WS-350波峰焊用户手册 - 第35页
劲拓电子设备有 限公司 第 10 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 图 11 (波峰 1 ) 波峰 2 锡 泵喷出平稳的锡波 进一步修整已 被润湿但形状不 规整的焊点 , 使之完美。 波峰高度由 控制锡 泵电机转速的变 频器调节。 04 05 03 01 02 图 12 (波峰 2 ) 6.3.2 波峰形状调节 通过调节波 峰 2 锡 泵, 可喷出不同形状 的波峰, 以适应不同 类型的 PC…
劲拓电子设备有限公司 第 9 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
6.2 预热器系统
6.2.1 系统作用
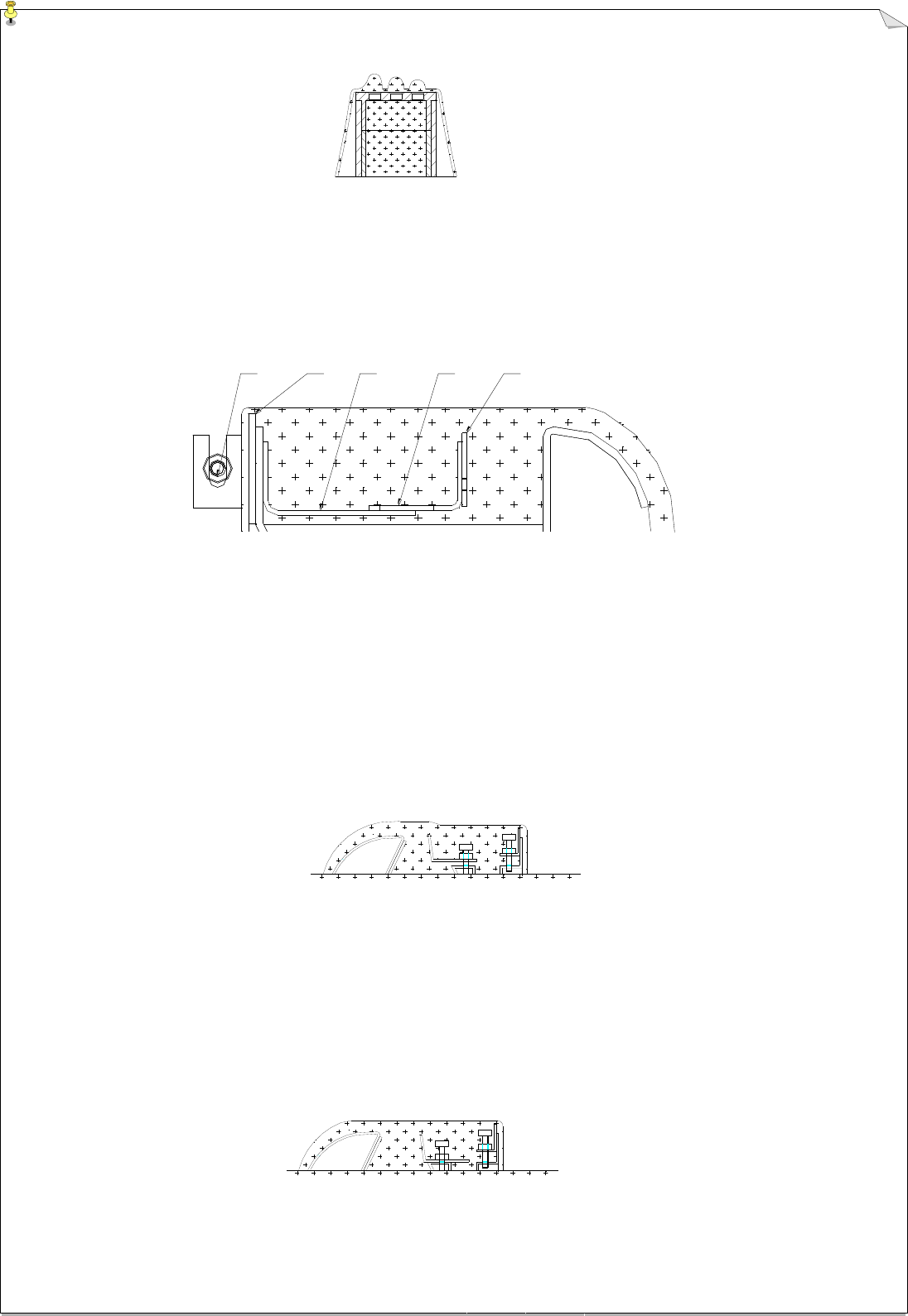
预热器是由耐高温不锈钢制成的加热箱体。发热管置于加热箱内,通电时对经过上方的 PCB 进行预加
热,使底部的助焊剂活化,除去焊点处金属表面及元件脚上的污染物(氧化物、油污等),让助焊剂发挥最
佳助焊效果;同时将助焊剂内所含水份蒸发、除去挥发溶剂,抑制焊锡时气泡的产生。另外,PCB 及元件温
