WS-350波峰焊用户手册 - 第26页
劲拓电子设备有 限公司 第 1 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 际情况进行设置 , 然后按 “确定” 系统 将会保存此设置 , 以后将根据此 设置进 行通讯。 5.4.2.3. 19 指示灯测试选 项 用于测试机器各 控制选项有效 性。 仅在 “ 演示模式 ” 或 “ 编辑模式 ” 下可运行,在“ 操作模式 ”下无 效。 ( 注意:此项功 能已取消 ) 5.4.2.3.20 机器状态记录选…
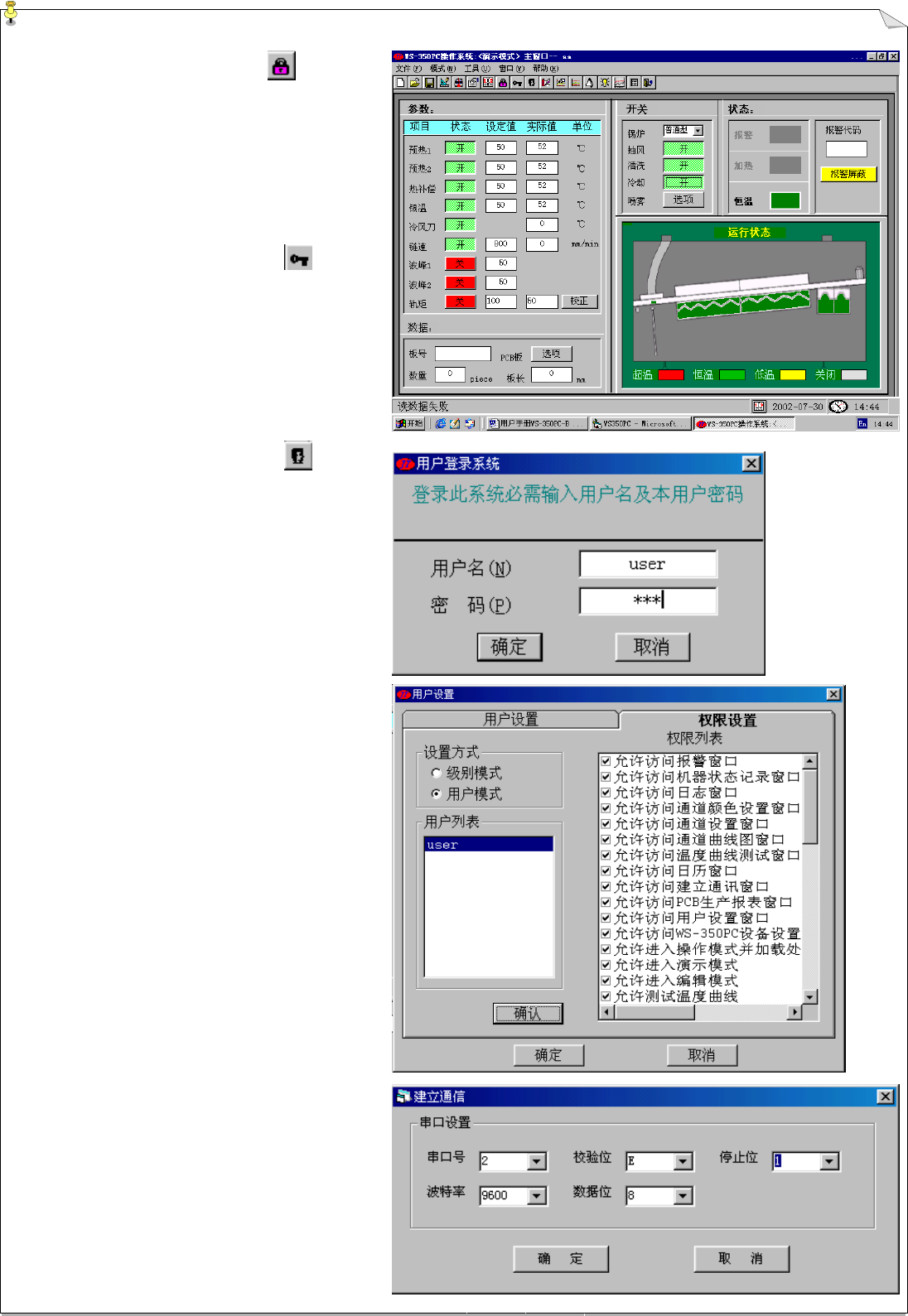
5.4.2.3.15 锁键盘选项
用于防止非授权人员误操作。锁定
后系统将禁止除“登录系统”选项所有
操作,此时屏幕将会如右图画面。
5.4.2.3.16 登录系统选项
“锁键盘”操作后如需恢复到正常操作
时,用户可选择此选项,系统将会弹出
如右图的“登录系统”对话框,重新输
入正确的用户名及其相应密码,确定即
可。
5.4.2.3.17 用户设置选项
设置用户管理,可新增用户,删除
用户或更改用户及相应密码。
新增用户、删除或更改已存用户时,
