ZS供料器用户操作手册.pdf - 第85页
2-40 2 Z S ■使用金属连接片加固拼接时 c 注意 使用金属连接片进行加固拼接需在粘贴拼接胶带之前进行。 必备工具 使用金属连接片加固拼接时 金属连接片 铆接器 65236-KLJ-00 名称 配件名 配件编号 数量 备注 铆接器 Metal tape connector KJ3-MY046-00X 1 金属连接片 Metal joint tape KJ3-MY038-00X 2000 片 / 1 包 c 注意 本书中所记…
2-39
2
Z
S
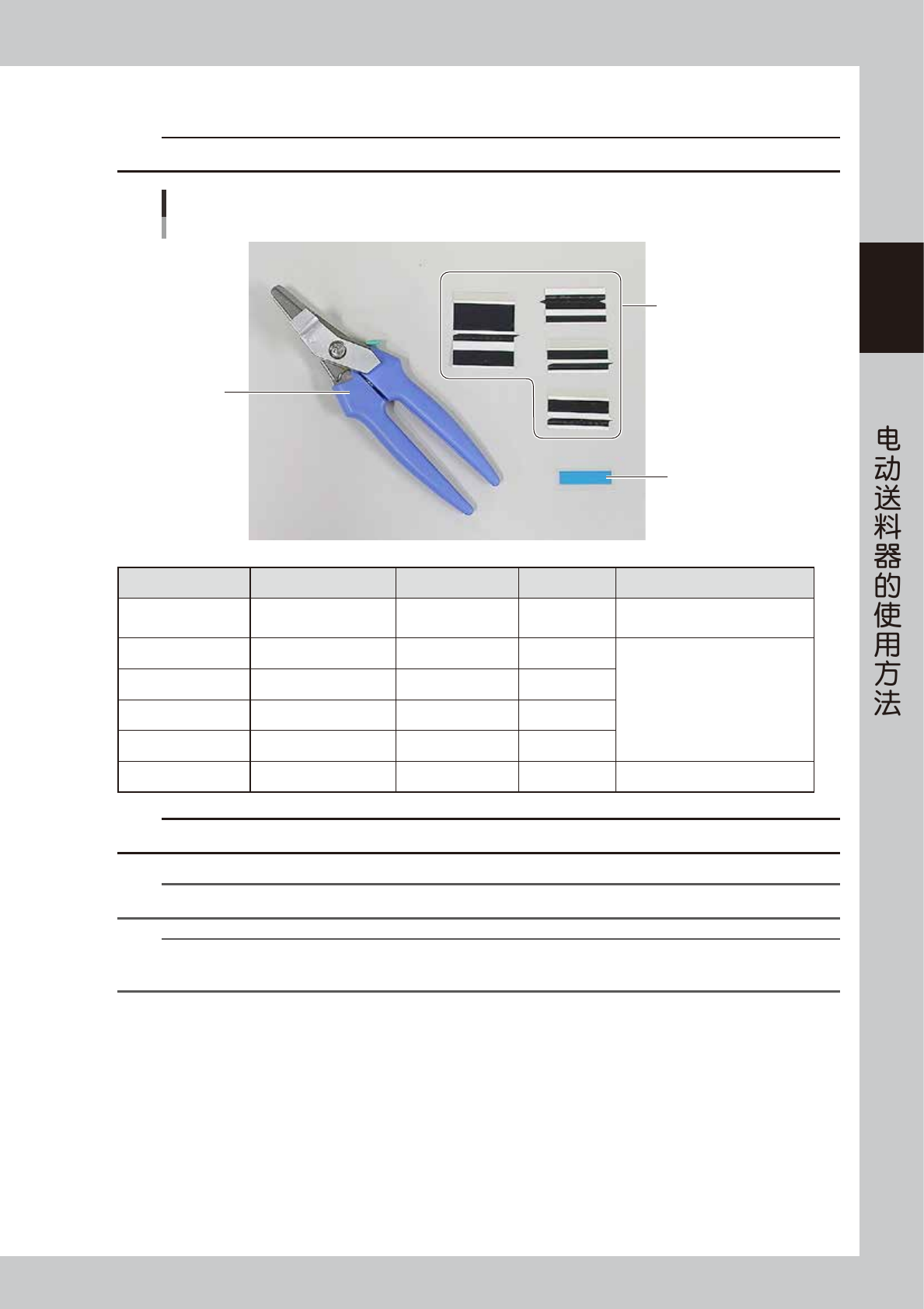
■使用接头检出传感器时
c
注意
使用接头检出传感器时,请务必使用下列接头检出传感器专用的黑色拼接胶带。使用普通的黑色胶带,接头检出传感器将无法感应。
必备工具
使用接头检出传感器时
料带剪刀
黑色拼接胶带
(接头检出传感器专用)
加固用拼接胶带
65235-KLJ-00
名称 配件名 配件编号 数量 备注
料带剪刀 JIG, TAPE CUT KJ3-MY045-10X 1
需要剪断较宽的料带时,请使用市面
销售的长刃剪刀。