度的提高,有助于减少 PCB 板焊接时的变形和元件因温度提升过快而损坏。
6.2.2 系统的维护与保养
1. 经常注意电源电压是否正常,过高的电压会引起发热管过热而烧坏;
2. 当预热器温度因异常而过高时,控制回路会自动将预热器电源切断,并报警指示,以保护温控及加热
器件。
3. 若运行中,温度控制表的显示温度值比设置的温度值超过太多,不能趋于稳定,则可能是无触点开关
已击穿,或者发热管已被烧断,应给予更换,并检查原因;
4. 定期用温度测量仪测试 PCB 基板底部的温度,以保证最佳的焊锡效果;
5. 经常清理沉积在预热箱底部的杂质(可将预热器的活动底板从后部抽出进行清理);
6. 定期检查电线是否老化,以防漏电。
7. 在运行中,若发现温度变化较大或温度控制不住,则检查热电偶屏蔽线是否接触良好。
6.3 焊接系统
6.3.1 系统作用
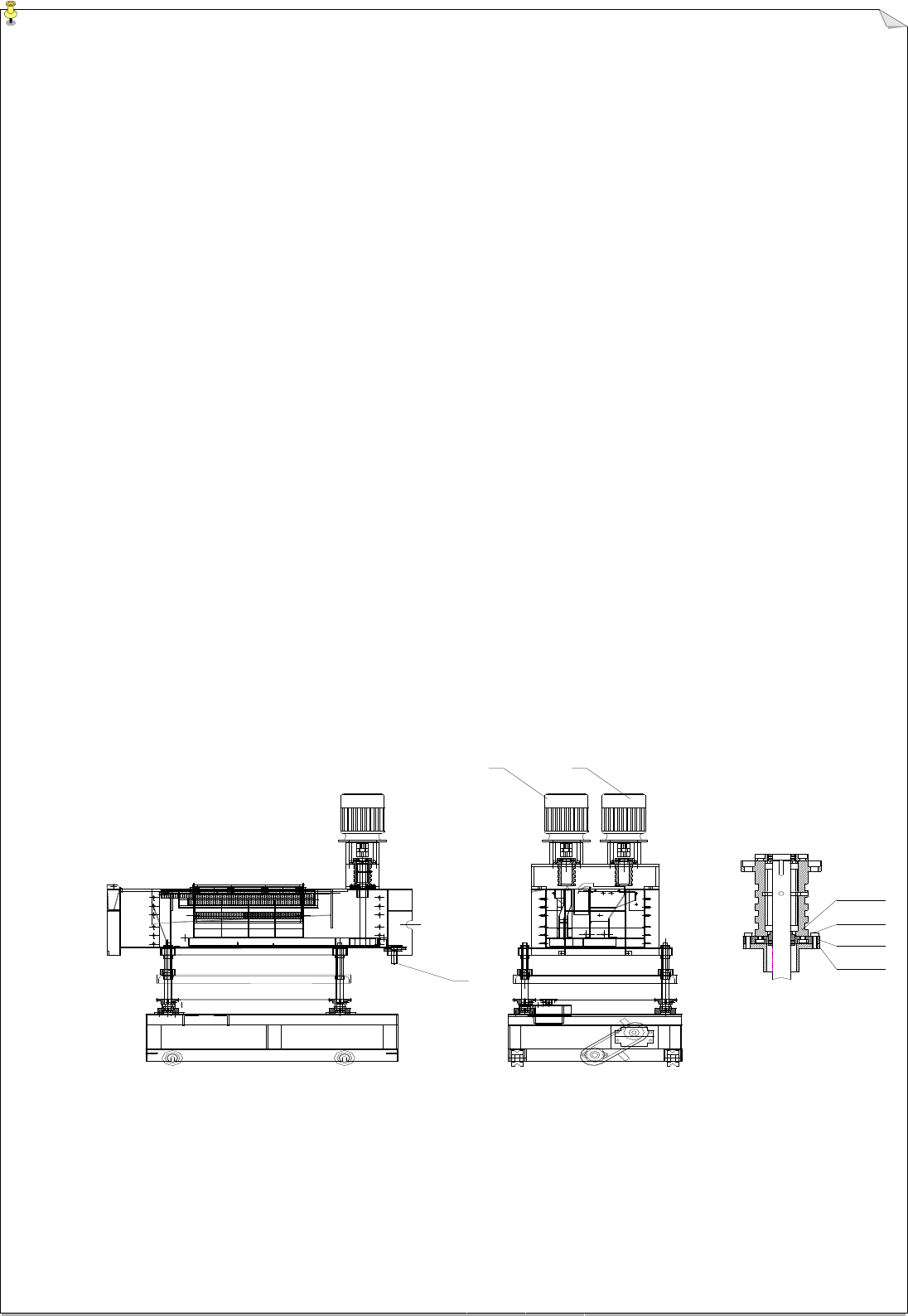
双波峰焊锡炉由波峰 1 锡泵、波峰 2 锡泵、焊锡炉胆及小车组成(见图 10)。在右边的小图中表示了
最新的防氧化装置,包括密封板和支座。
波峰2
放锡嘴
波峰1
螺钉
支座
密封板
轴承座
图 10(锡炉系统)
波峰 1 锡泵喷出柱状的紊流波,其作用主要是冲刷掉 PCB 板底部贴片元件及各焊点元件引脚因“遮
