SER09989020_YV100II Service_J.pdf - 第41页
3 - 20 SER09989020 調整 第 3 章 1 1.2.3 ロケートピン基準 基板を搭載位置へ固定するときの基準位置となる座標です。移動カメラを使って 固定ロケートピンの中心をティーチングします。 1 ロケートピンを上昇させます。 1. 「 3/4/C1 出力モニター」を選択実行します。 2 . カーソルを「 TN03」 (ロケートピン 1 )に合わせ、 [ENTER] キーを押しま す。 「 TN03」 の出力表示は、ロケ…
3-
19
SER09989020
調整
第
3
章
1
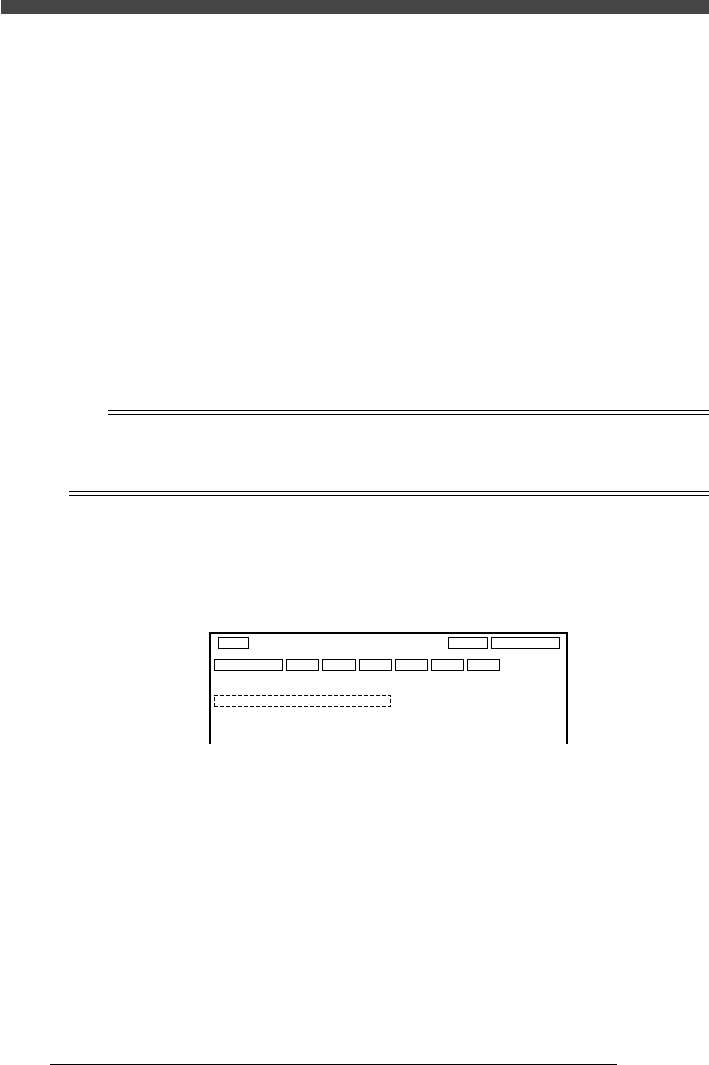
1.2.1 FINE角度
シングル認識カメラ(オプション)でFINE モード認識を行う際に、角度の収
束範囲を指定します。0.01から0.04 まで4段階に設定できます。調整は最小の
0.01で行い、実際の使用は 0.02∼0.04 に設定します。[INS] [DEL] [スペース]
キーを押すと、設定が切り替わります。
60943113-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機位置
廃棄位置
YZ
編集中
0.00
0.00
0.00
900.00
195.76
195.76
430.84
76.45
77.27
77.27
344.29
115.14
R
フィーダー
0.00
0.00
0.00
0.00
50
種類
0.03
間欠タイプ
廃棄動作
100
編集対象
n
要点
この設定は、オプション構成の「多段階認識」が「標準」か「位置補正付き」の場合のみ正常に機
能します。
より小さな角度を指定すると角度精度は向上しますが、収束せずに部品を廃却したり、収束までに
時間がかかりサイクルタイムに影響する場合があります。
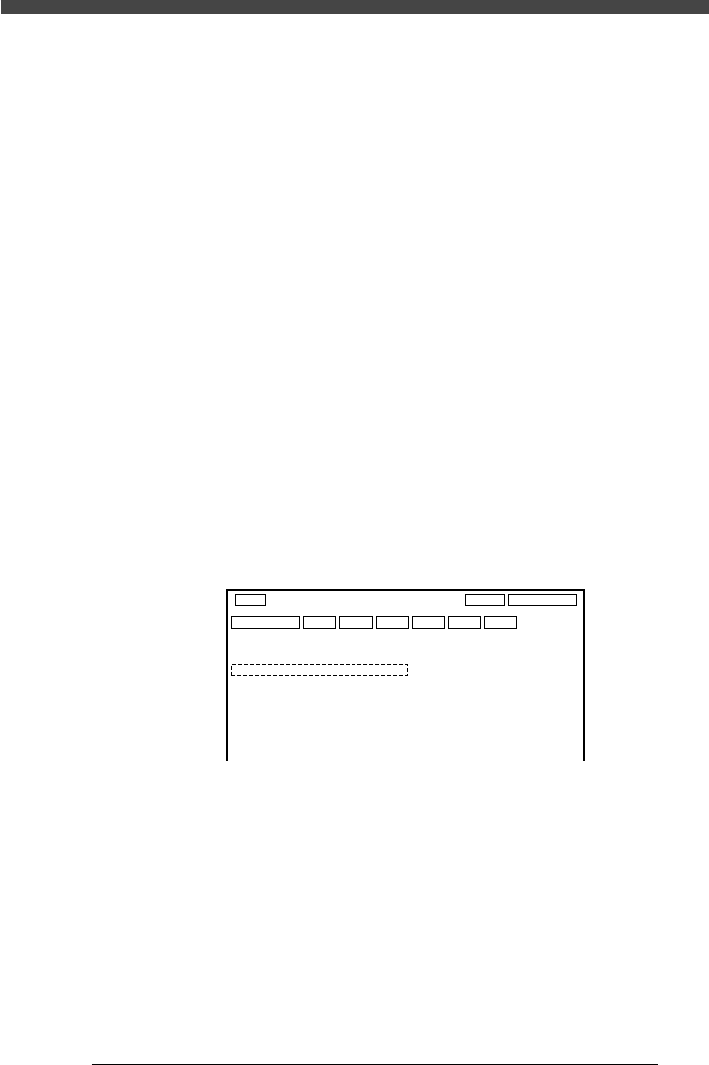
1.2.2 マルチカメラ
