WS-350波峰焊用户手册 - 第32页
劲拓电子设备有 限公司 第 7 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 6 .机体主要组件说 明 6 .1 助焊剂喷雾系统 6.1.1 系统作用 本机推荐使用免 清洗助焊剂(用 户也可根据实 际情况选用其它 助焊剂 ),喷头 ( 见图 8 )通 过压缩空 气, 使助焊剂和 空气混合后喷出, 并由压缩空气将 助焊剂雾化成一 定形状。 喷头在步进马达的推 动下做 往复运动,均匀 地将助焊剂喷涂 于 P…
劲拓电子设备有限公司 第 6 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
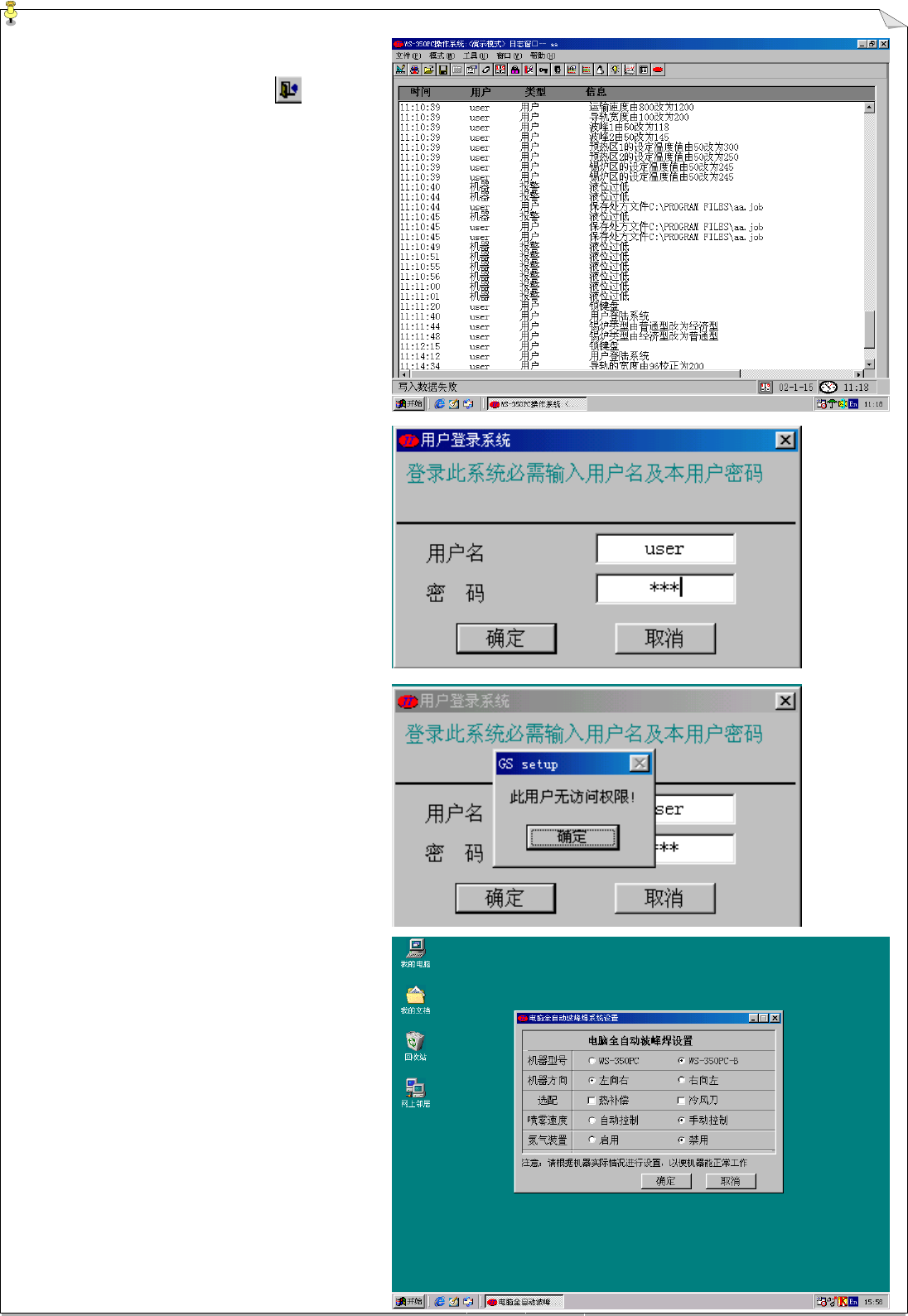
5.4.2.3.31 日志窗口选项
用户选择此项时,系统显示如右图
画面,在此画面可查看到用户所做的所
有记录。
5.2.3.33 WS-350PC-B 设备设置
注意:此设置所生成的文件,是
WS-350PC-B 操作系统的系统文件,系
统将按该文件的参数运行,用户应该根
据机器实际情况进行设置,如果用户改
变了“设备型号”或“选配”中的“热
