WS-350波峰焊用户手册 - 第44页
11 附图 11.1 气动原理图 弯头 Φ 6, PT1/4"(pcs 2) 8 D C 7 6 5 快速接头 Φ 6,1/8" (pcs3) 快速接头 Φ 6,PT1/8"(pcs 6) 三通 弯头 Φ 8, PT1/4"(pcs 2) 4 3 2 1 D C 8 B A 5 6 7 比例 件数 WS-350PC(冠捷)气动原理图 3 4 2 DESIGN CHKD. APPD. 未注公差按 I…

劲拓电子设备有限公司 第 18 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
10.用户注意事项
警告
:
○ 本设备只能由专业维护及维修人员或培训合格的人员进行操作
○ 通电之前, 应确认外接输入电源与该设备的额定电压及电流相符
○ 本设备内含高温装置及机械传动, 操作时应注意人身安全
○ 本设备所用助焊剂及清洗剂属易燃品, 须配备必要的防火设施
注意事项
:
1. 操作本设备前请仔细阅读本用户手册;
2. 请按本手册第 9 章(第 41 页)对本设备进行维护与保养;
3. 请不要把本设备安装在电磁干扰源附近;
4. 勿改变本设备电控箱内的软体及硬体设置;
5. 请妥善保管本手册,以便维护保养及检修时查阅;
6. 波峰焊机两端必须加强制抽风,抽风管道的空气流量以 15 立方米/分钟以上为佳。
7. 通电前,请按 5.1 节(第 9 页)对设备进行详细检查;
8. 如焊接效果不佳,请参照第 7 章(第 39 页)进行改善处理;
