WS-350波峰焊用户手册 - 第9页
劲拓电子设备有 限公司 第 8 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 4 .机器安装与调校 4.1 工作环境及条件 1. 本设备 应放置在地 面平坦、干燥通风的 厂房内; 2. 工作环 境温度应在 5~45 ℃之间 ; 3. 工作环境湿度应 在 20~95 %之间; 4. 使用具有 380VAC ( 60A )稳定 电压的三相 四线制电源(保 证接地良好); 5. 使用经过净化处理 的 0.5~…
劲拓电子设备有限公司 第 7 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
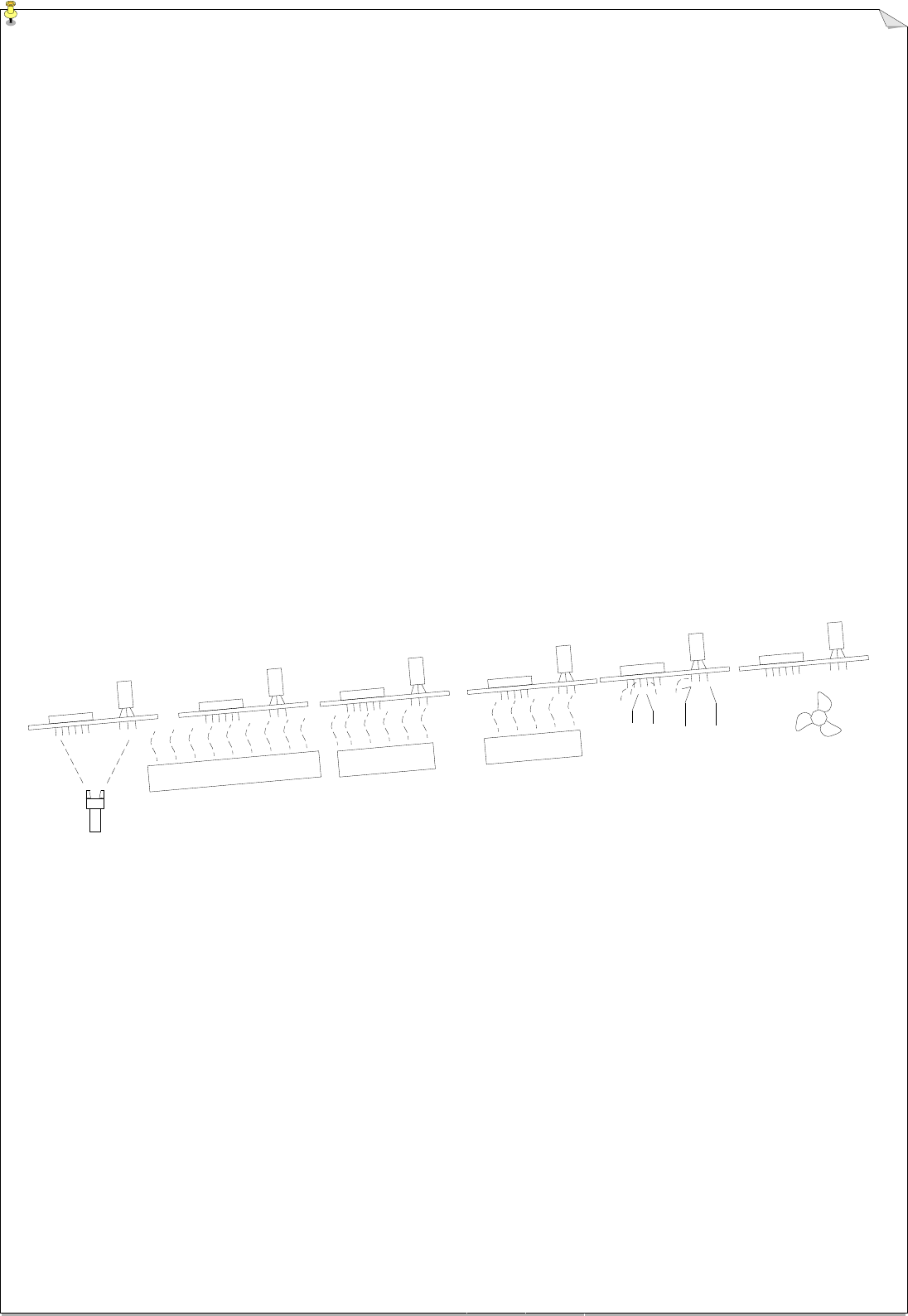
喷涂助焊剂 预加热 浸波峰焊锡预加热 温度补偿 制冷
3.工作流程
波峰焊机工作流程如图 2 所示。
已插上或贴完元器件的 PCB 电路板,首先由机器入口处的接驳装置以一定的角度和速度送入波峰焊
机内,然后被连续运转的钛爪夹持,依次完成涂覆助焊剂、第一预加热、第二预加热、温度补偿,第一波
峰焊锡、第二波峰焊锡,制冷及冷却的工艺流程。最后,由钛爪拖链将已焊接完的 PCB 板送出。
在预加热阶段,助焊剂活化,挥发物被去除,PCB 焊接部位被加热到润湿温度,同时,由于元器件温
度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB 表面的温度应在 80~150℃之间为宜。
温度补偿阶段,经补偿后 PCB 在进入锡炉减小热冲击。
第一波峰是由狭窄的喷口喷出的“湍流” 波峰,流速快,对 SMT 元器件有较高的垂直压力,使焊锡
对尺寸小、贴装密度高的焊点有较好的滲透性,并克服了元器件的复杂形状及“阴影”效应 带来的不良
