WS-350波峰焊用户手册 - 第12页
劲拓电子设备有 限公司 第 11 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 〇有关定时开关 的动作时间精度 定时开关的动作 时间精度为± 7 . 5 分以内。 不包括初期时间 调整误差。 温度条件为 25 ° C 时的状况。 不受电源频率变 动的影响。 5.2.1.2 .1 各部名称 ( 电子式 ) SU MO WE TU FU FR SA OUT ON/OFF TMR/ P CLR MODE h …
劲拓电子设备有限公司 第 10 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
OF
F
OF
F
ON
ON
(负荷关断的场合)
(负荷接通的场合)
○
14
点
30
分时接通电源
15
点钟时关断电源
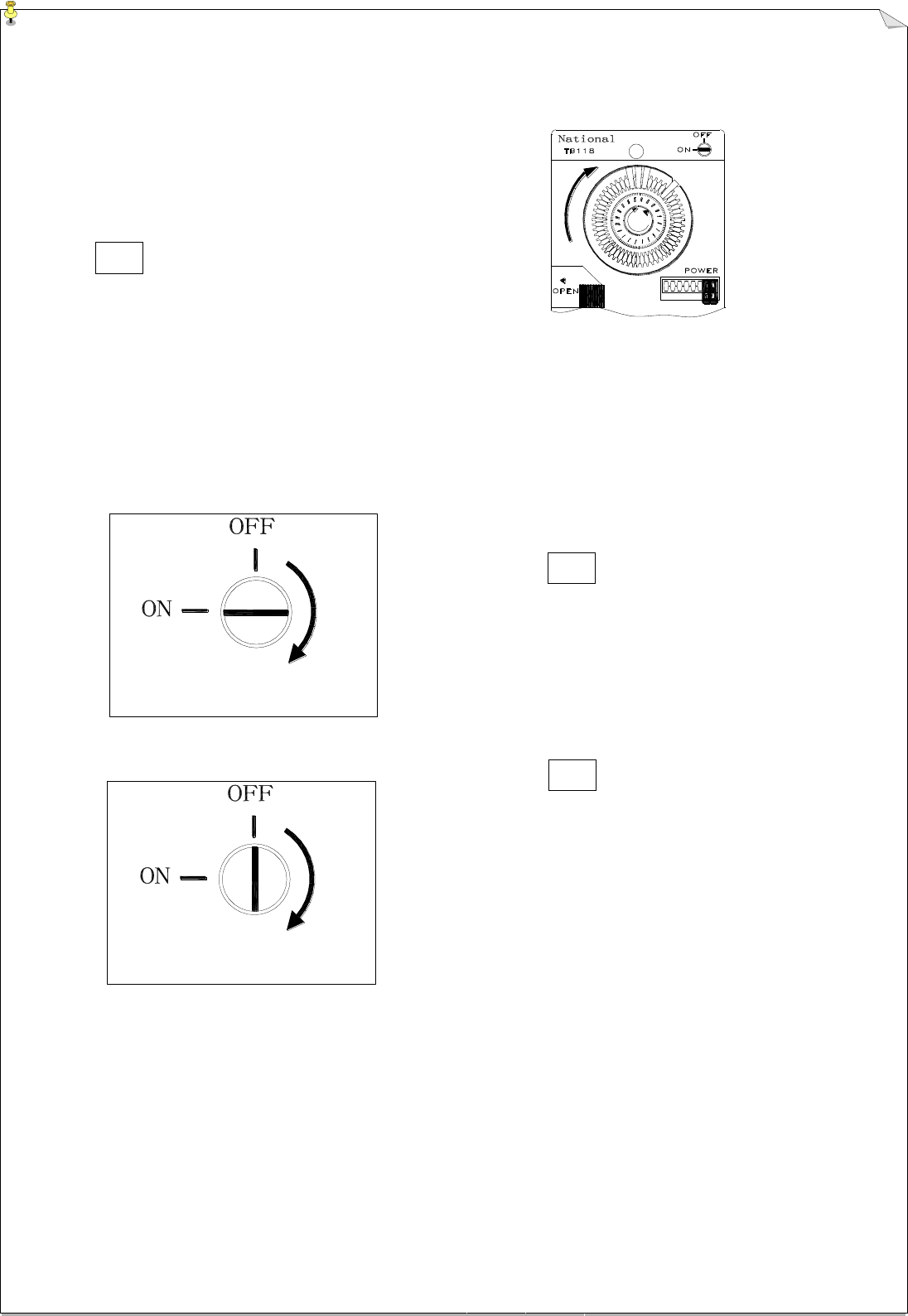
5.2.1.1.3
现在时刻的设定
1
〇将刻度盘朝箭头方向(右)旋转
使现在时刻显示部分(▼)对准刻度
盘上希望的时刻。
注意
请务必将刻度盘按箭头所指的方向旋转。
强制性反方向旋转会成为故障的原因。
5.2.1.1.4
现在时刻的设定
2
〇利用接通
/
关断切换钮设定负荷的接通
/
关断状态。
该切换钮可用于确认接通
/
关断状态并切换接通
/
关断状态。
接好电路配线后请用该切换钮进行试操作。
注意
○请将切换钮按照箭头所指的方
向旋转。
○切换之后请根据设定柄的设定
状态确定该切换钮的接通
/
关断
注意