マルチカメラY
部品認識の際にヘッド部がマルチカメラ上を動くスピードを表します。この値
は、マルチカメラの照明輝度を考慮して、出荷時に」900 前後に設定されてい
ますので変更しないでください。
マルチカメラZ, R
Z 座標がマルチ2、R 座標がマルチ 1 のカメラの角度ズレを修正するパラメー
ターになっています。通常0.00に設定します。
3 -
20
SER09989020
調整
第
3
章
1
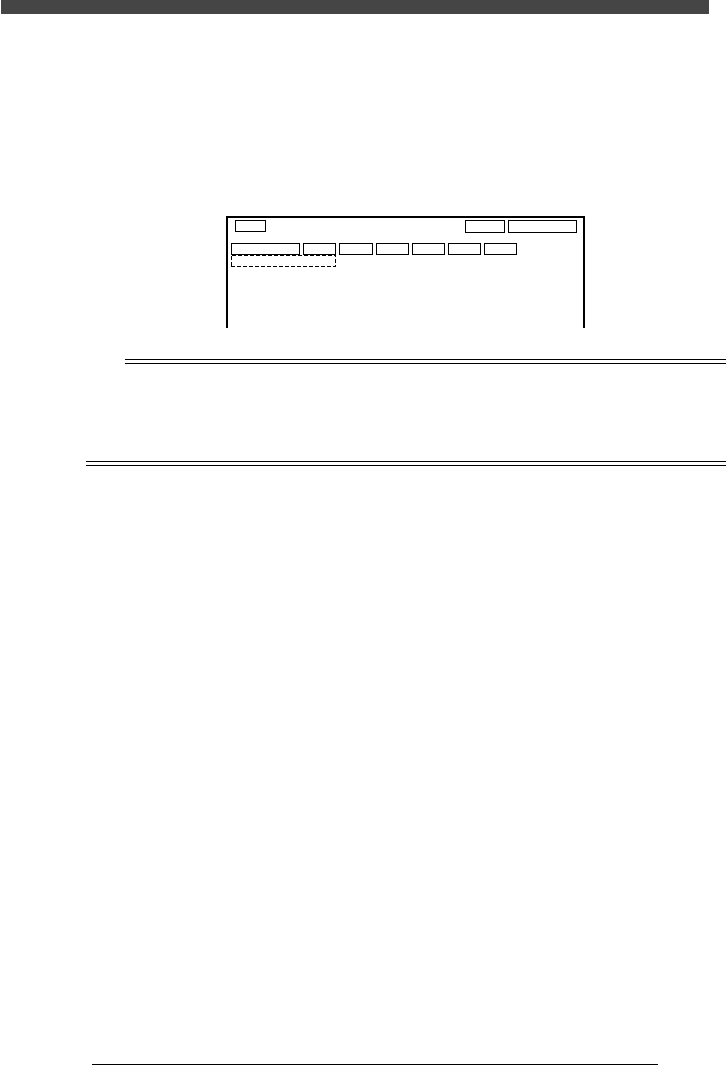
1.2.3 ロケートピン基準
基板を搭載位置へ固定するときの基準位置となる座標です。移動カメラを使って
固定ロケートピンの中心をティーチングします。
1
ロケートピンを上昇させます。
1.「3/4/C1 出力モニター」を選択実行します。
2. カーソルを「TN03」(ロケートピン 1)に合わせ、[ENTER] キーを押しま
す。
「TN03」の出力表示は、ロケートピンが上昇すると "1" に変化します。
2
マシン調整モードに入り、「3/3/B4 ティーチング実行条件」
を指定します。
ティーチングユニットは「カメラ」、運転速度は「どれを選択してもかまいま
せん。
参考
マシン調整モードでティーチング実行条件を指定する場合、運転速度はどれを選択しても、安全の
ため最初は最低速度(SPEED 5=20)に設定されます。速度を変更するには、ティーチング実行条
件を指定した後、YPUの [SPEED] キーを押してください。
3
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
4
カーソルを「ロケートピン規準」の「X」に合わせます。
60943114-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機位置
廃棄位置
YZ
編集中
0.00
0.00
0.00
900.00
195.76
195.76
430.84
76.45
77.27
77.27