影响;同时,湍流波向上的喷射力可以使焊剂气体顺利排出,大大减少了漏焊、桥接及焊缝不充实等缺陷。
第二波峰是一个“平滑”波,焊锡流动速度慢,出口处的流速几乎为零,所以它能有效去除端子上的
过量焊锡,使所有的焊接面润湿良好,并能对第一波峰所造成的拉尖和桥接进行充分的修正。
制冷系统使 PCB 板的温度急剧下降可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
图 2(焊接流程)
劲拓电子设备有限公司 第 8 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
4.机器安装与调校
4.1 工作环境及条件
1.本设备应放置在地面平坦、干燥通风的厂房内;
2.工作环境温度应在 5~45℃之间;
3.工作环境湿度应在 20~95%之间;
4.使用具有 380VAC(60A)稳定电压的三相四线制电源(保证接地良好);
5.使用经过净化处理的 0.5~0.8MPa 的工业气源。
6.
波峰焊机两端必须加强制抽风,抽风管道的空气流量以
15
立方米/分钟以上为佳。
4.2 设备安装
1. 开箱后将本机落位,装上入口接驳装置(两件应分左右);
2. 根据本机与前后工位设备的接驳情况,将其调整到适当的位置;
3. 升高并调整机架底部的固定脚杯,使机架成水平状态;
4. 调整焊锡角度(详见 4.3 调校部分),一般情况下以 5.5°为宜,但可根据 PCB 板的设计与焊锡要
求等实际情况,灵活掌握;
5. 调整锡炉的高度,使用锡炉升降控制盒,调整锡炉的高低。喷嘴到链爪距离一般为 5mm~10mm;
6. 调整导轨的宽度。在电脑主画面上先校正当前的实际宽度,然后在参数表中输入所需 PCB 板宽在
返回的主画面上按下轨距开关即可。使链爪能夹持 PCB 板,但不可太紧,用手推动 PCB 板应能沿
运输方向滑动自如;
7. 接入电源(3P,380VAC,60A)、气源(将气压调至 0.5MPa);