○设定柄处于现在时刻显示部分
(
▼)的前后大约
1
小时之内时,
请勿操作接通
/
关断切换钮。
否则会成为故障的原因。
○长时间连续接通(或关断)的
场合,请将所有的设定柄从刻
度盘上取下之后再设定切换钮
5.2.1.1.5
机械式时间挚使用方法
功能:控制机器装置的定时起动与停止。
使用时的注意事项
〇请务必将刻度盘按箭头所指的方向旋转。
强制性反方向旋转会成为故障的原因。
〇请将设定柄一直插入至里面。
否则会成为误动作或故障的原因。
〇通电设定柄与断电设定柄必须交替设定,连续设置同一设定柄会成为故障的原因。
在购买本产品时,内置的镍铬电池会因为自身放电而出现电力降低的现象。在完全放电的情况下,即使打
开电源,时针也会立刻停止不动。此时,请接通电源之后让其充电
2
至
3
分钟之后,再校对时针的当前时刻。
劲拓电子设备有限公司 第 11 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
〇有关定时开关的动作时间精度
定时开关的动作时间精度为±
7.5
分以内。
不包括初期时间调整误差。
温度条件为
25
°
C
时的状况。
不受电源频率变动的影响。
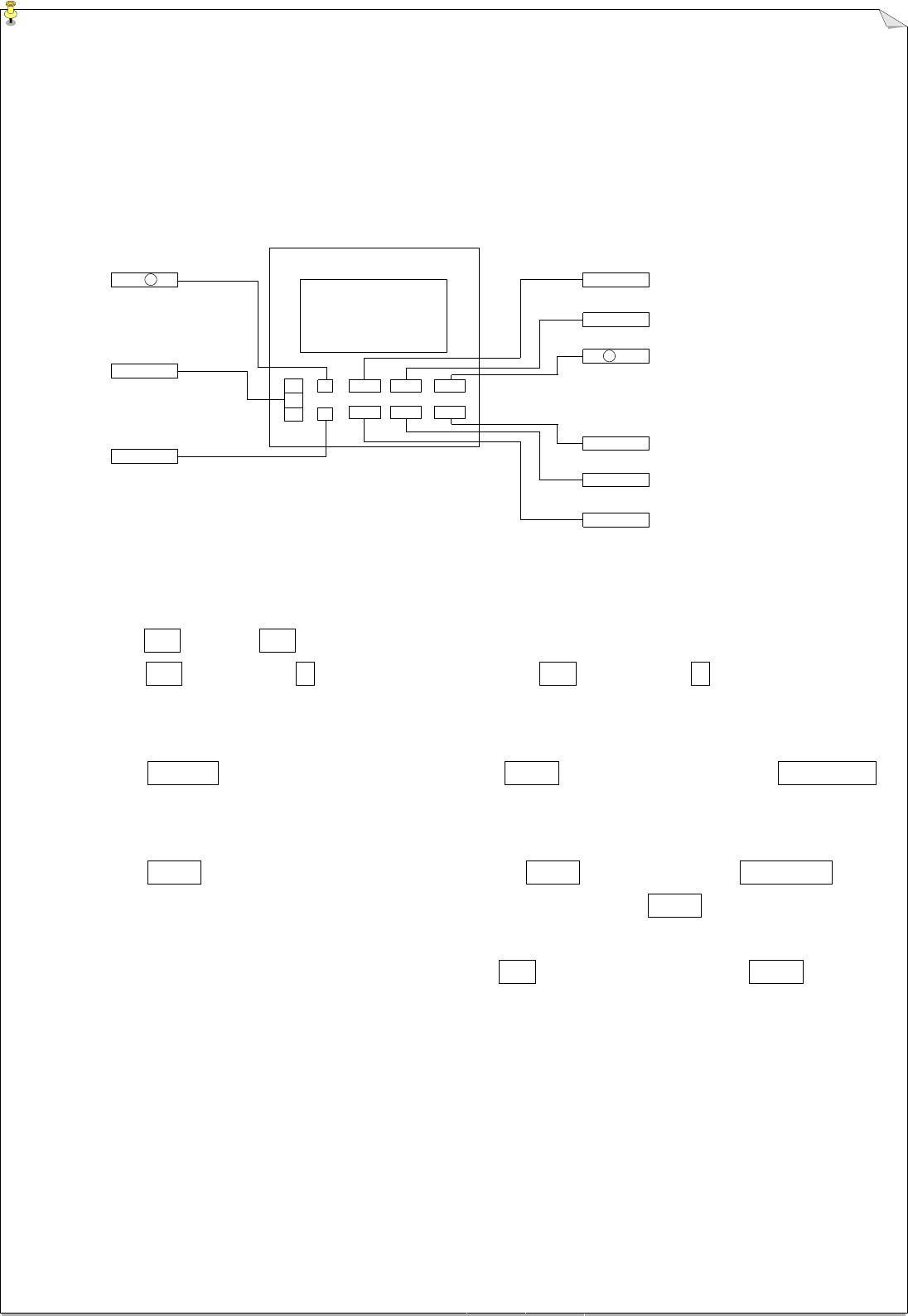
5.2.1.2.1
各部名称
(
电子式
)
SU MO WETU FU FR SA
OUT ON/OFF
TMR/ P
CLR
MODE
h
m/
P
WD
WRITE
d
SELECT
定时操作/脉冲
操作选择
ON: 手动开
AUTO:定时开
OFF: 手动关
清除参数及初始
化操作日期
操作模式选择
