NXT系列 编程手册 1 - 第224页
PRG-NXTS-009S1 3. 元件数据 NXT 系列 编程手册 211 Magazine Sp eed 设定料盘单元内的料盘箱上下移 动时的加减速度。 Indexing Pr iority(from W12f) 设定 W12F 以上的 F 类型供料器的送料速度。 (Stability: 标准送料速度、Sp eed: 高速送料速 度) Process - Place Do Place Ch eck 设定是否检查在贴装后元件还在 吸嘴…
3. 元件数据 PRG-NXTS-009S1
210 NXT 系列 编程手册
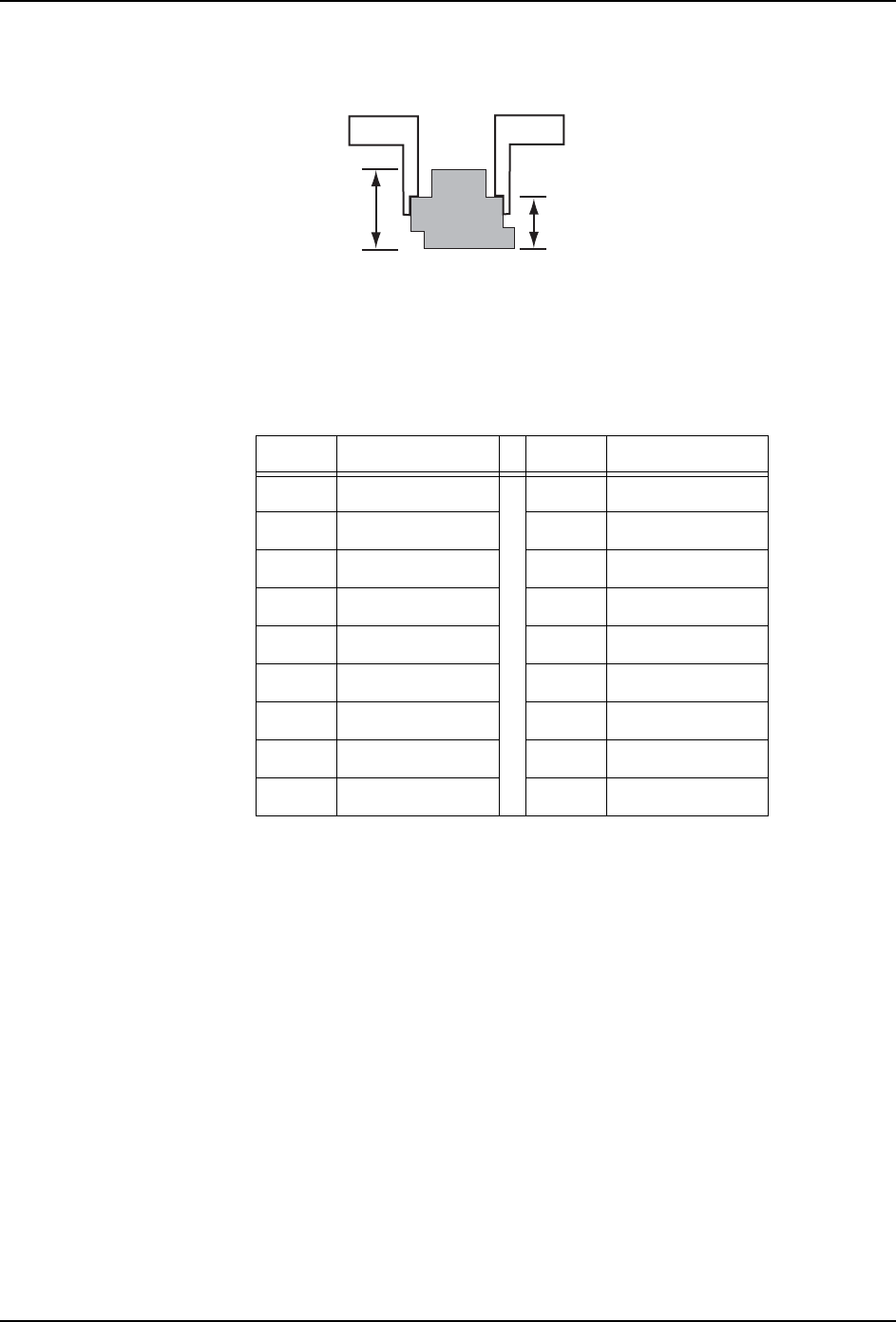
Actual Pickup Body Height
设定夹紧位置处的元件高度。
Clamp Margin
指定夹紧过程中机械爪的宽度与实际机械爪宽度之间的差异。该设定只对 OF 工作头有效。
Motor Gripping Force
指定吸取中机械爪的夹力。该设定只对 OF 工作头有效。
Do Feeder Pickup Check
设定是否确认每个吸嘴上有无元件。
Pickup Extra Wait Time
设定吸取时在 Z 轴下降端位置上的停止时间 (秒)。
Process -Pick - Tolerance Check
Tolerance X / Tolerance Y
在X和Y方向,设定吸嘴中心与元件中心间的公差值。如果超出了公差值,则元件被废弃。
Tolerance Q
设定吸嘴中心与元件中心在 Q 方向(Z 轴中心的旋转)上的公差值。对于主体尺寸大于 20mm
的元件,请设定 15 度,初此以外,请设定 30 度。
Process - Pick - MTU
Shuttle Speed
设定将料盘单元上的料盘装载到机器上时的往复臂速度。最大速度是 5,1 是最小速度。
ܗӊ催ᑺ
01PRG0064S
ᴎẄ⟾
ᅲ䰙ⱘপ催ᑺ
ᴎẄ⟾
ܗӊЏԧ
设定 力 设定 力
-6 3.7 newtons 3 8.2 newtons
-5 4.2 newtons 4 8.7 newtons
-4 4.7 newtons 5 9.2 newtons
-3 5.2 newtons 6 9.7 newtons
-2 5.7 newtons 7 10.2 newtons
