ZS供料器用户操作手册.pdf - 第61页
2-16 2 Z S ■ 32mm 以上 ZS 电动送料器的压料板 压料板必须平行于压料盖上的刻线,不能有倾斜。若有倾斜,可能会导致料带扭曲。 压料板 32mm以上的ZS电动送料器 压料板与 压料盖的刻线平行 压料板与 压料盖的刻线不平行 65211-KLJ-10 q 剪断载带。 将元件传送到吸料位置之后,先将伸出送料器前端的载带在距离送料器前端 15mm 左右的位置处剪断。 剪断载带,请务必在将送料器安装在贴片机上之前进行。 ■ 纸…
2-15
2
Z
S
0
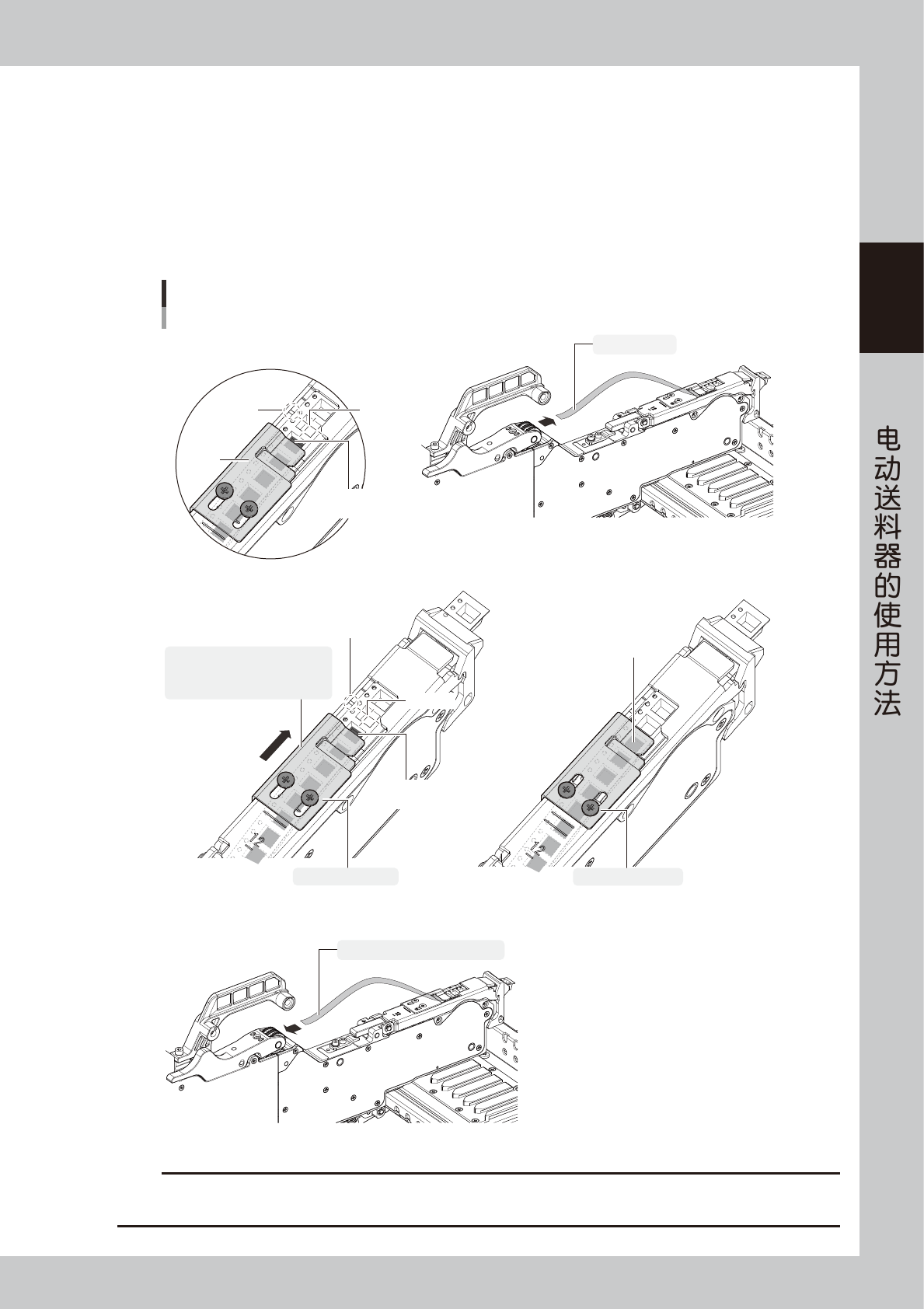
(12mm 以上的送料器时 ) 检查并调整压料板的位置。
检查待机位置的最前端元件是否已被压料板所遮盖。若没有被遮盖,需要调整压料板的位置。
1. 按 P/O 杆,将盖带从卷带齿轮部拆出。
2. 拧松压料板的 2 颗调节螺钉。
3. 将压料板滑动到可以遮盖待机位置处最前端元件的位置,且离吸料位置较近。
