ZS供料器用户操作手册.pdf - 第87页
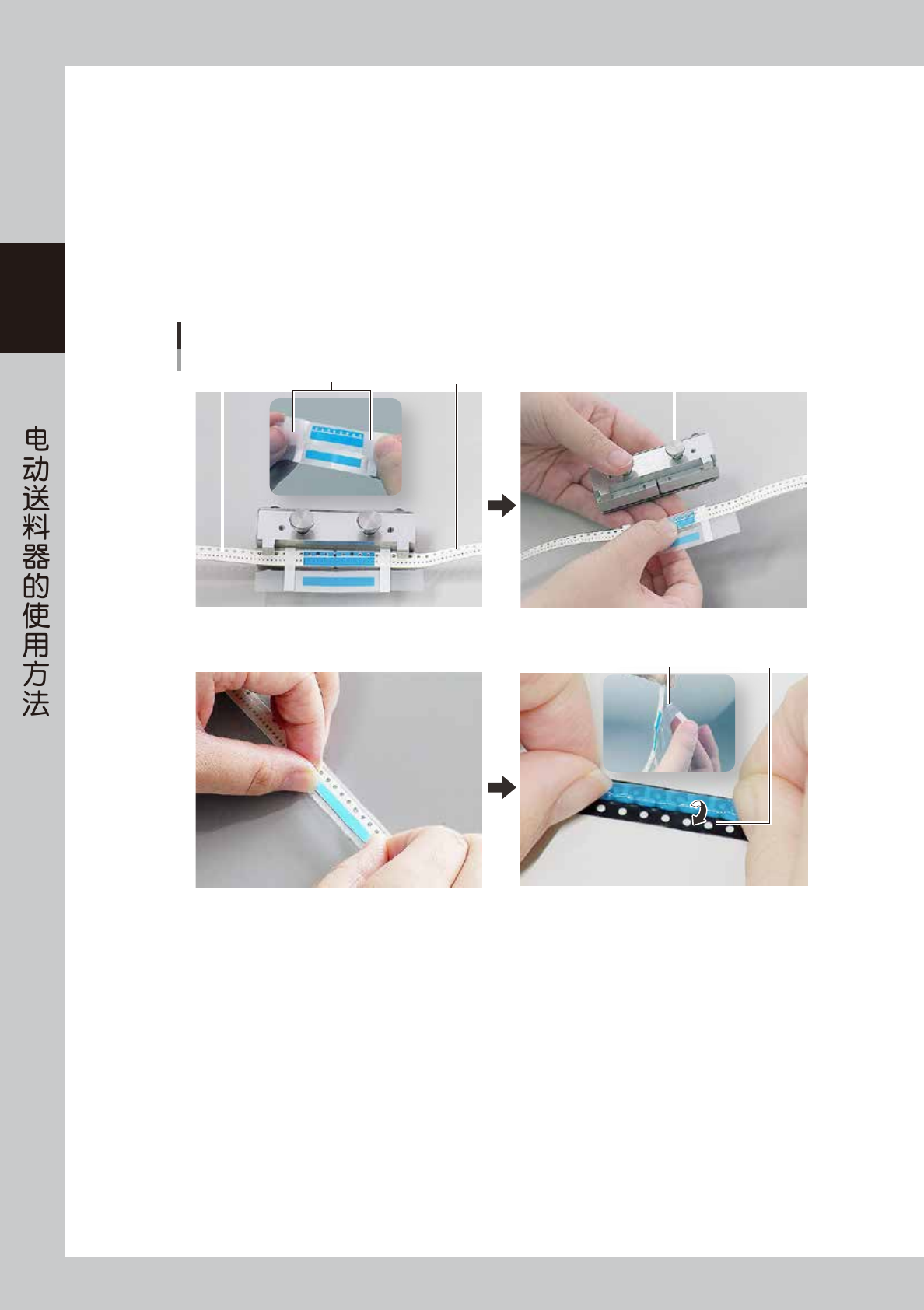
2-42 2 Z S 4 用拼接胶带拼接使用中的料带末端与补充用料带的前端。 1. 剥离有走带孔的拼接胶带 (8mm 宽料带用 ) 的厚衬纸。 2. 将拼接胶带长方向的中央对准夹具细槽并将走带孔套在夹具的定位针上之后,将拼接胶带粘贴在料带 的盖带侧。 3. 按夹具的两个按钮,将已拼接在一起的料带从夹具中取出。 4. 沿拼接胶带中央部的剪切线对折之后,剥离无走带孔侧的拼接胶带的厚衬纸并粘贴在载带侧。 5. 剥离盖带侧与载带侧的透明薄衬纸。…
2-41
2
Z
S
7.2 使用蓝色拼接胶带拼接料带的方法
下面,介绍使用蓝色拼接胶带拼接各种宽度料带的方法。
7.2.1 8mm 宽的料带时
8mm 宽的料带有纸载带与压纹载带两种。这两种载带的拼接方法基本相同。
n
要点
除了 8mm、12mm 宽的料带有纸载带与压纹载带两种以外,其它宽度的料带全部使用的是压纹载带。
1
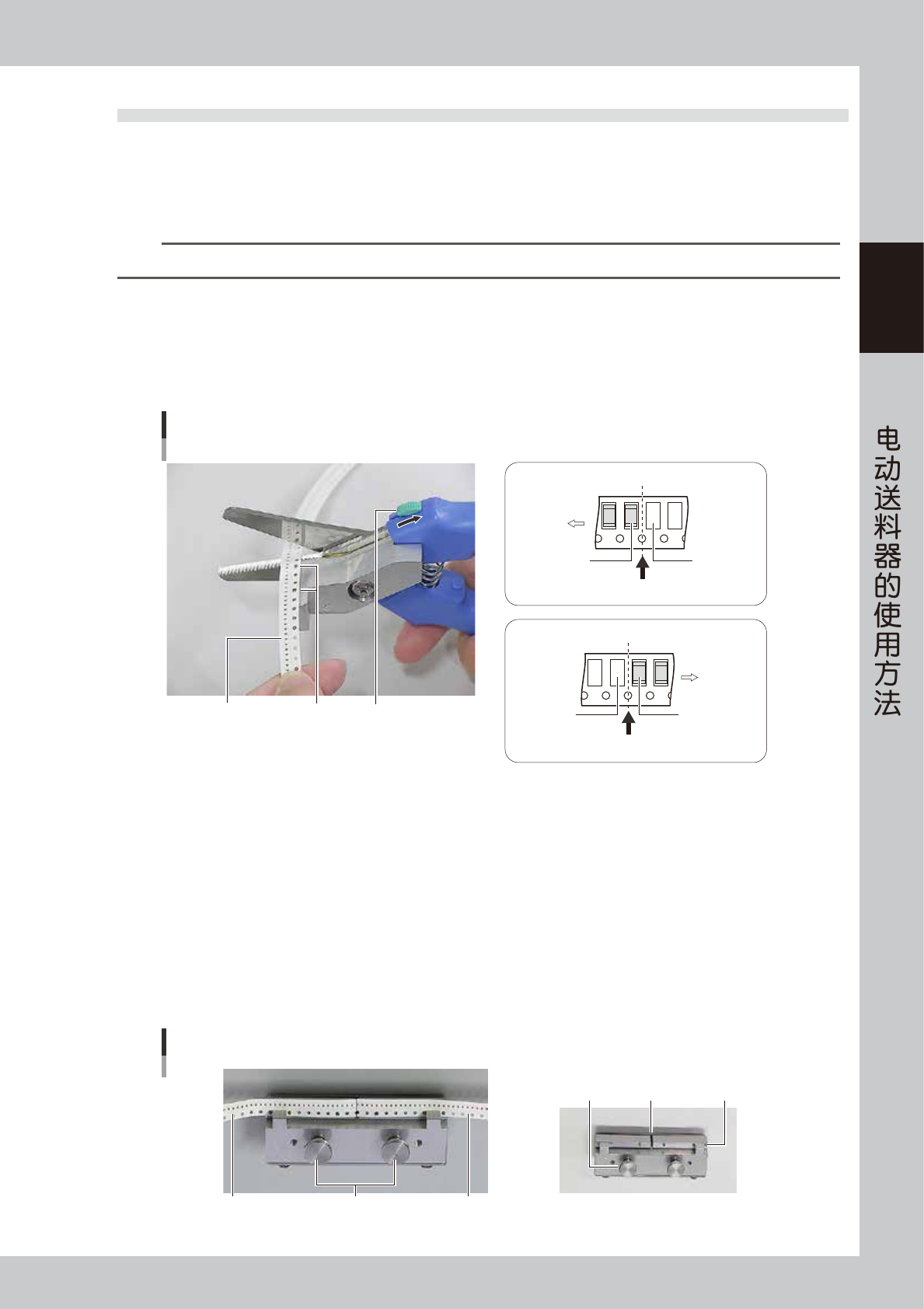
剪断使用中的料带末端与补充用料带的前端。