8mm 宽料带用 黑色 Joint tape 8mm-S KHJ-MD601-00X 1000 张 / 1 包
接头检出传感器专用
12mm 宽料带用 黑色 Joint tape 12mm-S KHJ-MD602-00X 1000 张 / 1 包
16mm 宽料带用 黑色 Joint tape 16mm-S KHJ-MD603-00X 1000 张 / 1 包
24mm 宽料带用 黑色 Joint tape 24mm-S KHJ-MD604-00X 500 张 / 1 包
加固用拼接胶带 JOINT TAPE (M-TYPE) KYL-M8610-00X 1000 张 / 1 包 也可以使用多余的拼接胶带加固。
c
注意
本书中所记载的为发行时的配件 ( 配件编号 )。配件编号有不经预告就变更的情况。订购时,请务必确认是否为最新编号。
n
要点
黑色拼接胶带上有标示料带粘贴位置的基准导片,不使用料带拼接夹具也可以拼接料带。
参考
关于接头检出传感器、余量计数的详细内容,请参照本章后述“7.6余量计数与接头检出 (ITOption)”、“7.7接头检出传感器 ( 选配 )”。
或别册《ITOption 用户操作手册余量计数》。
拼接料带的方法,请参照本章后述“7.3 使用黑色拼接胶带拼接料带的方法”。