-1 6.2 newtons 8 10.7 newtons
0 6.7 newtons 9 11.2 newtons
1 7.2 newtons 10 11.7 newtons
2 7.7 newtons

PRG-NXTS-009S1 3. 元件数据
NXT 系列 编程手册 211
Magazine Speed
设定料盘单元内的料盘箱上下移动时的加减速度。
Indexing Priority(from W12f)
设定 W12F 以上的 F 类型供料器的送料速度。
(Stability: 标准送料速度、Speed: 高速送料速度)
Process - Place
Do Place Check
设定是否检查在贴装后元件还在吸嘴上。该设定只用于支持该功能的工作头。
Offset X
设定 X 方向的元件贴装修正量。
Offset Y
设定 Y 方向的元件贴装修正量。
Offset Z
设定元件贴装高度的修正量。
正数为向上、负数为向下。
Pressure
使用搭载了压力传感器的工作头时,设定元件的贴装压力。输入范围是 220 gf ~ 1020 gf。
如果指定为 “0”,则不使用压力控制功能进行元件的贴装。如果指定了小于最小值的设
定,将使用最小压力进行贴装。如果指定了大于最大值的设定,将使用最大压力进行贴装。
该设定只用于在 NXT 系列中搭载了支持该功能的工作头。该设定优先于 soft placement 设
定。
Pressure Accuracy
设定吸取元件时所加压力的精度 (宽度)。设定为 Hi 时,虽然负荷精度提高,但是产能降
低。相反地,设定为 Low 时,虽然产能提高,但是负荷精度降低。
Transport Speed
设定工作头从吸取位置到贴装位置的速度,以最高速度的百分比来进行设定。
Transport Speed Z
设定从吸取元件到进行贴装的吸嘴的 Z 轴速度。
Transport Speed Q
设定从吸取元件到进行贴装的吸嘴的旋转速度。
Soft Place Speed
设定贴装时 Z 轴的下降速度。如果该速度过快,吸嘴返次时元件会被反弹,这样会导致贴装
偏移。
3. 元件数据 PRG-NXTS-009S1
212 NXT 系列 编程手册
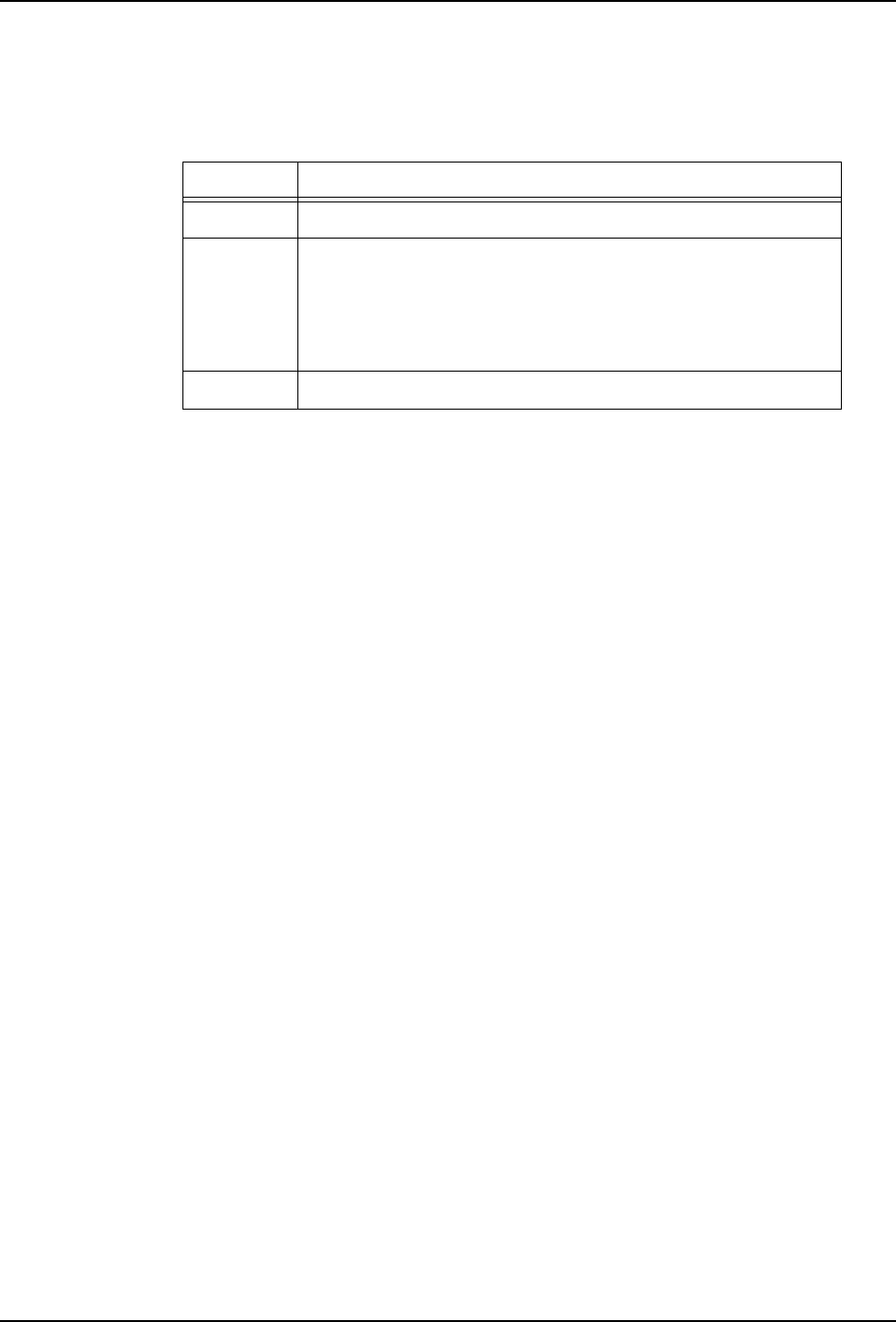
Place Motion Selection
使用压入贴装功能时,请在此项目中设定 1 ~ 4。如果输入 “0”(初始设定值)或者 “5”