补偿”,那用户要运行 WS-350PC-B 操
作系统时必须重建一个处方文件。
当用户运行此程序,系统会弹出如
右图登录系统的画面,要求用户输入用
户名及相应密码,以判断该用户是否具
有访问此程序的权限,如无此权限,系
统会给出如右图的错误提示对话框。
用户可间隔 1 个月或若干月将软
件安装目录中的”logdir”和”surveillance
plot”两文件夹中以前日志文件或各加热
区监控曲线的文件删除。
劲拓电子设备有限公司 第 7 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
6.机体主要组件说明
6.1 助焊剂喷雾系统
6.1.1 系统作用
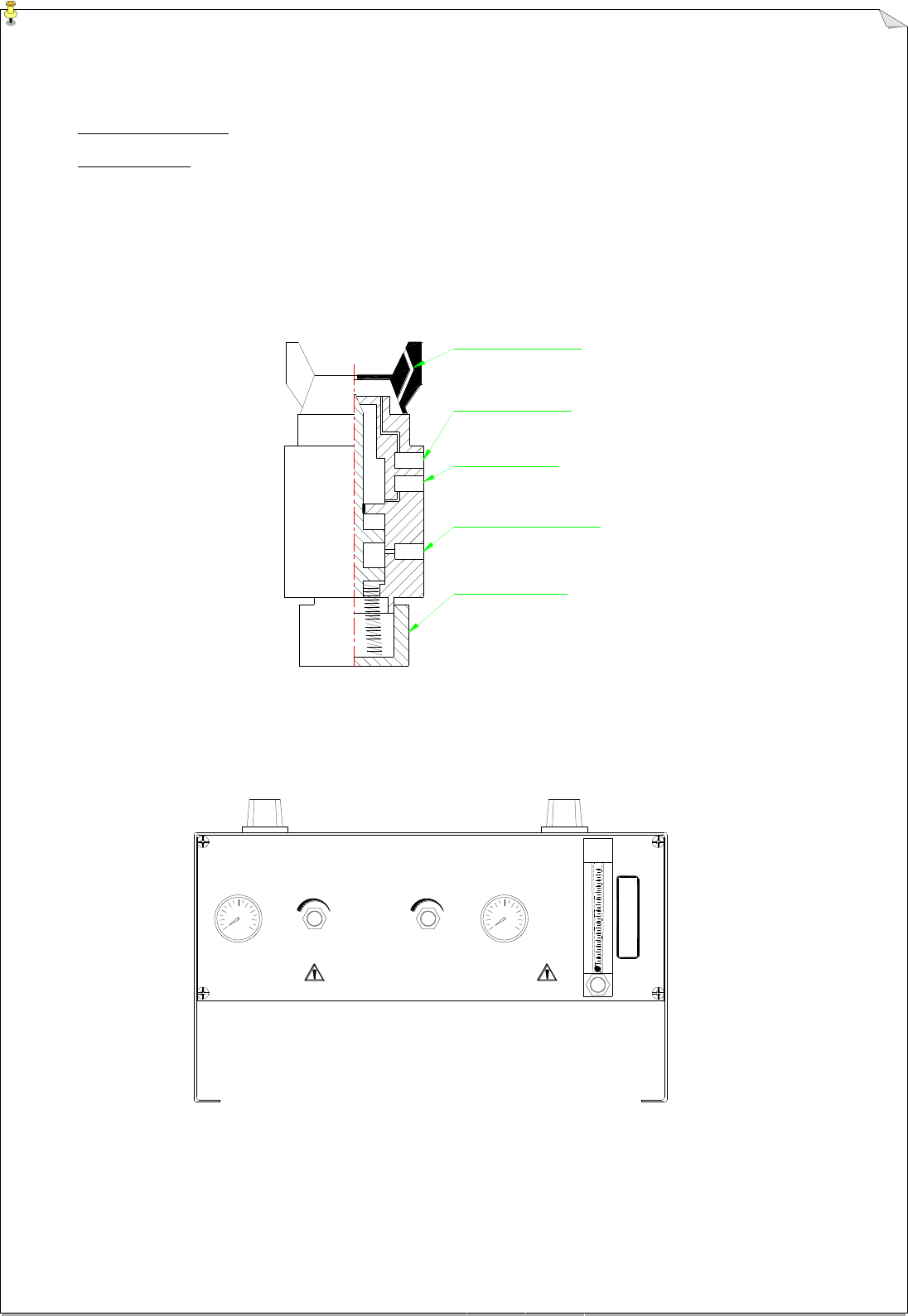
本机推荐使用免清洗助焊剂(用户也可根据实际情况选用其它助焊剂),喷头(见图 8)通过压缩空
气,使助焊剂和空气混合后喷出,并由压缩空气将助焊剂雾化成一定形状。喷头在步进马达的推动下做
往复运动,均匀地将助焊剂喷涂于 PCB 底部,形成一层均匀的薄膜。不工作时喷头针阀关闭,使助焊
剂与外界空气隔离,减少挥发,助焊剂比重保持稳定,且节约助焊剂消耗量。
图 8(助焊剂喷咀)