设置“时”
设置“分”或脉
冲时间宽度
设置指定时间
移动光标到指定
的一天
指定或取消特定
的一天
5.2.1.2.2
动作时刻的设定
a.当出力(OUT)设为自动(AUTO)时,设备会按您设定的时间自动开机或关机;当需要临时开机或关机
时,可将出力(OUT)开关拨到入(ON)位置,以启动设备,或将出力(OUT)开关拨到切(OFF)位置,把设备关
闭。
b.输入当前时间
按下曜日送リ(d)键,选择今天是星期几,然后按下 时 (h)键,选择当前小时,按下分/パルス幅
(M/ WD)键,选择当前分钟。
c.输入自动开机及关机时间
按下モ一ド(MODE)键,屏幕左下角显示↑,然后按下 时 (h)键选择小时,按下分/パルス幅(M/
WD)键选择分钟。设置完后,时间制将在这个时刻自动启动设备。再按下セット(WRITE)键,屏幕左
下角显示↓,用同上的方式输入小时及分钟,时间制将在这个时刻自动关闭设备。一次可设置 8 组时间,
完成一周的设置。清除某一操作时,可在当前设置处按下消去(CLR)键。设置完成后按下键モ一ド(MODE),
屏幕返回当前时间显示。
注意事项:
1.本系统若要按您设定的时间开,关机,您应确保设定时间无误后。
2.应将控制面板上的RUN开关拔到AUTO状态下。
3.应把时间挚的OUT ON/OFF 开关拔到AUTO状态下。
劲拓电子设备有限公司 第 12 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
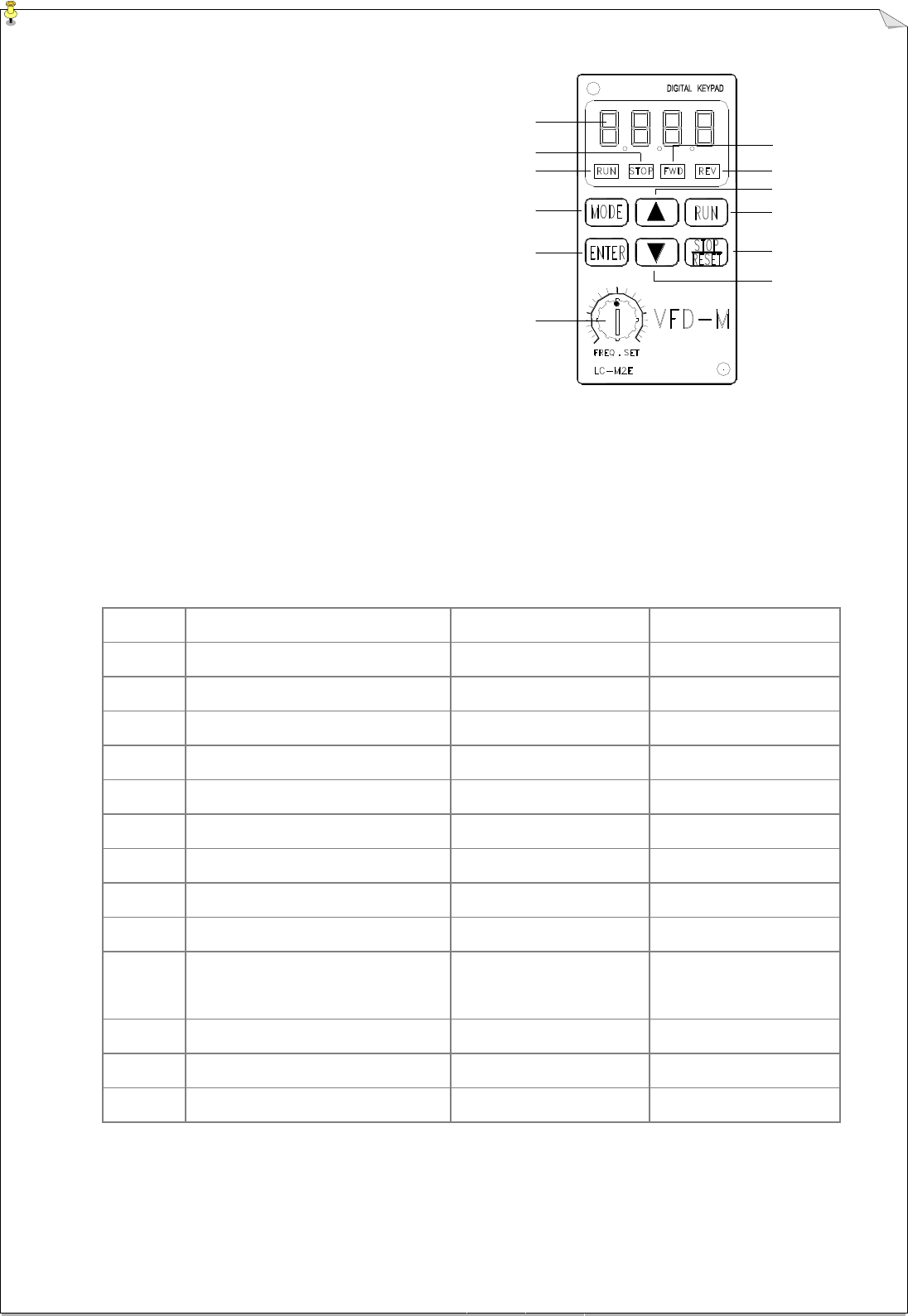
5.2.2
变频器的设置
