WS-350波峰焊用户手册 - 第13页
劲拓电子设备有 限公司 第 12 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 5.2.2 变频器的设置 第一波峰和第二 波峰的马达均用 变频调速 器调速,变频调 速器的参数在出 厂前已设置好 , 用户不用重新设 置。 若因异常情 况使变频器数据 丢失,请参照 下表恢复原数据 ,具体步骤如下 : 1. 按下变频器控制 面板上的 “ S TOP ” 键, 马达停止运转; 2. 按下变频器控制 面板上的 “…
劲拓电子设备有限公司 第 11 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
〇有关定时开关的动作时间精度
定时开关的动作时间精度为±
7.5
分以内。
不包括初期时间调整误差。
温度条件为
25
°
C
时的状况。
不受电源频率变动的影响。
5.2.1.2.1
各部名称
(
电子式
)
SU MO WETU FU FR SA
OUT ON/OFF
TMR/ P
CLR
MODE
h
m/
P
WD
WRITE
d
SELECT
定时操作/脉冲
操作选择
ON: 手动开
AUTO:定时开
OFF: 手动关
清除参数及初始
化操作日期
操作模式选择
设置“时”
设置“分”或脉
冲时间宽度
设置指定时间
移动光标到指定
的一天
指定或取消特定
的一天
5.2.1.2.2
动作时刻的设定
a.当出力(OUT)设为自动(AUTO)时,设备会按您设定的时间自动开机或关机;当需要临时开机或关机
时,可将出力(OUT)开关拨到入(ON)位置,以启动设备,或将出力(OUT)开关拨到切(OFF)位置,把设备关
闭。
