00196996-04_MM_SX12_V2_chs - 第13页
前言 1.1.9 激光等级 准备工作 ...... 预防性维护 SIPLACE SX1/SX2 V2 13 ► 测试上锁程序: 上锁程序可以简单地通过按下 START (开始)按钮进行测试。 ► 要恢复贴片机的操作必须执行以下步骤 。 ► 检测工作区域。经授权人员应当移除所 有工具并重新安装所有安全装置。 ► 通知所有受影响的员工。 ► 在移除即使仅仅一只挂锁或一个标牌之 前,应通知受影响区域中的所有工 人贴片机即将被重新启 动。 ► …
前言
准备工作 ...... 1.1.9 激光等级
12 预防性维护 SIPLACE SX1/SX2 V2
1.2
1.2 准备工作......
准备工作 ......
目标和范围
如果没有其他说明,在执行任何预防性维护作业、变更作业或维修作业前必须执行一次上锁和挂牌程序
并且必须挂放一个警告标牌。如不需要关闭贴片机,将有清楚的说明。
正确遵循此程序将排除员工受伤的危险。
说明
出现任何需要隔离、控制和释放能量的情况时,均必须遵循以下程序。
► 通知受影响的员工。
► 关闭贴片机和所有附属器件。执行所有正常的停机程序。
⇨ 按下 STOP (停止)按钮。
⇨ 关闭工作站计算机。
⇨ 在主开关处关闭贴片机。
► 断开贴片机的所有能量源。
⇨ 关闭压缩空气供给。
⇨ 关闭主电源供电。
► 为贴片机上锁。
⇨ 在所有可能的地方安放挂锁 (例如,主电源开关或电机接触器处)。
► 备选方案:挂放警告标牌
如果贴片机可以被上锁就一定要上锁。然而,在某些情况下在能源隔离器件上是无法安放挂锁的。
在这些情况下,能源隔离器件上必须挂放标牌,以警告员工贴片机已失电,正在进行维修工作。此
标牌或标签必须固定牢靠,必须放置在一个可以让所有人看到的地方,而且仅能由挂放它的人员亲
自取下。
► 释放已储存的能量:
必须以正确方式释放储存在压缩空气供给单元中的能量或电解电容中的电能。
⇨ 在关闭贴片机之后,须等待电压和压缩空气释放完毕,以便在无危险的情况下执行作业。
提示
其他安全措施
这些程序代表了在执行预防性维护作业和维修作业时贴片机上最低的上锁 / 挂牌要求。任何其
他安全完成作业所需的保障措施将由设施管理者、安全主管、安全委员会和保健部门负责指
定。
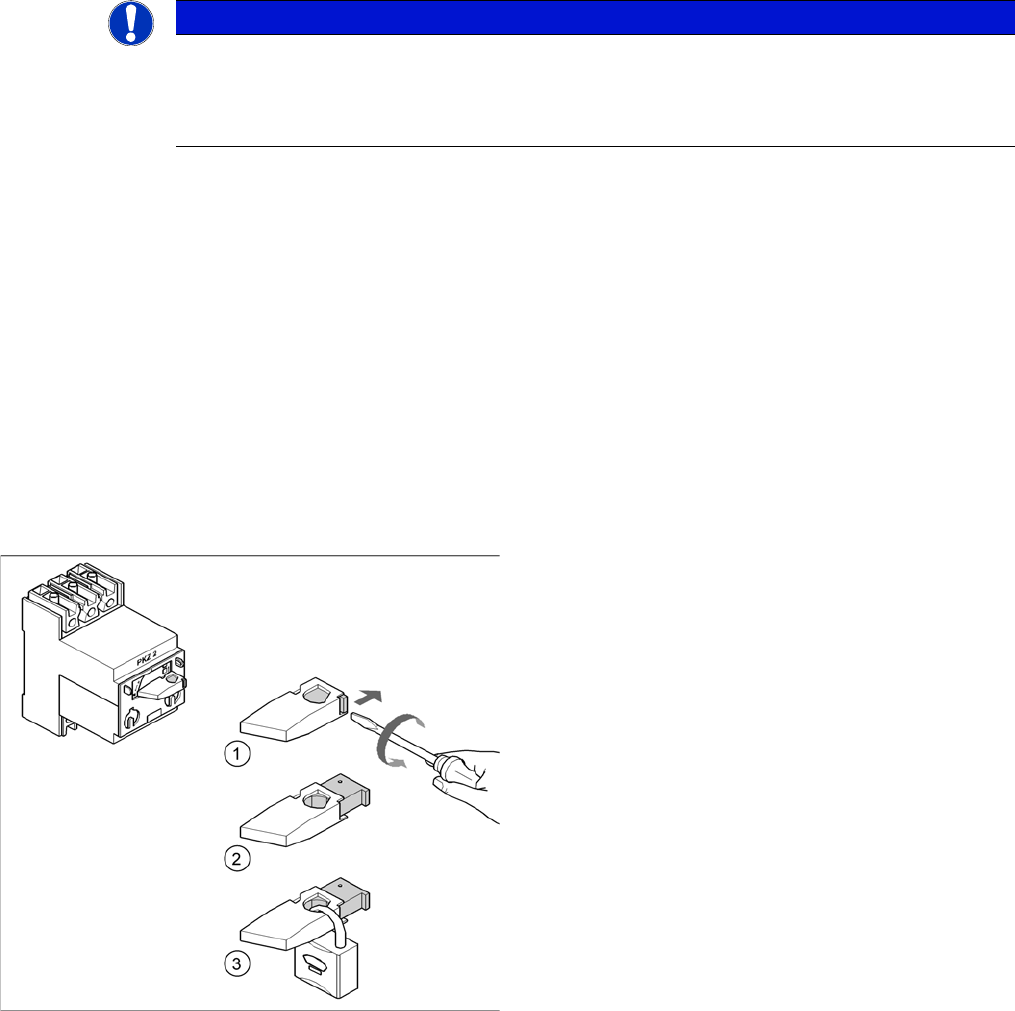
示例:在电机接触器上安放一只挂锁
► 逆时针转动操作杆 (1)。
► 用螺丝刀将锁定凸耳 (2)推出操作杆 (1)。
► 用一只挂锁锁住操作杆 (3)。
前言
1.1.9 激光等级 准备工作 ......