2-40
2
Z
S
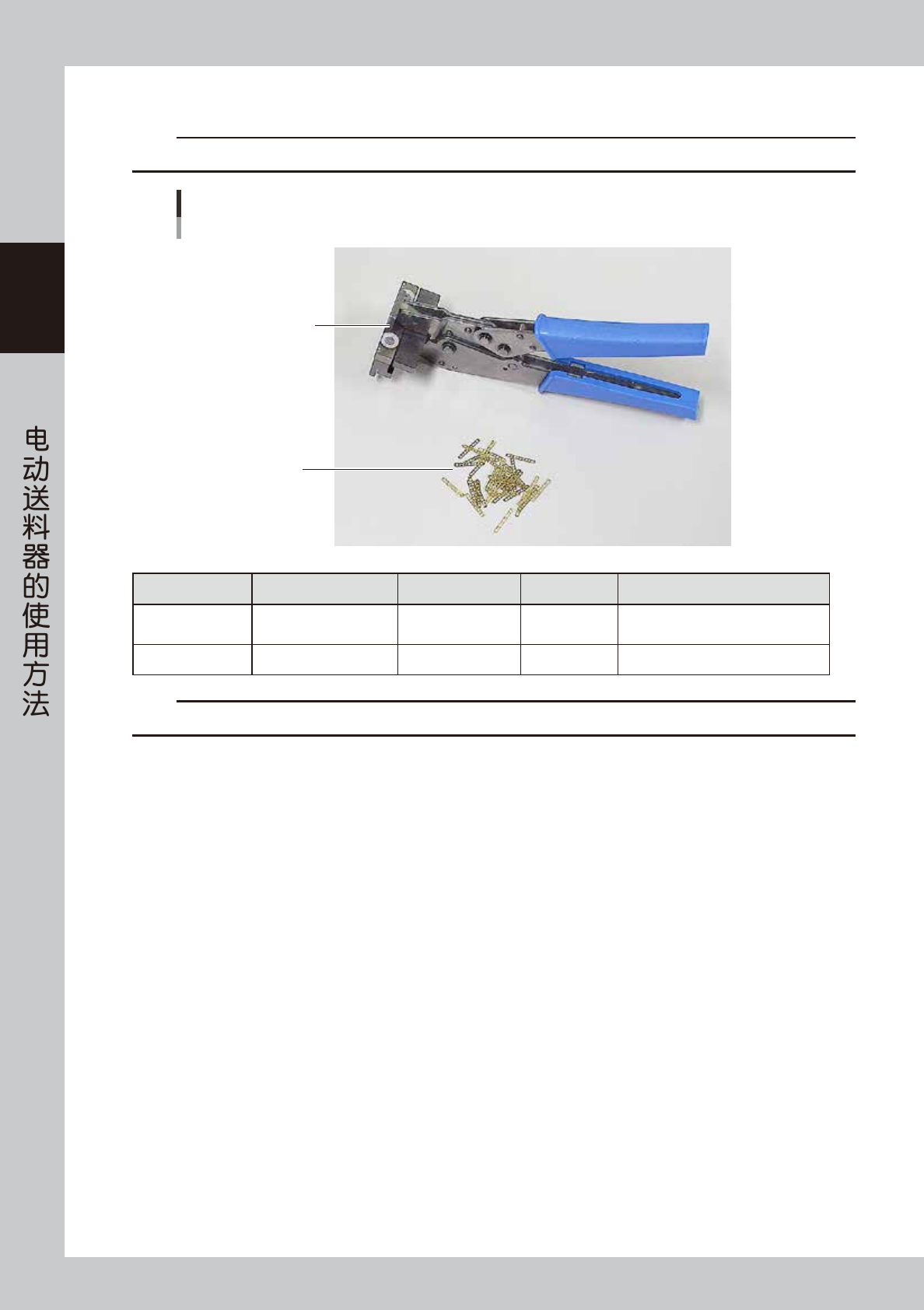
■使用金属连接片加固拼接时
c
注意
使用金属连接片进行加固拼接需在粘贴拼接胶带之前进行。
必备工具
使用金属连接片加固拼接时
金属连接片
铆接器
65236-KLJ-00
名称 配件名 配件编号 数量 备注
铆接器 Metal tape connector KJ3-MY046-00X 1
金属连接片 Metal joint tape KJ3-MY038-00X 2000 片 / 1 包
c
注意
本书中所记载的为发行时的配件 ( 配件编号 )。配件编号有不经预告就变更的情况。订购时,请务必确认是否为最新编号。
拼接料带的方法,请参照本章后述“7.4 使用金属连接片拼接料带的方法”。
2-41
2
Z
S
7.2 使用蓝色拼接胶带拼接料带的方法
下面,介绍使用蓝色拼接胶带拼接各种宽度料带的方法。
7.2.1 8mm 宽的料带时
8mm 宽的料带有纸载带与压纹载带两种。这两种载带的拼接方法基本相同。
n
要点
除了 8mm、12mm 宽的料带有纸载带与压纹载带两种以外,其它宽度的料带全部使用的是压纹载带。
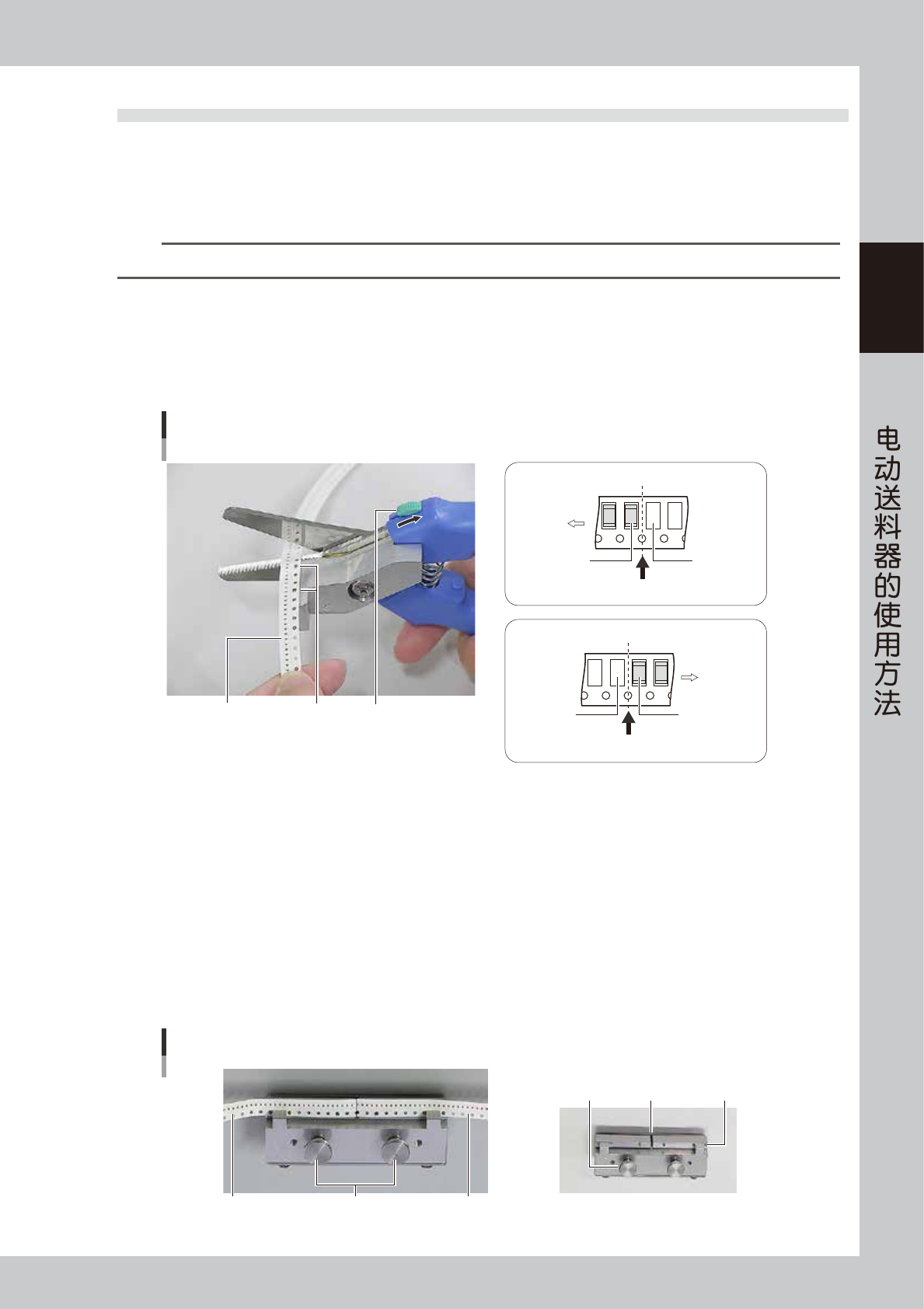