b.输入当前时间
按下曜日送リ(d)键,选择今天是星期几,然后按下 时 (h)键,选择当前小时,按下分/パルス幅
(M/ WD)键,选择当前分钟。
c.输入自动开机及关机时间
按下モ一ド(MODE)键,屏幕左下角显示↑,然后按下 时 (h)键选择小时,按下分/パルス幅(M/
WD)键选择分钟。设置完后,时间制将在这个时刻自动启动设备。再按下セット(WRITE)键,屏幕左
下角显示↓,用同上的方式输入小时及分钟,时间制将在这个时刻自动关闭设备。一次可设置 8 组时间,
完成一周的设置。清除某一操作时,可在当前设置处按下消去(CLR)键。设置完成后按下键モ一ド(MODE),
屏幕返回当前时间显示。
注意事项:
1.本系统若要按您设定的时间开,关机,您应确保设定时间无误后。
2.应将控制面板上的RUN开关拔到AUTO状态下。
3.应把时间挚的OUT ON/OFF 开关拔到AUTO状态下。
劲拓电子设备有限公司 第 12 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
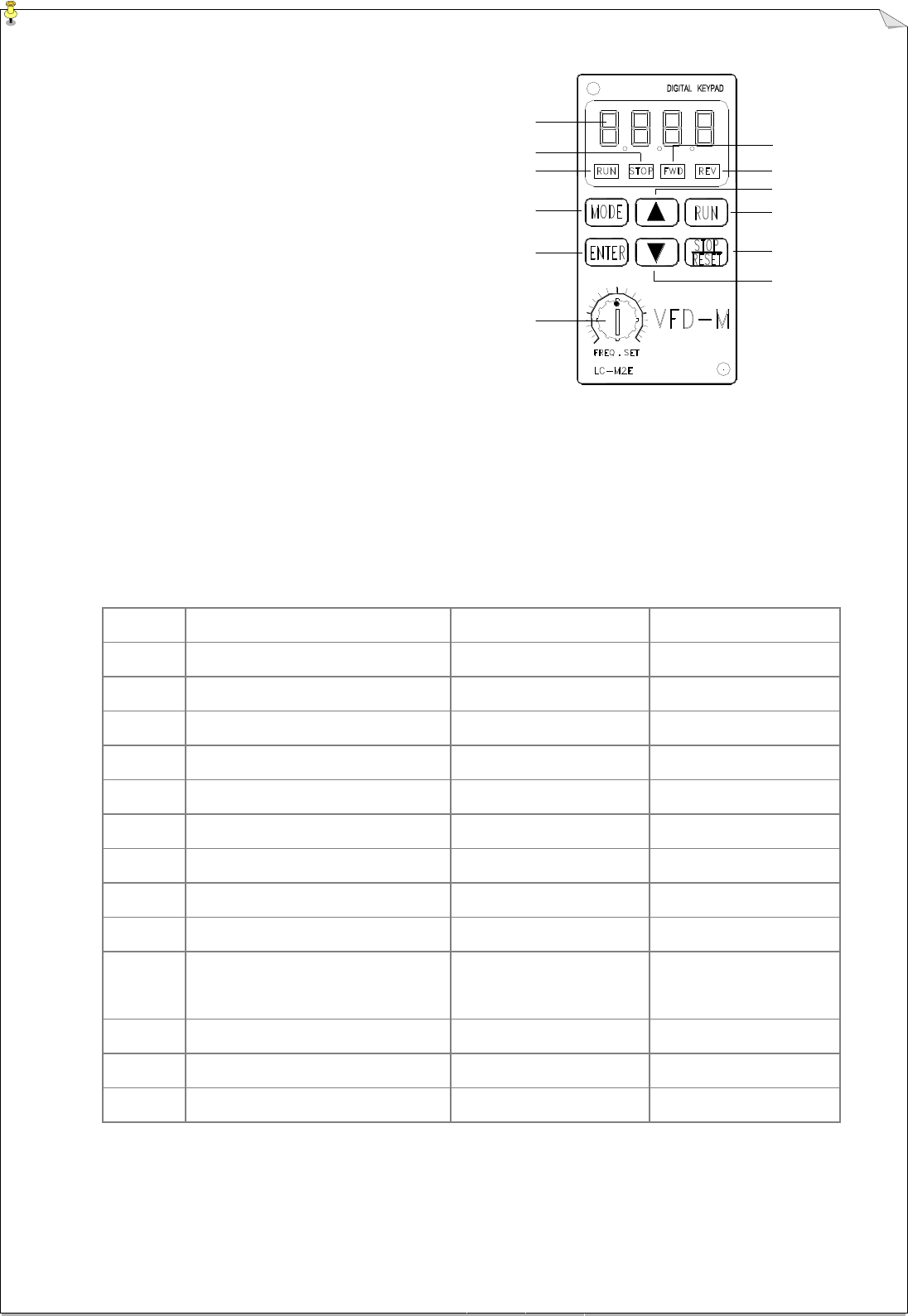
5.2.2
变频器的设置
第一波峰和第二波峰的马达均用变频调速
器调速,变频调速器的参数在出厂前已设置好,
用户不用重新设置。
若因异常情况使变频器数据丢失,请参照
下表恢复原数据,具体步骤如下:
1. 按下变频器控制面板上的“STOP”键,
马达停止运转;
2. 按下变频器控制面板上的“MODE”键,
进入编程状态,屏幕显示以“P”开头
的功能序号;
3. 按“▼”键及“▲”键,选择要修改的功能;
4. 按“ENTER”键,屏幕显示该功能的当前参数;
