 Group jobs for batch changeover. 切换 Group 时,以批量…
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 181
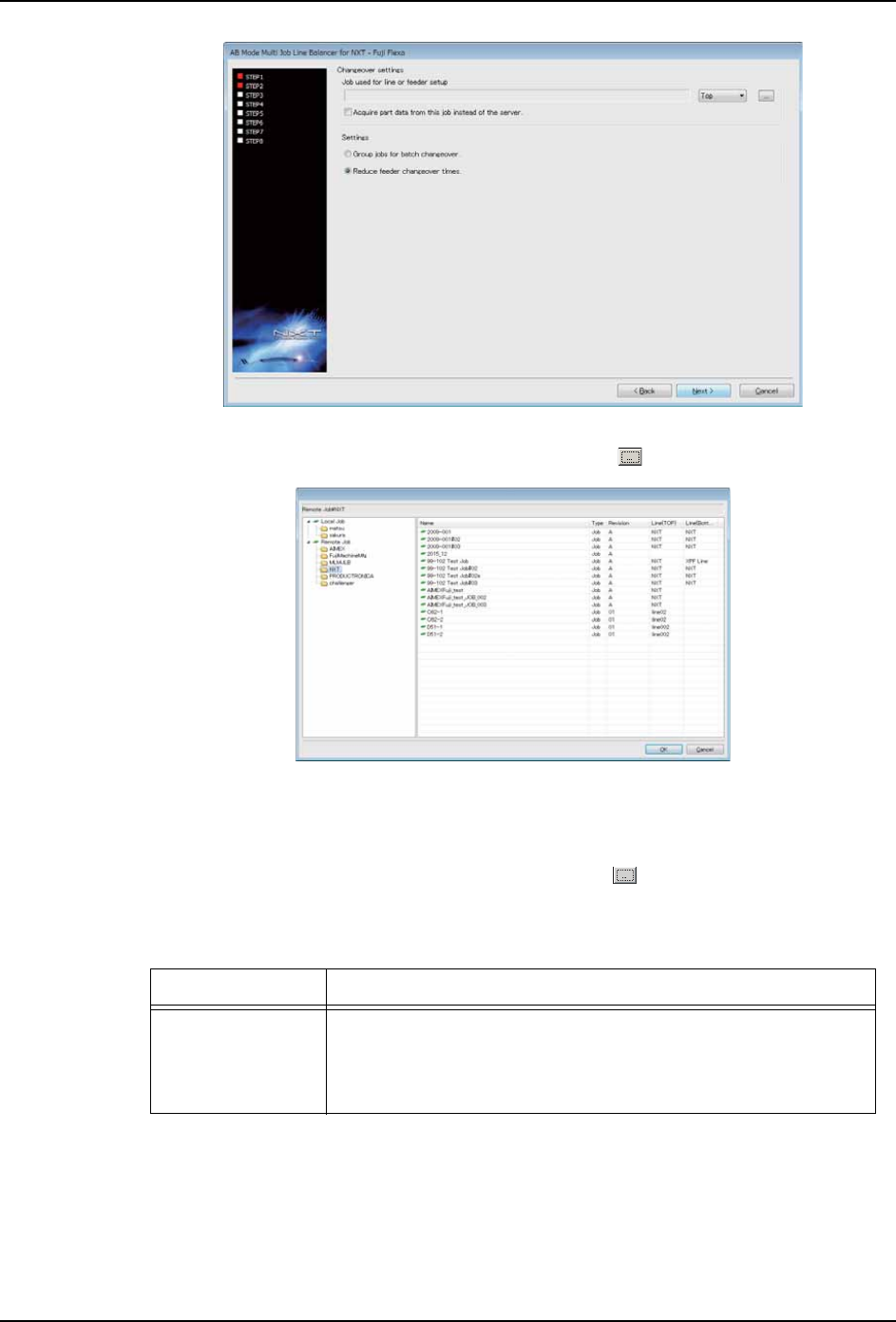
10.在 [Job used for line or feeder setup] 组框中单击 按钮。 显示 Job 一览对话框。
11.在 Job 一览对话框中选择进行生产线、供料器配置的 Job 名,单击 [OK]。 Job 一览对话
框关闭 , 所选择的 Job 显示在 [Job used for line or feeder setup] 组框中。
12.从 [Job used for line or feeder setup] 组框内的 按钮左侧的下拉式菜单中选择
进行供料器配置的 Job 的电路板面。
13.根据需要勾选 [Job used for line or feeder setup] 组框内的选项。
设定 说明
Acquire part
data from this
job instead of
the server.