1. 将料带剪刀的锁扣滑向把手侧 ( 下图中箭头所示方向 ),打开剪刀。
2. 将盖带面朝上,并将走带孔套在料带剪刀的 2 处定位针上。
3. 在如下图所示的位置剪断料带。
料带的剪断位置
锁扣定位针料带 (盖带面朝上)
送料器侧
剪断位置 (走带孔的中央)
剪断位置 (走带孔的中央)
空料腔末尾元件
空料腔 起始元件
■ 使用中的料带末端
■ 补充用料带的前端
料带盘托架侧
65237-KLJ-00
2
将使用中的料带末端装入料带拼接夹具 ( 简称“夹具”) 中。
1. 如下图 (Step3) 所示,将夹具有定位针的一侧朝上。
2. 按住左侧的按钮,将使用中的料带的盖带面朝上插入夹具中,并将料带的末端 (Step1 中剪断的端面 )
对准夹具的细槽部。
3. 再将料带的走带孔套在夹具的 3 处定位针上。
4. 松开按钮,使使用中的料带末端被固定。
3
再将补充用料带的前端装入夹具中。
按照 Step2 的相同步骤,将补充用料带的前端固定在夹具的右侧。
补充用料带
使用中的料带
将料带装入料带拼接夹具中
定位针细槽按钮
按钮
■ 料带拼接夹具
盖带面朝上
65238-KLJ-00
2-42
2
Z
S
4
用拼接胶带拼接使用中的料带末端与补充用料带的前端。