会出现右图对话框。
1.选择“新用户”项时,需输入新增
用户名、密码并确认。按“确定”后系
统将自动保存并生效。
注意:请妥善记录用户名及密码,
以免遗忘。
2.选择“删除”或“更改”选项时也
需输入待删除的用户名及对应的密码。
如果密码不正确,将不能删除或更
改。
在“权限设置”项中,管理员可以按
两种方式设置用户的权限:
1.级别模式,管理员可对不同的
级别,设置不同的权限,这样这个级别
所有用户都具有这些权限;
2,用户模式,管理员可每个用户
进行单独设置,这样每个用户都可具有
不同的权限,设置更灵活。
5.4.2.3.18 建立通讯选项
当用户改变 PC 机与 PLC 通讯方式
时,用户可选择此项对通讯参数进行设
置,使 PC 机能与 PLC 正常通讯。系统
会显示如右图的对话框,用户可根据实
劲拓电子设备有限公司 第 1 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
际情况进行设置,然后按“确定”系统
将会保存此设置,以后将根据此设置进
行通讯。
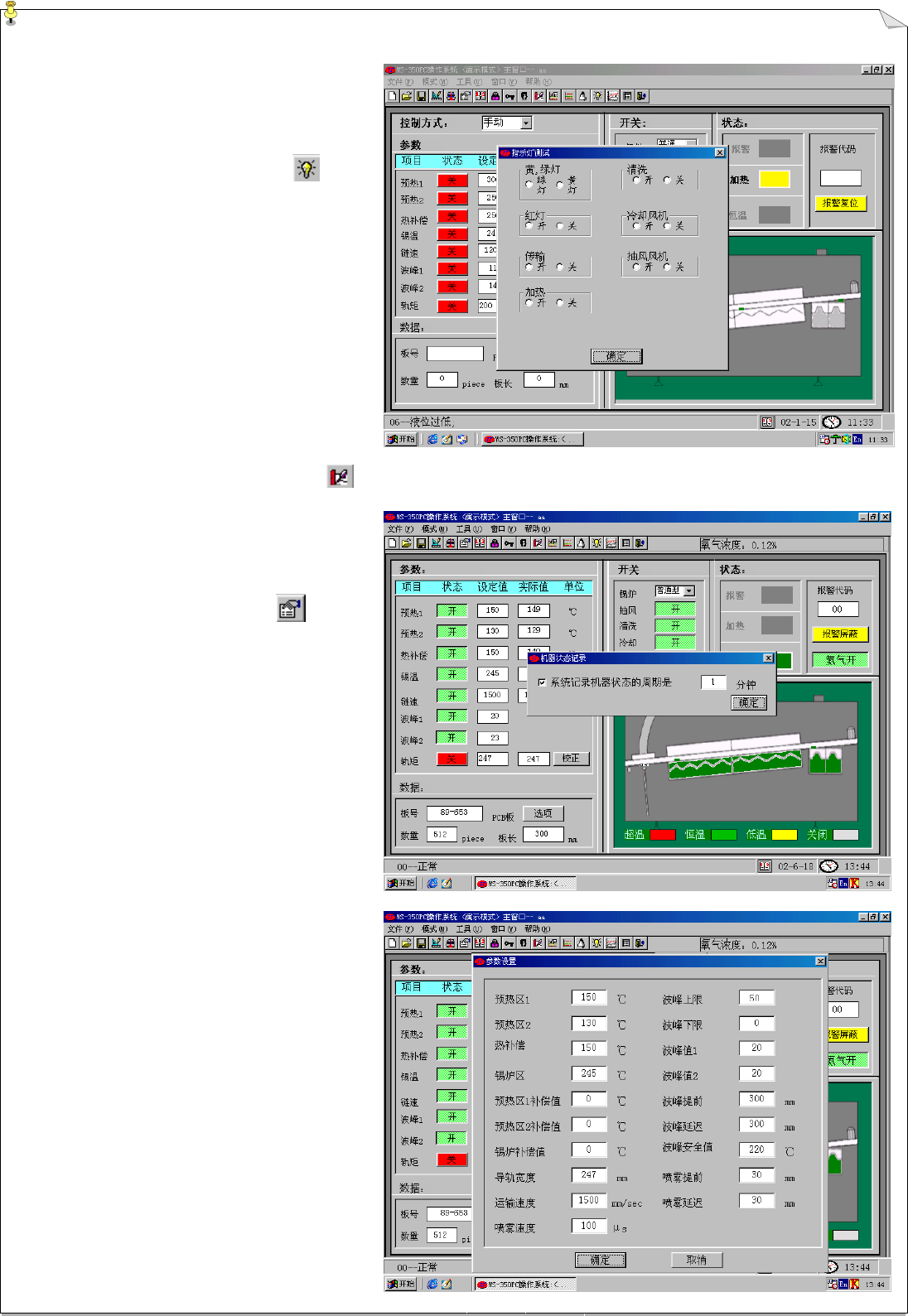