通常情况下是从服务器取得元件数据。 但是在勾选此项后,将
使用 [Job used for line or feeder setup] 中的元件数据。
注意 )使用此功能时,需要向该 Job 导入 STEP1 中的所有 Job
所需要的元件数据。
05OTM-0054-Ea
05OTM-0055a
2. Job 编制器 PRG-NXTS-009S1
182 NXT 系列 编程手册
14.在 [Settings] 组框中选择适当的选项。
15.单击 [Next],显示 STEP3 画面。
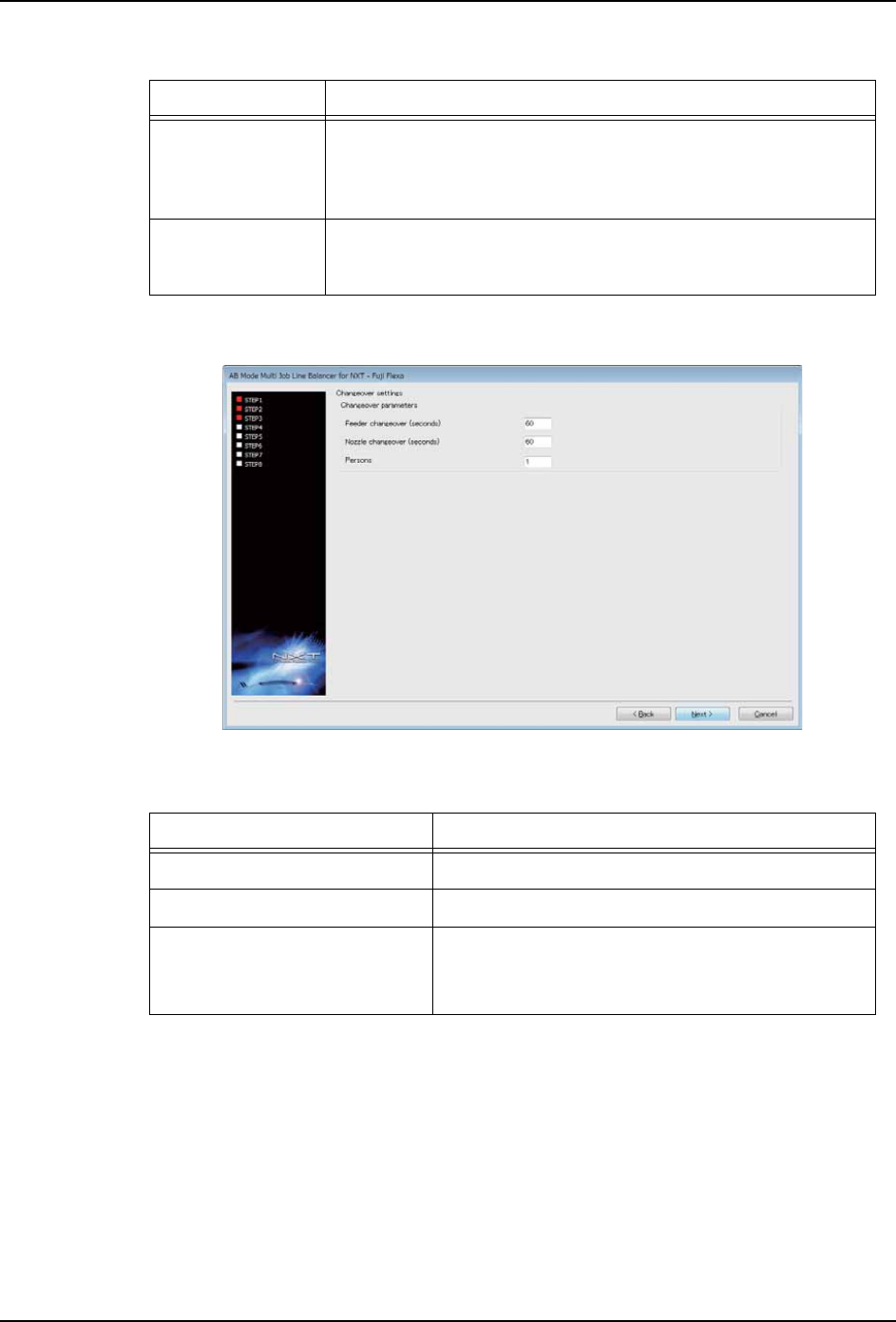
16.在 [Changeover parameters] 组框中输入各参数值。
17.单击 [Next],显示 STEP4 画面。
设定 说明
Group jobs for
batch
changeover.
切换 Group 时,以批量换线进行优化。
Group 内不进行供料器更换,但切换 Group 时不考虑共用供料
器配置。
Reduce feeder
changeover
times.