蔽效应”而滞留在其背后的助焊剂,让焊点得到可靠的润湿。
劲拓电子设备有限公司 第 10 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
图 11(波峰 1)
波峰 2 锡泵喷出平稳的锡波进一步修整已被润湿但形状不规整的焊点,使之完美。波峰高度由控制锡
泵电机转速的变频器调节。
0405 03 0102
图 12(波峰 2)
6.3.2 波峰形状调节
通过调节波峰 2 锡泵,可喷出不同形状的波峰,以适应不同类型的 PCB。其原理是调节其中的导向板,
改变喷锡口的宽窄,使波峰形状发生变化。
调节导向板,使喷口变窄,波峰 2 会变成图 13 所示的形状;
图 13(喷口变窄时的波峰 2 形状)
调节导向板,使喷口变宽,波峰 2 会变成图 14 所示的形状;
图 14(喷口变宽时的波峰 2 形状)
劲拓电子设备有限公司 第 11 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
波峰形状的改变能有效的控制 PCB 板的浸锡时间和脱锡角度。
调节挡锡板的螺钉,可使挡锡板上下移动,在 PCB 的传送方向上得到与 PCB 传送速度大致相同的喷
流波。
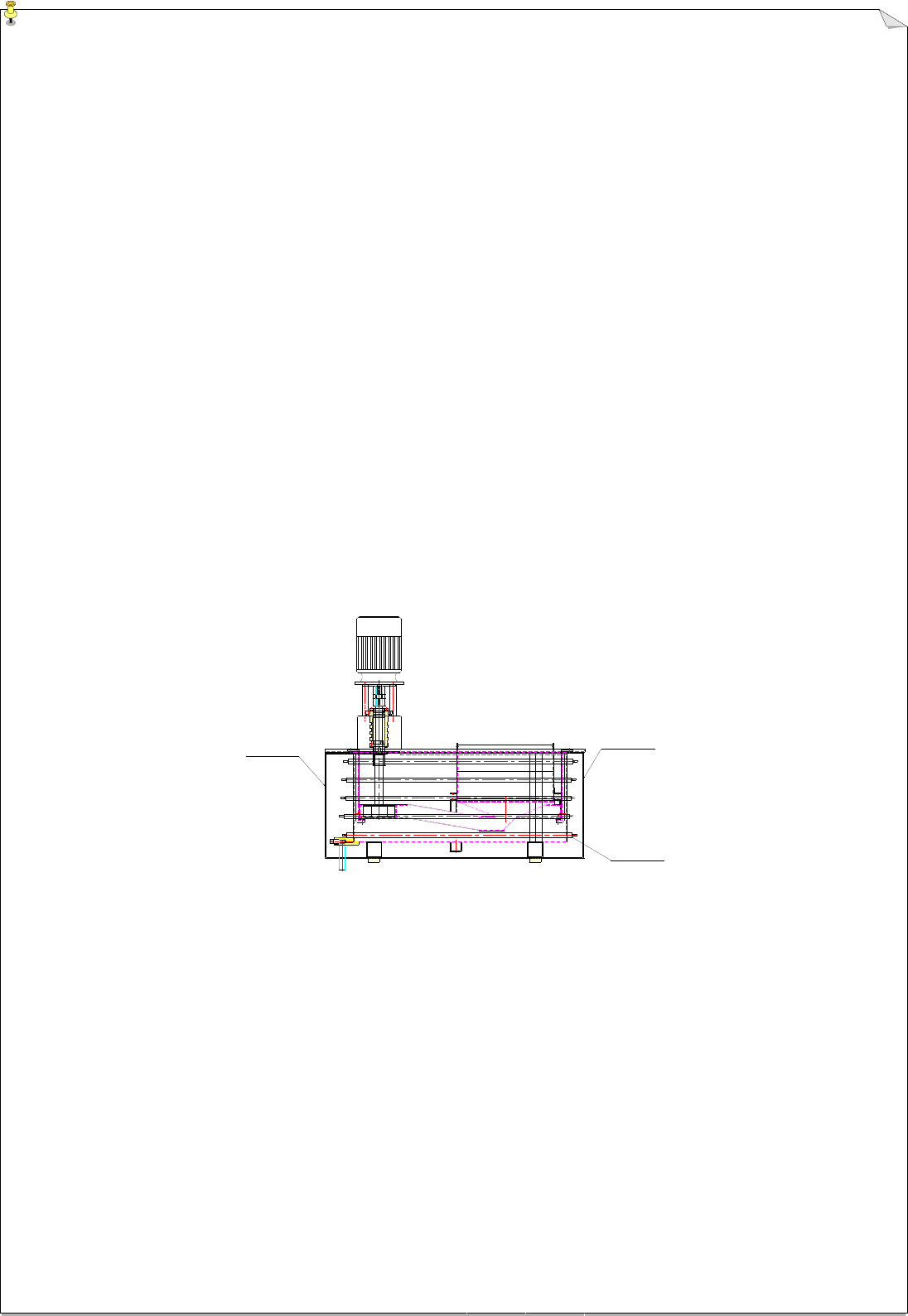
6.3.3 更换焊锡炉的发热管
如果锡炉升到正常工作温度的时间明显变长,则可初步断定锡炉的发热管已部分损坏,须按以下步骤
进行更换:
1. 切断电源,操作锡炉升降进出控制盒,先将锡炉降低或将运输导轨升高;
2. 操作锡炉升降进出控制盒将锡炉移出;
3.将锡炉两侧盖板卸下,取出隔热棉;
4.拆下已损坏的发热管的高温连线,抽出损坏的发热管;
5.换上新的发热管,恢复连线,装回隔热棉;装上盖板;
6.返回锡炉,接上电源线;
7.将锡炉及 PCB 传输导轨调节到正常的工作位置。
图 15(焊锡炉结构)
6.3.4 更换焊锡
如果锡炉内杂质过多或使用到一定的期限,需更换焊锡,请按以下步骤操作:
1. 先将锡炉温度升至约 270°C,然后切断电源;
2. 将放锡嘴打开,放出锡液;
3. 放完锡后,在焊锡还未凝固前,关紧放锡嘴(注意关紧时用力不可太大,稍用力即可),以防流锡;
4. 放入新鲜的锡液。
6.3.5 维护与保养
1. 锡炉底部有一放锡嘴,用于清理锡炉时将锡液排出炉外,应经常检查是否有滴漏;
2. 经常观察锡炉内锡面高度,其液面(指锡泵不工作时的状态)不得低于炉面 15mm;
侧盖板
发热管
侧盖板