时,则不进行压入贴装。使用机械夹头进行元件吸取时,元件上方与机械夹头接触面之间的
间隙变成 0mm。(通常情况存在 0.5mm 的间隙)
备注 )使用压入贴装功能时,请务必在电路板的下面配置支撑销。
备注 )当发生压入贴装错误且清除错误后,如果生产恢复,机器会认为该元件已经贴装过并
且进入后续顺序的贴装 ( 不执行补件 )。
Placing Thrust Pressure
以 39.2N ~ 98N 来设定使用压入贴装功能时的贴装压力 ([Place Motion Selection] 项目
被设定为1~4时)。
Placement Wait Time
指定贴装时 Z 轴在下降端的停留时间。如果设定值小于工作头类型的默认时间,则该设定被
忽略,而使用初始设定值。
Stack Placing Down Speed
按照 0.1%~ 10.0%的范围,指定 Package-on-Package 贴装时的吸嘴 (Z轴)的下降速度。
Stack Placing Up Speed
按照 0.1%~ 10.0%的范围,指定 Package-on-Package 贴装时的吸嘴 (Z轴)的上升速度。
Do Place Precision Priority
设置是否执行高精度贴装。如果选择了 [Yes],则该外形数据的元件就被分配到带高精度贴
装工作头 (H01、H02、F04 和 G04)的 M6-2SP 模组中。如果选择了 [No],在分配到模组时
不考虑工作头的精度。
Panel Stopping Position Correction
设定是否是需要电路板停止位置补正的元件。在Machine Configuration的Process Options
中,在 Reference Mode 中设定了 [Target Parts] 时此项变成有效。
设定值 说明
0 不使用压入贴装功能,进行通常的元件吸取和贴装。
1 ~ 4 输入此范围内的任意值后其动作都相同。使用压入贴装功能进
行元件的贴装。按照通常,在吸取元件后使用 [Placing
Thrust] 中设定的力矩进行元件的压入贴装。如果力矩没有达
到合适的贴装高度范围,将会发生错误并且不能贴装元件。
(这些设定下的旧机种的动作是不同的。为了与旧机种兼容,
此处对任何设定值都没有区别。)
5 不使用压入贴装功能,进行通常的元件吸取和贴装。