Group 切换时,考虑共用供料器配置并以单位换线进行优化。
设定 说明
Feeder changeover(seconds) 设定 1 名作业人员更换 1 个供料器所需要的时间。
Nozzle changeover(seconds) 设定 1 名作业人员更换 1 个吸嘴所需要的时间。
Persons 设定同时执行换线的人数。
注意 )如果设定 "1", 将按照当前生产换线人
数 1 人,次生产换线人数 1 人计算。
05OTM-0056-Ea
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 183
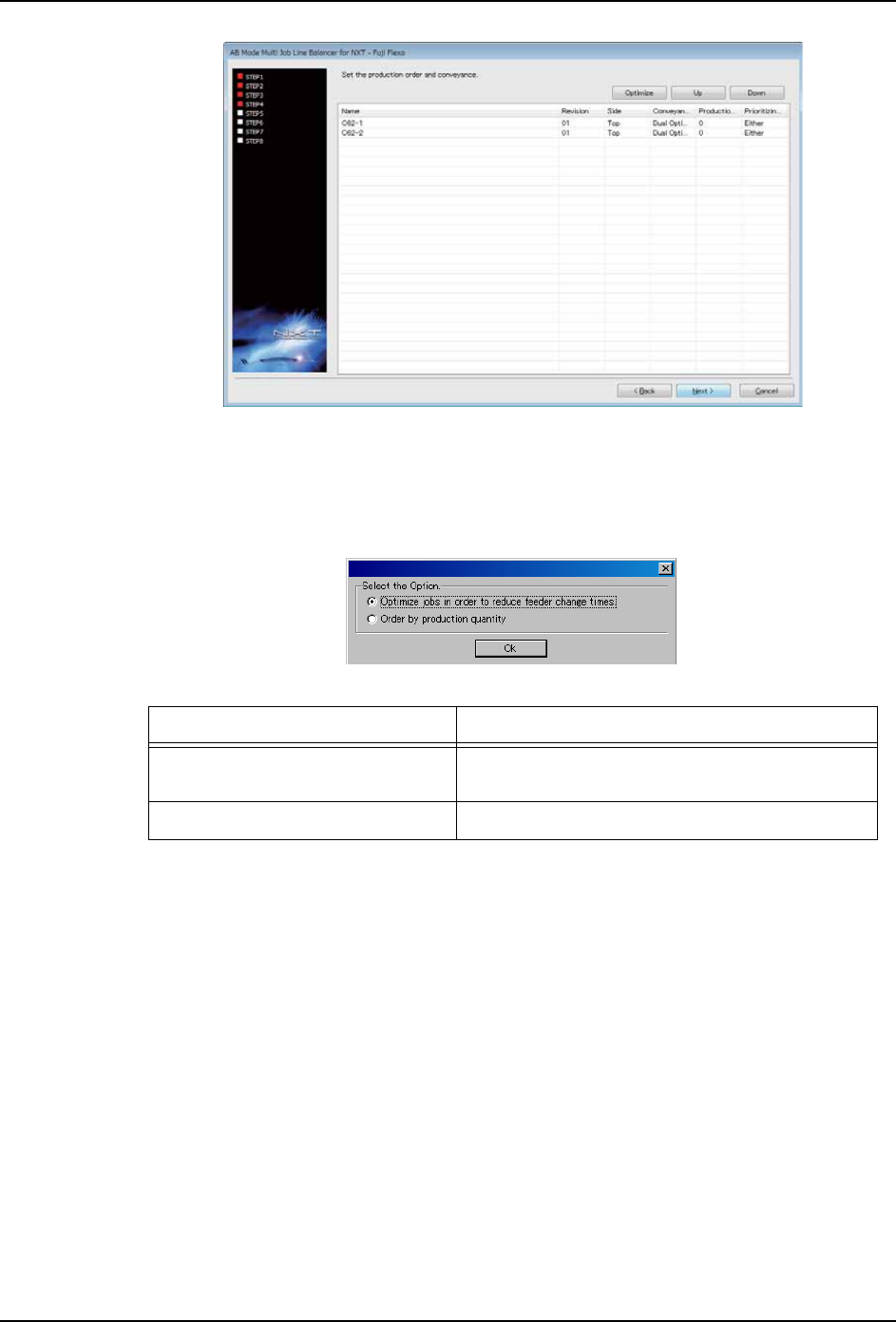
18.变换生产顺序。 有自动排列顺序和手动排列顺序两种方法。
自动排列顺序方法
a. 需要对生产顺序进行优化时,单击 [Optimize]。 显示选择优化选项的对话框。
b. 在上记对话框中选择优化选项后,单击 [OK]。 对话框关闭,生产顺序被自动调整。
手动排列顺序方法
a. 从一览表中选择 Job 后通过 [Up] 和 [Down] 按钮调整顺序。
b. 指定 Job 的电路板搬运方法。 将鼠标的光标对准需要选择的 Job,右击鼠标,从所
显示的弹出式菜单中选择适当的选项。
设定 说明
Optimize jobs in order to
reduce feeder change times
以换线次数递减的顺序排列 Job。
Order by production quantity 按照生产数量从多到少的顺序排列 Job。
05OTM-0057-Ea
05OTM-0020E