5. 按“▼”键及“▲”键,改变当前参数,并按“ENTER”键确认;
6. 按上述方法修改所有要改变的参数;
7. 按“MODE”键,退出编程状态。
序号
功能说明
变频器原始设定
劲拓公司出厂设定
P00
主频率输入设置
d00
d01
P01
运转指令设置
d00
d01
P02
马达停止方式选择
d00
d01
P03
最高频率设定
d60.0
d50.0
P04
最大电压频率设定
d60.0
d50.0
P10
第一加速时间选择
d10.0
d5.0
P14
S 曲线缓加减速选择
d00
d07
P26
加速中过电流检出位
d170
d120
P27
运转中过电流检出位
d170
d100
P36
输出频率上限设定
d400
d50(第一波峰)
d50(第二波峰)
P38
多功能输入选择一(M1)
d00
d01
P52
马达额定电流设定
d100
d80
P61
过转矩检出位
d150
d100
(更详细的技术说明请参照该变频器的使用手册)
数值显示
停止
运行
起动编程
确认
速度旋钮
正转
反转
运行
数值显示增加
停止
数值显示减少
劲拓电子设备有限公司 第 13 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
5.3 操作
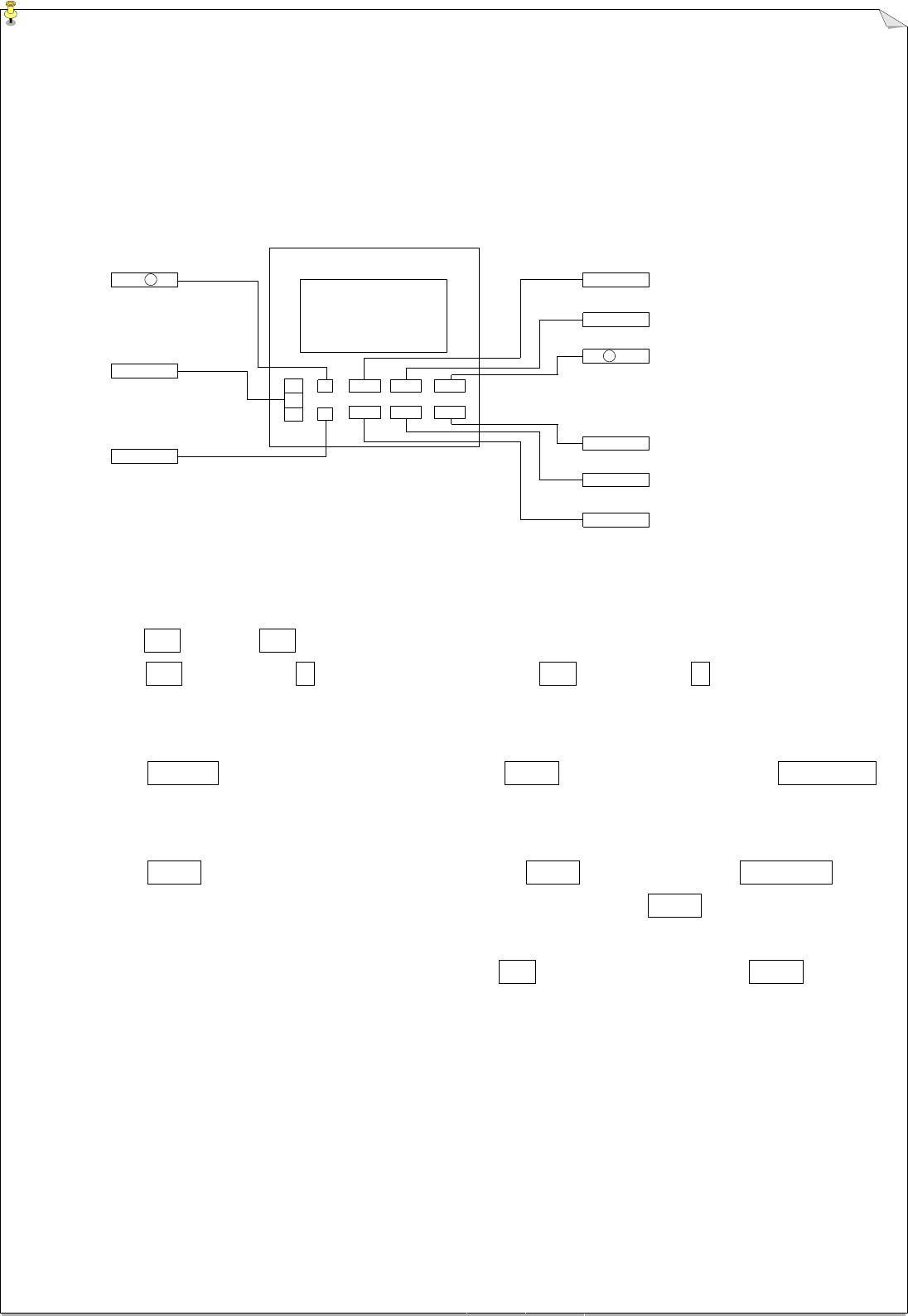
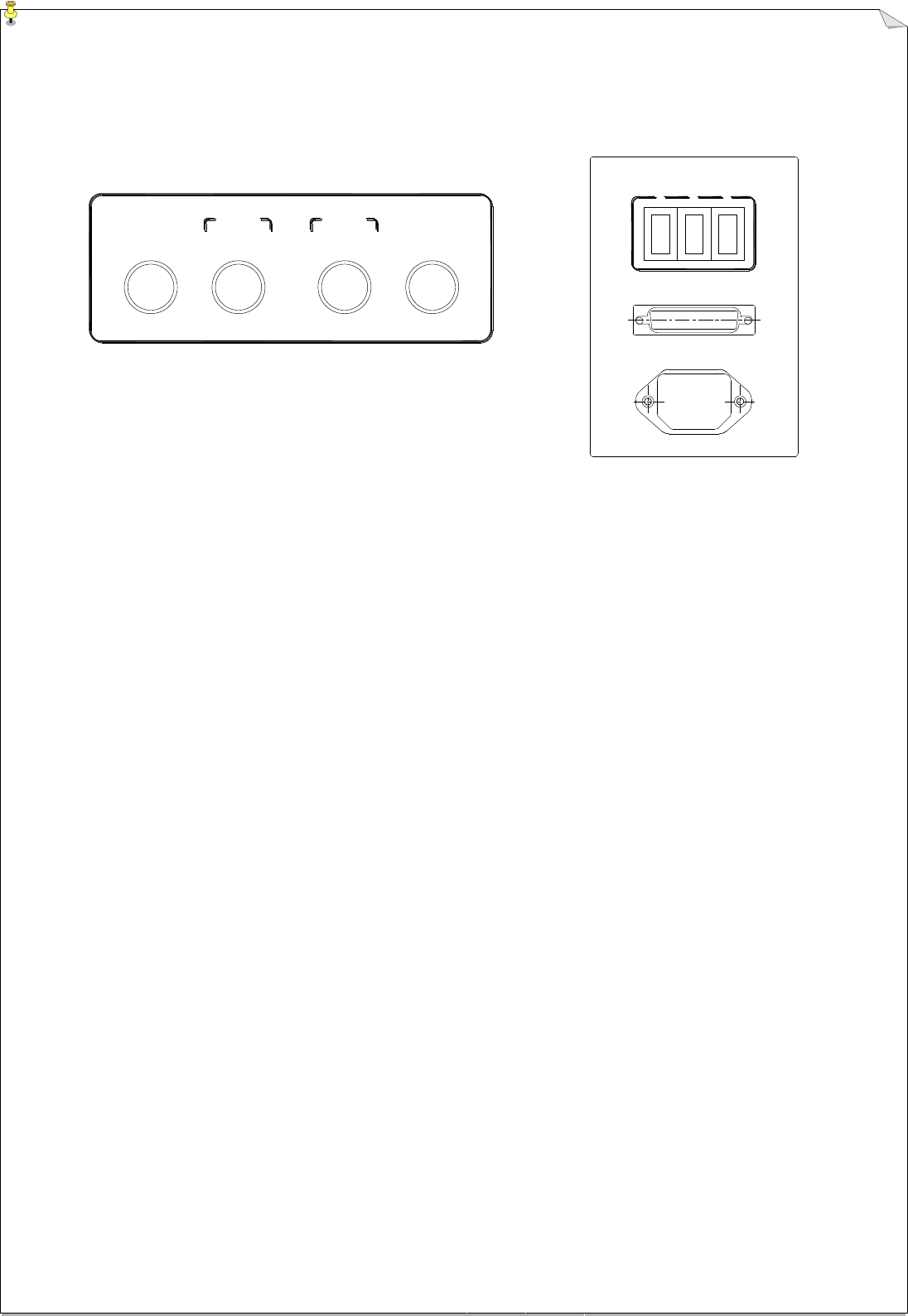
5.3.1 操作面板
OUTPUT(~220V)
PRINTER
THERMOCOUPLES
1
3
2
POWER
AUTO
MAN
LIGHTING
RUN
AUTO
MAN
CONV.
电源开关 自动 手动 手动自动 照明
运行 运输