5.4.2.3.19 指示灯测试选项
用于测试机器各控制选项有效
性。
仅在“演示模式”或“编辑模式”
下可运行,在“操作模式”下无效。
(注意:此项功能已取消)
5.4.2.3.20 机器状态记录选项
设定系统是否记录机器的状态及
记录周期。
5.4.2.3.21 常用参数设置
当用户单击此选项时,系 统将弹
出如右图的“常用参数设置”对话框,
在此框中用户可设置各预热区,热补
偿,锡炉区的设定温度,导轨宽度,运
输速度,喷雾速度等各项重要参数,设
定完按“确定”将保存这些参数,否则
按“取消”钮便取消设置操作。
各参数说明:
1.预热一,预热二,热补偿,锡炉区是
设定工作所需要的温度值。
2.预热一补偿值,预热二补偿值,锡炉
补偿值是祢补用其它测温仪测出的
值同本设备测量值之间的差异,当用
其它测量仪测量值大于本测量值时
设为负值,反之设为正值。
3 导轨宽度是用来设定所需导轨宽度。.
4.运输速度用来设定马达所需传速速
率。
5.喷雾速度用来设定喷雾步进马达脉
冲输出频率,单位微秒。
6.波峰上,下限是控制变频器的最高和
最 低频率。波峰的设定值只在此
范围内调节
7.波峰一,波峰二用于设定波峰马达运
转速度,单位 HZ。