9. 如机器出现故障,请参照第 8 章(第 40 页)进行处理,或与劲拓公司售后服务部联系。
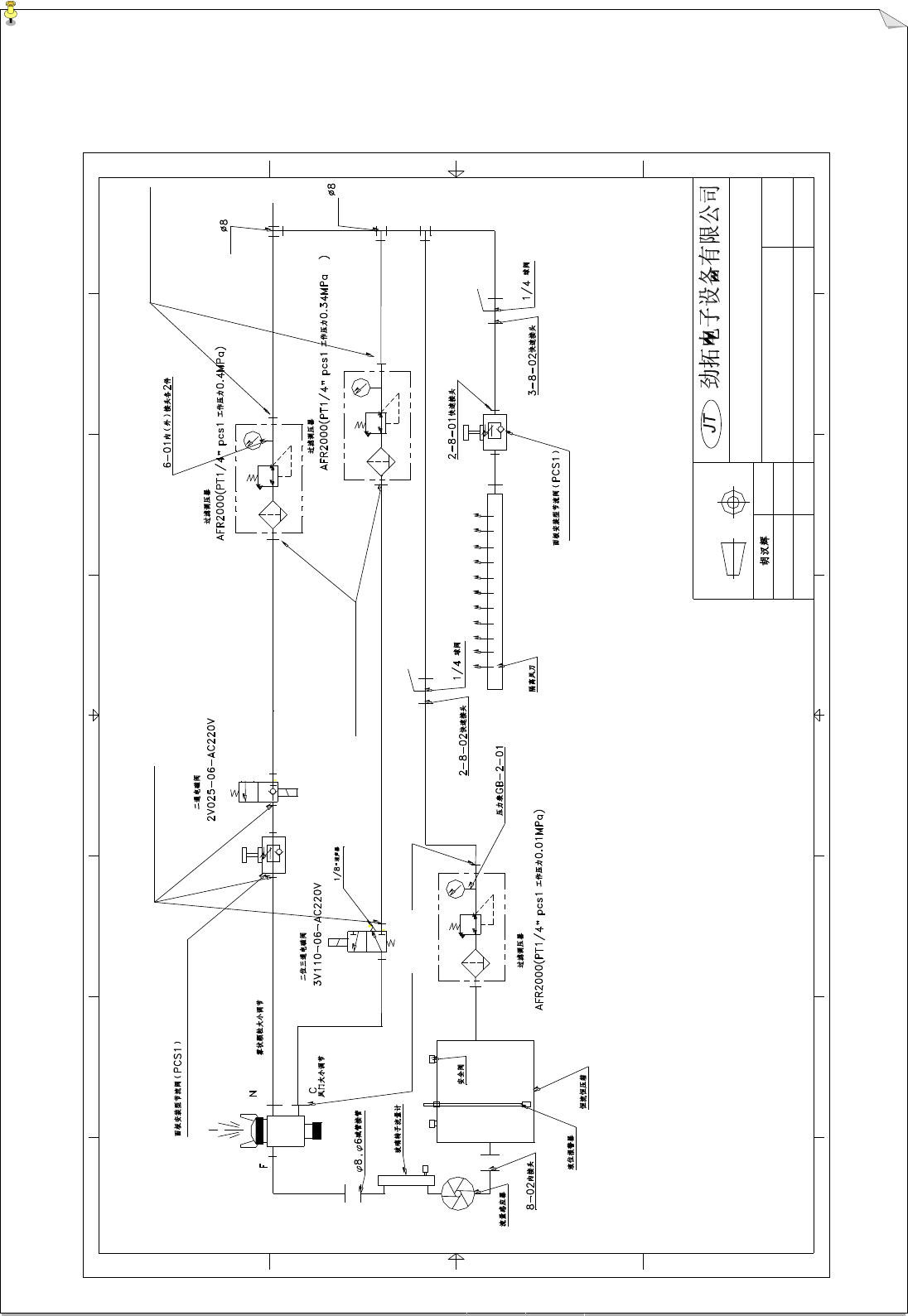
11 附图
11.1 气动原理图
弯头
Φ
6,
PT1/4"(pcs 2)
8
D
C
7
6
5
快速接头
Φ
6,1/8" (pcs3)
快速接头
Φ
6,PT1/8"(pcs 6)
三通
弯头
Φ
8,
PT1/4"(pcs 2)
4
3
2
1
D
C
8
B
A
5
6
7
比例
件数
WS-350PC(冠捷)气动原理图
3
4
2
DESIGN
CHKD.
APPD.
未注公差按
IT12
执行
DATE
DATE
DATE
DWG NO.(SUB-DIR FILE NAME)
图号
材料
MATL
1
B
A
1:2
SCALE
PCS
三通
快速接头
Φ
8,1/8" (pcs1)
"
"
劲拓电子设备有限公司 第 1 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
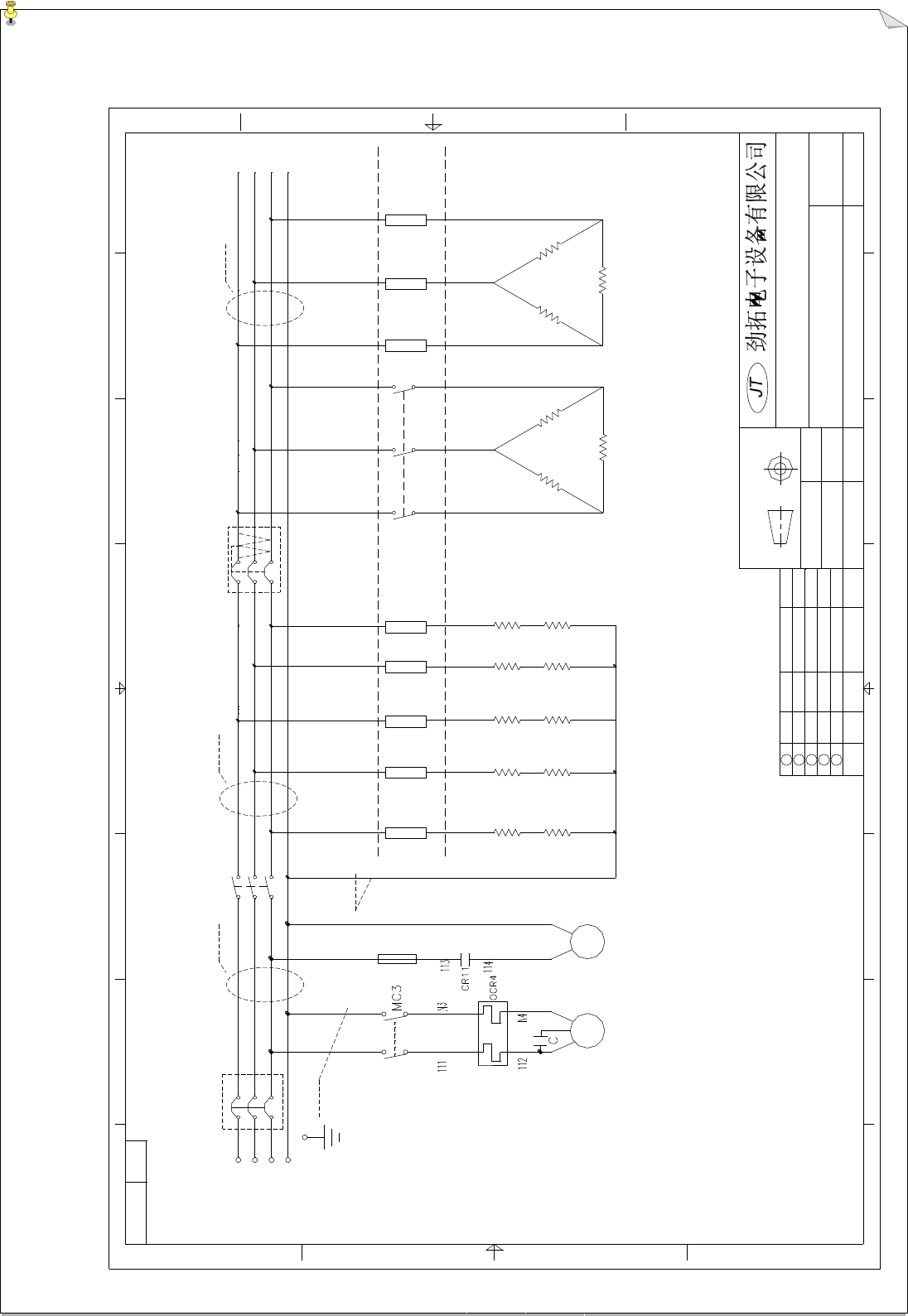
11.2 电路图
M1
M2
B
郭泽军
未注公差按
IT12
执行
8
7
A
审核
CHKD.
处数
6
5
标记
Ⅰ
4
更改单号
签字
批准
APPD.
日期
Ⅴ
Ⅲ
Ⅱ
Ⅳ
设计
DESIGN
制冷抽风机
制冷压缩机
6.6KW(
预热二
)
550W x 12
550W x 16
8.8KW(