4. 拧紧压料板的 2 颗调节螺钉。
5. 参照前述 Step7 的步骤,重新将盖带夹入卷带齿轮。
调整压料板的位置
压料板
最前端元件未被压料板遮盖时
标记
标记
[要点] 离吸料位置较近。
吸料位置
吸料位置
1. 拆卸盖带。
5. 重新将盖带夹入卷带齿轮。
2. 拧松调节螺钉。
3. 将压料板滑动到可以遮盖
待机位置处最前端元件的
位置。
待机位置处的
最前端元件
待机位置处
最前端元件
被压料板遮盖的
最前端元件
4. 固定调节螺钉。
65210-KLJ-00
c
注意
若不调整压料板的位置,可能剥离盖带后元件的位置会不稳定,导致无法正确吸取元件。
此外,若压料板正好盖住了吸料位置,可能会与吸嘴发生碰撞,导致吸嘴与压料板被损坏。
2-16
2
Z
S
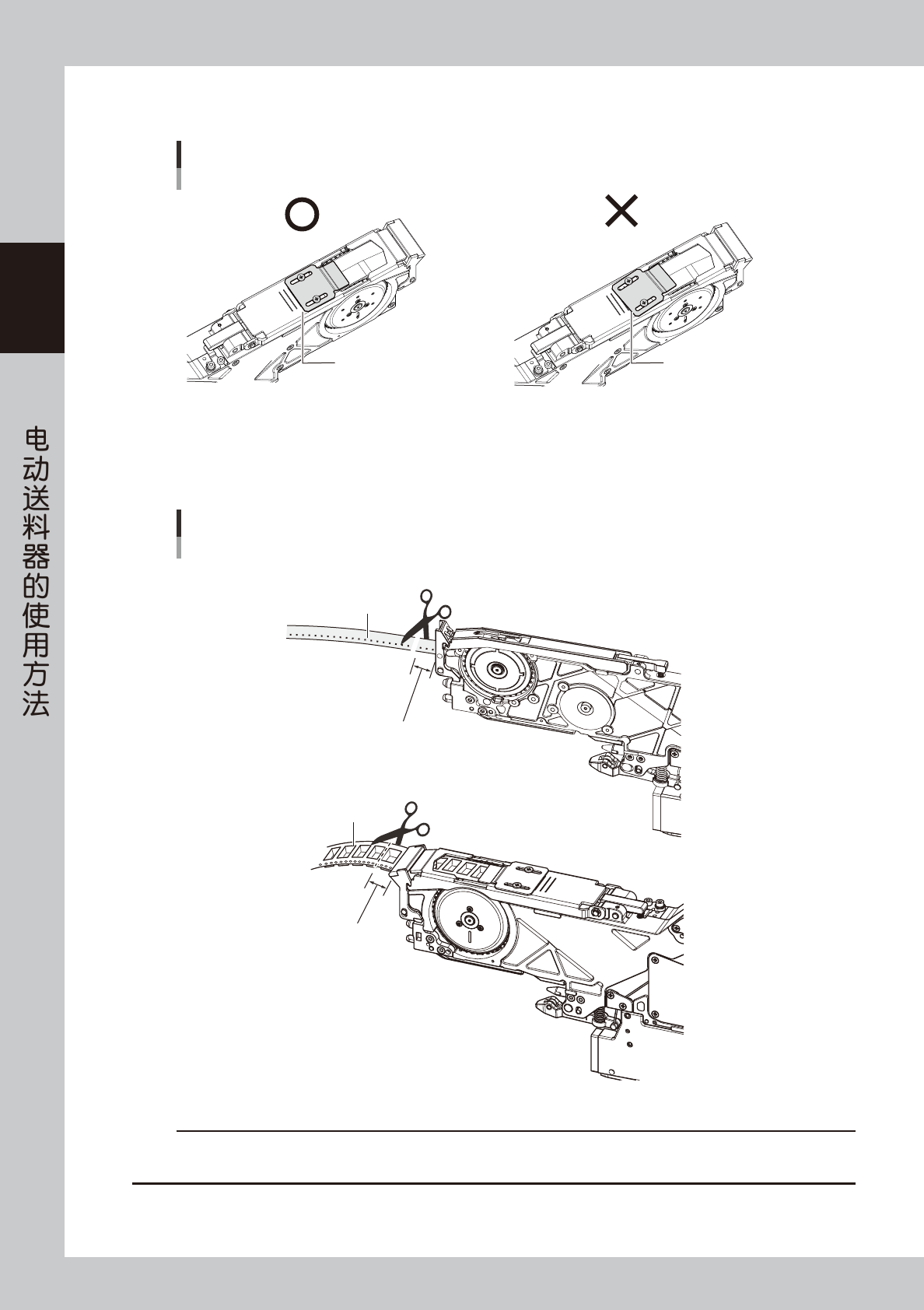
■ 32mm 以上 ZS 电动送料器的压料板