6.1. 2 控制箱及其功能
在助焊剂喷雾系统部分可供调节的阀共有 4 个,集中装在一个控制箱内(见图 9)。
图 9(喷雾系统控制箱)
1.“喷雾大小”调节阀控制喷射气体的流量,对助焊剂产生引射作用,调大时喷射高度增加,调小时喷
射高度降低。但调得太大,助焊剂喷射到线路板上会产生飞溅,不容易沾到线路板上;调得太小,引
射出的助焊剂太少;
雾化成形空气通道
喷射压缩空气通道(N)
助焊剂入口通道(F)
针阀气缸压缩空气通道(C)
喷雾流量调节旋扭
喷雾气压针阀压力
隔离风刀
喷雾大小
助
焊
剂
流
量
注意
易燃品
隔离风刀
禁止关闭
劲拓电子设备有限公司 第 8 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
2.“喷雾气压”调节旋钮控制喷射压力(一般压力值为 0.3Mpa 为宜);
3.“针阀气压”调节旋钮控制喷头内部的针阀开闭,调大会增加助焊剂流量,反之则减少。调得太大助
焊剂太多,颗粒大;太小助焊剂太稀薄(一般压力值为 0.4Mpa 为宜);
4.“隔离风刀”调节阀控制隔离风刀空气流量,可防止助焊剂进入预热系统及把 PCB 板面的助焊剂吹
得均匀分布。
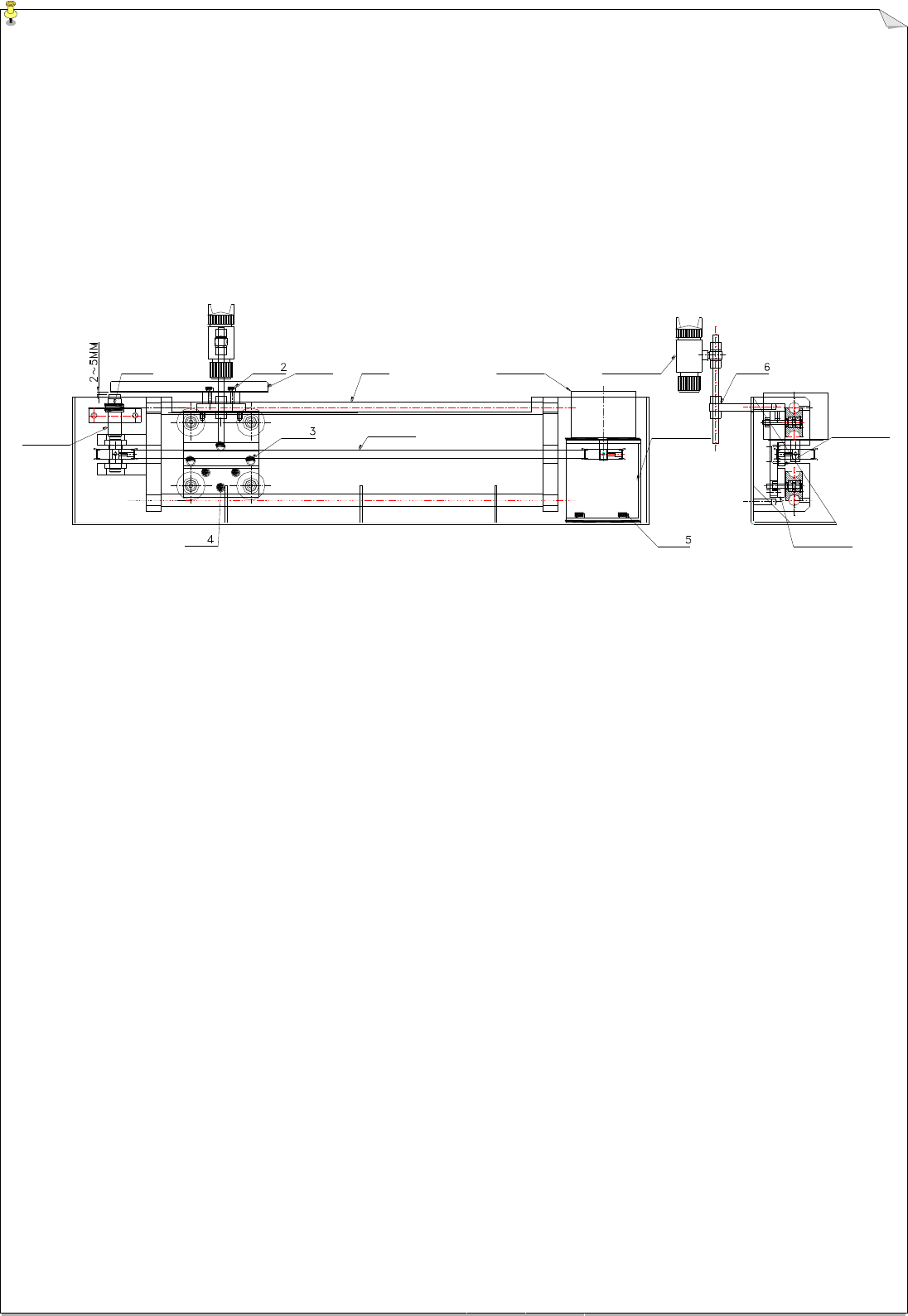