第一波峰和第二波峰的马达均用变频调速
器调速,变频调速器的参数在出厂前已设置好,
用户不用重新设置。
若因异常情况使变频器数据丢失,请参照
下表恢复原数据,具体步骤如下:
1. 按下变频器控制面板上的“STOP”键,
马达停止运转;
2. 按下变频器控制面板上的“MODE”键,
进入编程状态,屏幕显示以“P”开头
的功能序号;
3. 按“▼”键及“▲”键,选择要修改的功能;
4. 按“ENTER”键,屏幕显示该功能的当前参数;
5. 按“▼”键及“▲”键,改变当前参数,并按“ENTER”键确认;
6. 按上述方法修改所有要改变的参数;
7. 按“MODE”键,退出编程状态。
序号
功能说明
变频器原始设定
劲拓公司出厂设定
P00
主频率输入设置
d00
d01
P01
运转指令设置
d00
d01
P02
马达停止方式选择
d00
d01
P03
最高频率设定
d60.0
d50.0
P04
最大电压频率设定
d60.0
d50.0
P10
第一加速时间选择
d10.0
d5.0
P14
S 曲线缓加减速选择
d00
d07
P26
加速中过电流检出位
d170
d120
P27
运转中过电流检出位
d170
d100
P36
输出频率上限设定
d400
d50(第一波峰)
d50(第二波峰)
P38
多功能输入选择一(M1)
d00
d01
P52
马达额定电流设定
d100
d80
P61
过转矩检出位
d150
d100
(更详细的技术说明请参照该变频器的使用手册)
数值显示
停止
运行
起动编程
确认
速度旋钮
正转
反转
运行
数值显示增加
停止
数值显示减少