压料板必须平行于压料盖上的刻线,不能有倾斜。若有倾斜,可能会导致料带扭曲。
压料板
32mm以上的ZS电动送料器
压料板与
压料盖的刻线平行
压料板与
压料盖的刻线不平行
65211-KLJ-10
q
剪断载带。
将元件传送到吸料位置之后,先将伸出送料器前端的载带在距离送料器前端 15mm 左右的位置处剪断。
剪断载带,请务必在将送料器安装在贴片机上之前进行。
■ 纸载带
■ 压纹载带
载带
载带
在距离送料器前端
15mm左右处笔直剪断
在距离送料器前端
15mm左右处笔直剪断
剪断载带
65212-KLJ-00
c
注意
•
若不剪断载带就安装在贴片机上,将会无法使送料器安装到位,从而导致发生故障。还可能会引起载带在排出路径内堵塞。
•
压纹载带较硬,若剪得过短,载带可能会抵在斜板的入口处,导致送料不良。
2-17
2
Z
S
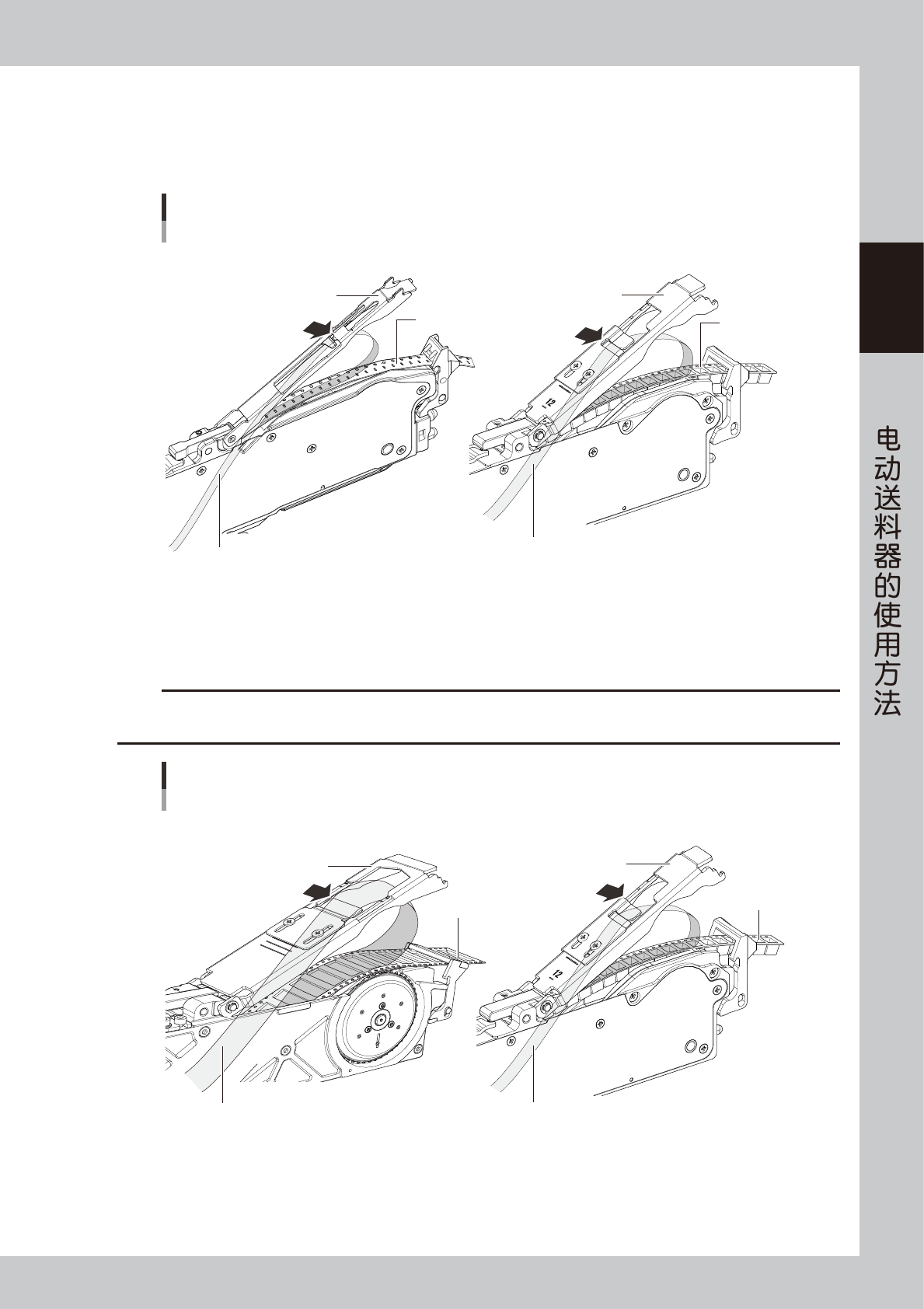
3.1.1 盖带的预先剥离与前端剥离
■预先剥离
24mm 以下的送料器时,盖带可以从压料盖的切口部穿过。这种方法称为“预先剥离”法。
盖带
载带
载带
盖带的预先剥离
24mm以下的ZS电动送料器
■ 8mm ZS 电动送料器 ■ 12/16mm、24mm ZS 电动送料器
切口部
压料盖
切口部
盖带
压料盖
65204-KLJ-10
■前端剥离
32mm 以上的送料器时,盖带只能从压料盖的压料板前端穿过。这种方法称为“前端剥离”法。
12/16mm、24mm 的送料器也可以使用“前端剥离”法。
c
注意
一般,“前端剥离”有“减少元件的损耗 (“预先剥离”会损耗 1 〜 2 个元件 )”、“不损伤元件表面”等优点。但,“前端剥离”可
能会引起因静电而粘附元件等不良发生。因此,本公司建议使用“预先剥离”法。
■ 12/16mm、24mm的ZS电动送料器■ 32mm以上的ZS电动送料器
压料板前端 压料板前端
载带
压料盖
载带
盖带的前端剥离
12mm以上的ZS电动送料器
盖带
盖带
压料盖
65205-KLJ-10