1
剪断使用中的料带末端与补充用料带的前端。
1. 将料带剪刀的锁扣滑向把手侧 ( 下图中箭头所示方向 ),打开剪刀。
2. 将盖带面朝上,并将走带孔套在料带剪刀的 2 处定位针上。
3. 在如下图所示的位置剪断料带。
料带的剪断位置
锁扣定位针料带 (盖带面朝上)
送料器侧
剪断位置 (走带孔的中央)
剪断位置 (走带孔的中央)
空料腔末尾元件
空料腔 起始元件
■ 使用中的料带末端
■ 补充用料带的前端
料带盘托架侧
65237-KLJ-00
2
将使用中的料带末端装入料带拼接夹具 ( 简称“夹具”) 中。
1. 如下图 (Step3) 所示,将夹具有定位针的一侧朝上。
2. 按住左侧的按钮,将使用中的料带的盖带面朝上插入夹具中,并将料带的末端 (Step1 中剪断的端面 )
对准夹具的细槽部。
3. 再将料带的走带孔套在夹具的 3 处定位针上。
4. 松开按钮,使使用中的料带末端被固定。
3
再将补充用料带的前端装入夹具中。
按照 Step2 的相同步骤,将补充用料带的前端固定在夹具的右侧。
补充用料带
使用中的料带
将料带装入料带拼接夹具中
定位针细槽按钮
按钮
■ 料带拼接夹具
盖带面朝上
65238-KLJ-00