6.1. 3 同步马达驱动系统及调试
图 10(同步马达驱动系统)
1. 螺钉 1:可调节感应开关与感应板之间的距离,建议在 2~5MM 之间调整。松动螺钉 1 还可以与螺钉
2 配合调整喷雾原点。
2. 螺钉 3:松开就可以张紧或换同步带。
3. 螺钉 4:松开可移动活动滚轮板,从而可以调整滚轮与导杆之间的间隙。
4. 螺钉 5:松开可以移动同步马达座,从而达到张紧同步带的目的。
5. 螺钉 6:可调节喷头与 PCB 之间的距离,建议值为 80~120MM。
6.1.4 注意事项
1. 本机的喷雾系统具有自清洁功能:每次喷雾结束时,控制系统会自动将助焊剂通道关闭,但压缩空气
及助焊剂雾化系统仍保持开启 1 秒钟左右,以便把残留在喷咀上的助焊剂吹干净,保正喷咀上的针孔
清洁畅通;
2. 计数用光电开关(位于喷雾箱前面)应经常保持清洁。每天下班后,用软布浸少许酒精擦拭光电开关
镜头表面,以免积垢太多,影响检测;
3. 喷雾控制箱上的各个调节阀调好后不要随意变动,非本机操作人员不要操作机器,以免引起喷雾不良。
螺钉1
螺钉
螺钉
螺钉
感应开关
螺钉
螺钉
同步皮带
导杆
步进电机
同步马达座
活动滚轮板
同步带压板
助焊剂喷头
感应板