8. 将助焊剂供给管放入助焊剂桶内。
注
:
在每次更换完助焊剂时请在操作面板上打开喷雾选项按下一次
[
更换助焊剂
]
以便启动助焊剂供给系统
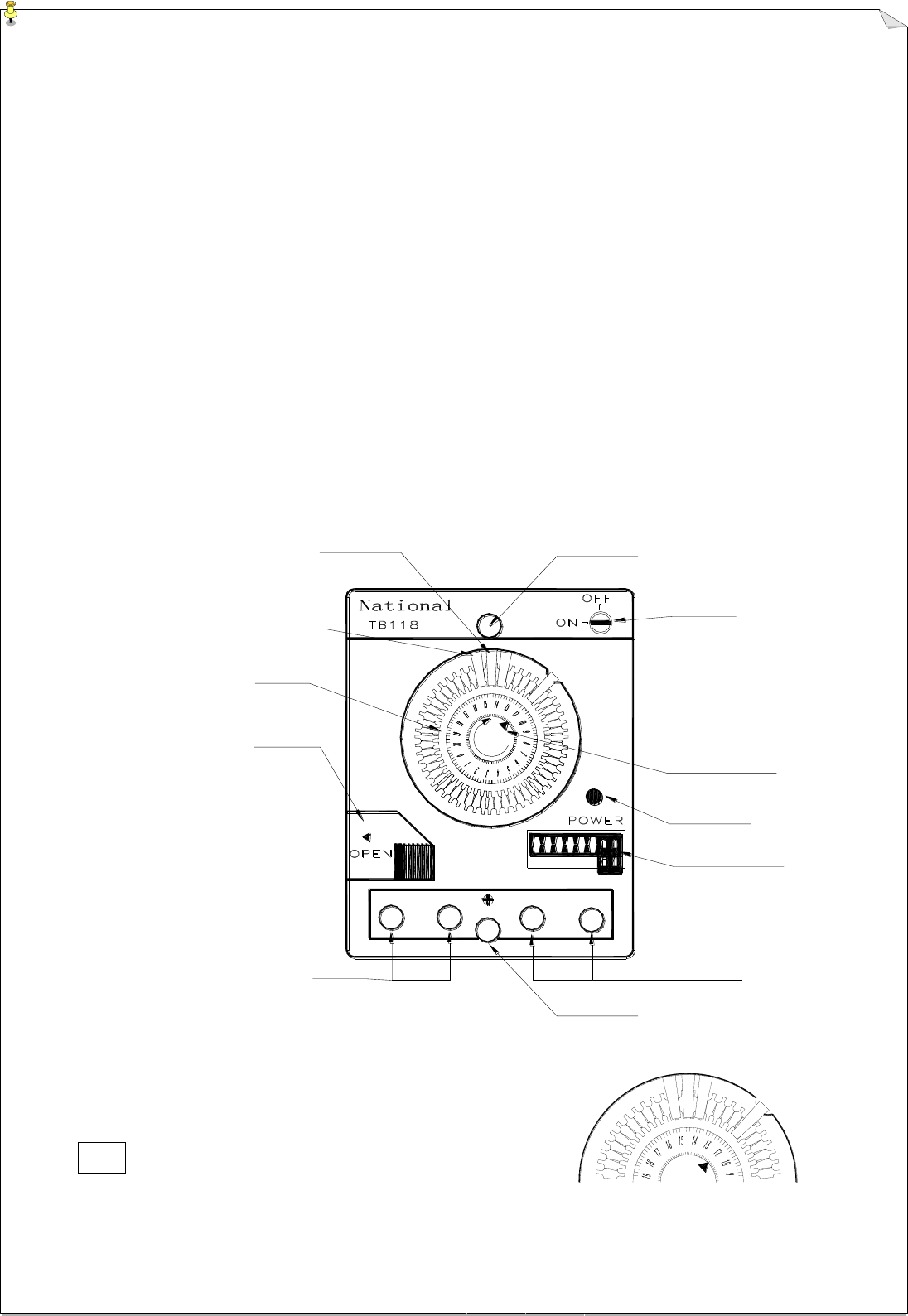
4.3 调校(参见图 1)
1. 手轮 2:此手轮调整运输系统导轨的倾斜度,从而使焊锡角度得到调节(注意:当调低焊锡角度时,
应先将锡炉降低以免顶碰链爪而损坏机器);
2. 手轮 1:旋转此手轮也可调整运输系统导轨的倾斜角度。如果手轮 1 与手轮 2 配合调节可使导轨上
下平行移动。
劲拓电子设备有限公司 第 9 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
ON
OFF
OFF
ON
本体安装孔
通电设定柄
(红色)
断电设定柄
(白色)
电池盖板
刻度盘
电源端子
输出端子
通电指示灯
(绿色)
预备设定柄插入处
接通/关断
切换钮
现在时刻显示部分
本体安装孔
ON
OFF
OFF
ON
5.操作说明
5.1 通电前检查
1. 检查供给电源是否为本机额定的三相四线制电源;
2. 检查设备是否良好接地;
3. 检查锡炉内锡容量是否达到要求;
4. 检查气压是否调整为需要值;
5. 检查紧急挚(机器正面左上角及右上角红色按钮)是否已弹起;
6. 查看本用户手册有关警告及注意事项部分的说明,确认整机调整已经完成。
5.2 参数设置
5.2.1 时间制的设置(机械式或电子式)
5.2.1.1.1
各部名称
(
机械式
)
5.2.1.1.2
动作时刻的设定
〇请将设定柄设定至希望的时刻。
请将设定柄插入刻度盘上希望的刻度上。
在希望接通电源的时刻插入红色的设定柄。
注意
请务必将设定柄牢靠地插入至里面。
另外,通电设定柄与断电设定柄必须交替设定。
〔例〕右图的场合
○在
12
点钟时接通电源
14
点钟时关断电源