344.29
115.14
R
フィーダー
0.00
0.00
0.00
0.00
50
種類
0.03
間欠タイプ
廃棄動作
100
編集対象
5
ロケートピンの中心と移動カメラを合わせます。
YPU のジョイスティックを操作して、固定ロケートピンの中心をビジョン
ディスプレイのセンターカーソルに合わせてください。
ヘッド部を微少移動させるときは、YPU の [SPEED] キーを押して低速度を選
択するか、ジョイスティックを移動方向にわずかに傾けるとよいでしょう。
d
3-
21
SER09989020
調整
第
3
章
1
6
ティーチングを実行します。
1. [F10] キーを2回押して、X 座標を入力します。
0
2. 次にカーソルを「ロケートピン規準」の「Y」に合わせます。
3. [F10] キーを2回押して、Y 座標を入力します。
0
7
ティーチングしたデータを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
1.2.4 基板外形基準
基板固定方法を「基板外形基準」にしたときに、ロケートピン基準と比べて位置
がずれることがあります。このズレを求めて、ロケートピンから引いた値をここ
に入力します。通常は「ロケートピン基準」と同じ値を入力しておきます。
60943115-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面/固定トレイ
両方向認識オフセット
同時吸着範囲
QFP装着浮代
チェンジタイマー/ソクド
YZ
編集中
0.00
0.00
0.00
16.95
0.30
900.00
195.76
195.76
430.84
76.45
0.00
0.30
100.00
77.27
77.27
344.29
115.14
0.76
0.30
200.00
R
フィーダー
0.00
0.00
0.00
0.00
16.95
-0.01
1.00
50
種類
0.03
間欠タイプ
廃棄動作
100
4.00
編集対象