预热一
)
N
1KW x 2
2KW(
热补偿
)
A
WS-350PCB\ELE\01
日期
DATE
2
3
日期
DATE
MATL
材料
1
件数
PCS
WS-350PC -B
波峰机电气控制图
01
DWG NO.(SUB-DIR FILE NAME)
日期
DATE
2004/07/16
图号
SCALE
比例
6KW
(下层)
锡加热
1.0KW x 6
6KW(
上层)
锡加热
1.0KW x 6
N
32A/380V/3P
耐高温线
PHT1-1
PHT1-2
PHT2-1
PHT2-2
HT3
101
301
201
302
202
C
FU1/3A
地线
T1
S1
R1
4mm2
线
T1
S1
SSR3
SSR1
SSR2
T1
T1
T1
L1
L1
L1
SSR8
SSR4
T1
T1
L1
L1
SHT1
SHT2
204
104
304
103
303
203
B
T4
S4
R4
T4
R4
S4
SSR5
T1
MC2
L1
SSR7
SSR6
T1
T1
L1
L1
C
4
5
6
7
8
D
R
3P 380V/60A
T
S
T0
S0
R0
NFB
版本号
1.1
T1
S1
MC1
R1
ELB1
1
2
3
D
T4
S4
R4
6mm2
线
2mm2
线
12mm2
线
4mm2
线
12mm2
线
12mm2
线
注
:
本套图纸未注明线径采用
0.5mm2
多芯线
,AC
火线用黄色
,
零线用绿色
;DC
正极用红色
,
负极用黑色
;
地线用黄绿色