预防性维护 SIPLACE SX1/SX2 V2 13
► 测试上锁程序:
上锁程序可以简单地通过按下 START (开始)按钮进行测试。
► 要恢复贴片机的操作必须执行以下步骤。
► 检测工作区域。经授权人员应当移除所有工具并重新安装所有安全装置。
► 通知所有受影响的员工。
► 在移除即使仅仅一只挂锁或一个标牌之前,应通知受影响区域中的所有工人贴片机即将被重新启
动。
► 移除挂锁 / 标牌
► 每位经授权员工必须移除他自己的挂锁,并将其闭合存放好。
► 启动贴片机。确保经授权员工随即检测操作状况,保证修理工作已正确完成。
测试
维修人员可以在不中断 “ 上锁 / 挂牌程序 ” 的情况下,通过短暂通电对电路进行测试。只有没有任何其
他人员在对被测试设备进行其他作业的情况下才可以执行此操作。
为防止在这些时间里发生对设备的无意操作,必须在所有的远程 START (启动)开关上挂上 “ 请勿操
作 ” 标牌,这一点相当重要。
责任
▪ 维护和维修人员应当负责确保此程序得到严格遵守。
▪ 维护和维修人员的直属上司应当负责督责其人员执行此程序。
▪ 安全主管应当在安全委员会、保健服务部门以及各类主管和副总裁的协助下,负责监管 “ 上锁 / 挂牌
程序 ” 的执行情况。
前言
维护注意事项 1.3.1 小修和大修
14 预防性维护 SIPLACE SX1/SX2 V2
1.3
1.3 维护注意事项
维护注意事项
参阅 :
1.1.7 有关维修工作的安全说明 [ ➙ 9]
1.3.1
1.3.1 小修和大修
小修和大修
生产设备维护工作的安排应当符合生产进度表和其他组织环境所规定的基本条件。维护工作的具体实施
也应当考虑到受过培训且获得授权可以执行 SIPLACE 维护工作的员工配备情况。
要使 SIPLACE 维护作业能在日常工作程序中更加容易的开展,这本 《SIPLACE 维护手册》对每项维护
任务的复杂程度进行了标示。因此,所有维护任务被划分为 “ 小型维护 ” 和 “ 重大维护 ” 两种。
小型维护
“ 小型维护 ” 中包括了每周维护任务。每隔一周执行的维护任务可以按照此 《维护手册》中的指示完
成,因此无需特殊培训。这些任务一般由操作人员负责执行。
“ 小型维护 ” 概括了所有需要每周例行完成的维护任务。在每条生产线上的平均耗时约为 1 个小时,具
体情况因生产线的配置和实施维护作业的人员数量以及他们的熟练程度的不同而有所差异。
小型维护 = 每周例行维护停修,简单任务
重大维护
“ 重大维护 ” 中概括了具有更高复杂性而且一般每隔 6 或 12 个月执行一次的推荐维护任务。执行这些任
务的人员需接受特别培训。
一般而言,这些任务应当由接受过充分培训的操作、维护或维修人员负责执行。“ 重大维护 ” 任务的计
划与实施以 6 与 12 个月为基础 (C&P20 以 3 个月为基础)。重大维护任务的计划一般与生产线中已计
划好的烘烤炉的重大维护相关联。
重大维护 = 3 个、6 个、12 个月的维护间隔,复杂任务
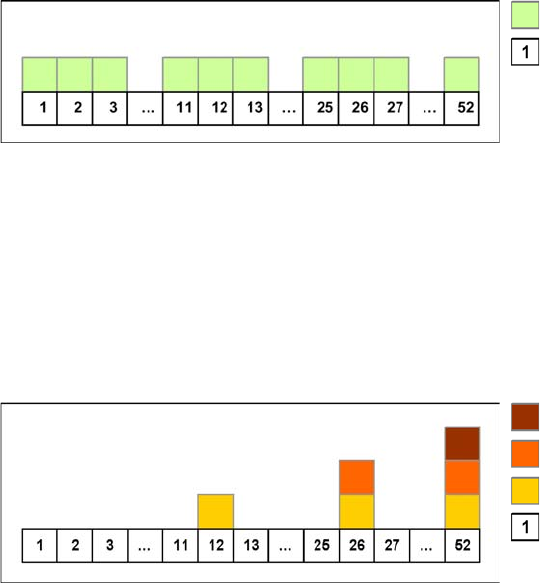
每周例行维护任务
周
每 12 个月一次的维护作业
每 6 个月一次的维护作业
每 3 个月一次的维护作业
周