8.波峰安全值是波峰马达开启的所需
温度,用于保护波峰马达。单位摄氏度。
劲拓电子设备有限公司 第 2 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
9.喷雾提前,延迟用于喷雾的调整,提
前是指 PCB 板未到喷嘴所提前喷的距
离,延后是指 PCB 板过后所需延喷的距
离。
10.波峰提前,延迟使用方法同 9,但必
需在经济状态下方起作用。
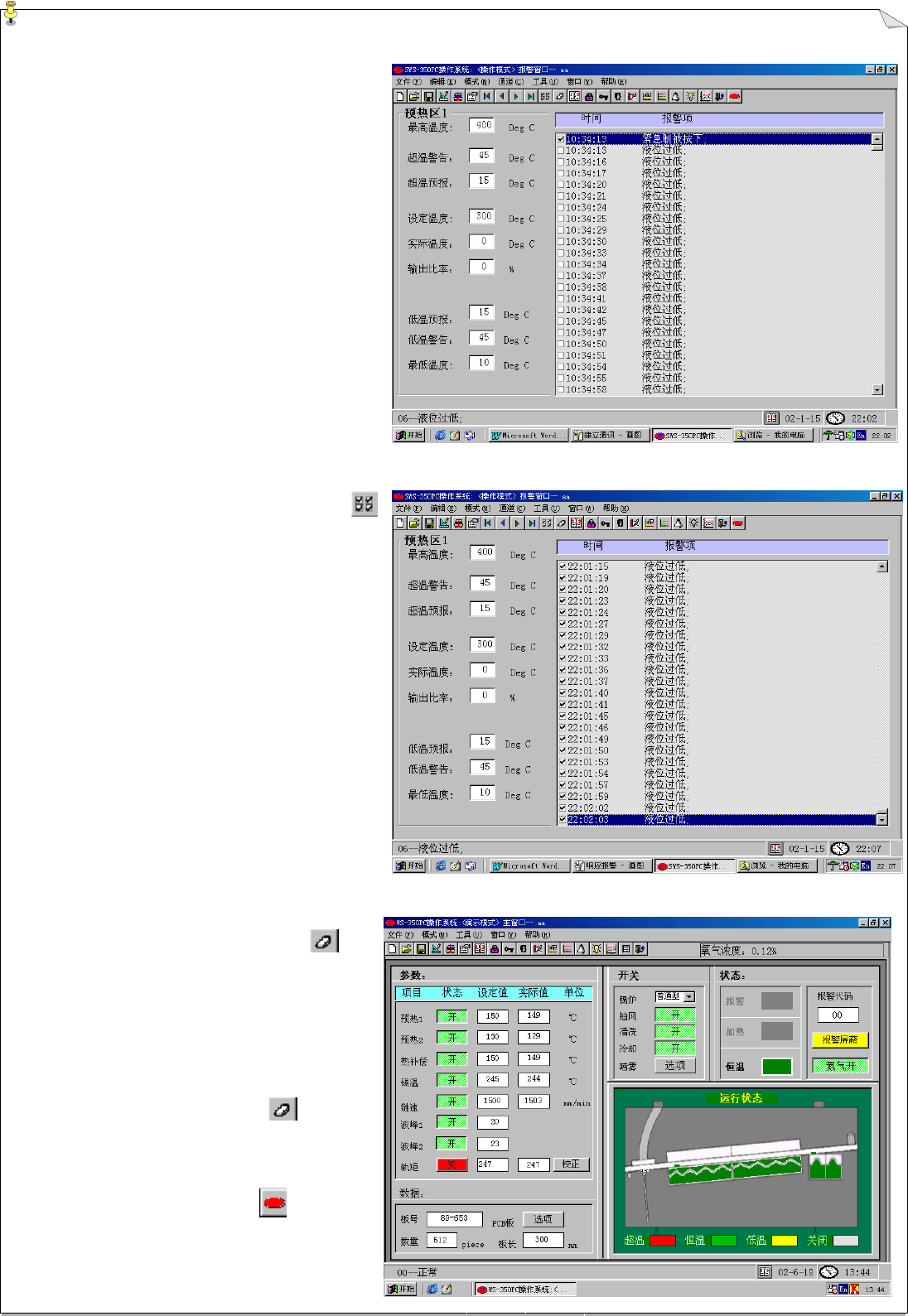
5.4.2.3.22 响应报警
此选项仅在“报警”窗口有效,用
于选取待解除的报警项。单击待解除的
报警项左方框即可。如右图所示。
5.4.2.3.23 “响应所有报警”选项
此选项仅在“报警”窗口有效,用
于选取所有报警项。如右图所示。
5.4.2.3.23 “解除报警”选项
此选项仅在“报警”窗口有效,用
于解除已响应的各报警项。确定各报警
情况已排除。
5.4.2.3.4 “删除”选项
仅在“日志窗口”中有效,用于清
除所有日志记录。
5.4.2.3.25 主窗口选项
当系统加载系统文件后就进入如
右图系统主画面,在主画面可查看各温