热电偶插座
打印机插座
电源插座
操作面板使用说明
1.电源开关(POWER)——当 RUN 开关拔到 MAN 状态下,按下电源开关设备启动,同时开关上指示灯
点亮;当 RUN 开关拔到 AUTO 状态下,不起作用。
2.运行开关(RUN)——当开关拔到 MAN 状态,设备处于手动操作状态,设备的启停只能依靠人为操作
电源开关来执行;当开关拔到 AUTO 状态下,设备的启停依靠电箱内的时间挚设
定的时间自动开关机。(关于时间挚的使用请参照 5.2.1 时间制的设置)
3.运输开关(CONV.)—— 当系统在正常运行状况下此开关处于 AUTO 状态,速度可调;当系统出现异
常时,可以将 CONVY 拨到 MANUAL 状态,机器将以最快的速度将 PCB 板
送出机内,避免 PCB 烧坏。
4.照明灯开关(LIGHTING)——用于设备内照明灯的开关。
5.热电偶插座——用于设备测量温度曲线。
6.打印机插座及电源座——用于连接打印机。
5.3.2 紧急情况处理
1. 运行中,当出现传输链被卡、PCB 板被夹或跌落等意外以及紧急情况时,应立即按下“紧急挚”按钮
(位于机器正面左右上角)。除计算机控制系统、机内照明指示灯以及时间挚继续运行外,其它功能均
被禁止;
2. 当计算机显示温度值超过报警限值时,报警灯闪烁。所以当出现红色报警灯闪烁,但非“紧急挚”被
按下时,首先应检查温控指示是否超过报警限值;
3. 如果发现计算机显示超过报警限值且 10 分钟内报警仍在,应立即关闭加热系统,然后再检查原因;
4. 在机器运行过程中,需作某些调整时,应按下“紧急挚”。除非必要,一般不要关掉电源,以免影响
自控运行和锡炉温度。若遇停电或断电维修,在重新启动时,应留意锡炉的温度及自控运行是否正常。