1. 剥离有走带孔的拼接胶带 (8mm 宽料带用 ) 的厚衬纸。
2. 将拼接胶带长方向的中央对准夹具细槽并将走带孔套在夹具的定位针上之后,将拼接胶带粘贴在料带
的盖带侧。
3. 按夹具的两个按钮,将已拼接在一起的料带从夹具中取出。
4. 沿拼接胶带中央部的剪切线对折之后,剥离无走带孔侧的拼接胶带的厚衬纸并粘贴在载带侧。
5. 剥离盖带侧与载带侧的透明薄衬纸。
压纹载带时,需将超过料腔底面宽度的拼接胶带粘贴在料腔的侧面。
6. 确认拼接胶带已粘贴牢固。
2. 将拼接胶带的中央对准夹具的细槽,并将走带孔套在定位针
上之后,粘贴在料带的盖带面。
4. 沿中央的剪切线对折拼接胶带之后,剥离厚衬纸并粘贴在
载带侧。
3. 按夹具的按钮,取下已拼接的料带。
粘贴拼接胶带
5. 剥离盖带侧与载带侧的透明薄衬纸。
(压纹载带时,需将超过料腔底面宽度的拼接胶带部分
弯折粘贴在料腔侧面。)
按钮
透明薄衬纸
补充用料带
1. 剥离有走带孔侧的厚衬纸
压纹载带
使用中的料带
65239-KLJ-00
2-43
2
Z
S
7.2.2 12mm、16mm、24mm 宽的料带时
下面,以载带为压纹载带的 24mm 宽料带为例介绍拼接料带的方法。12mm、16mm 料带的拼接方法与之相同。
1
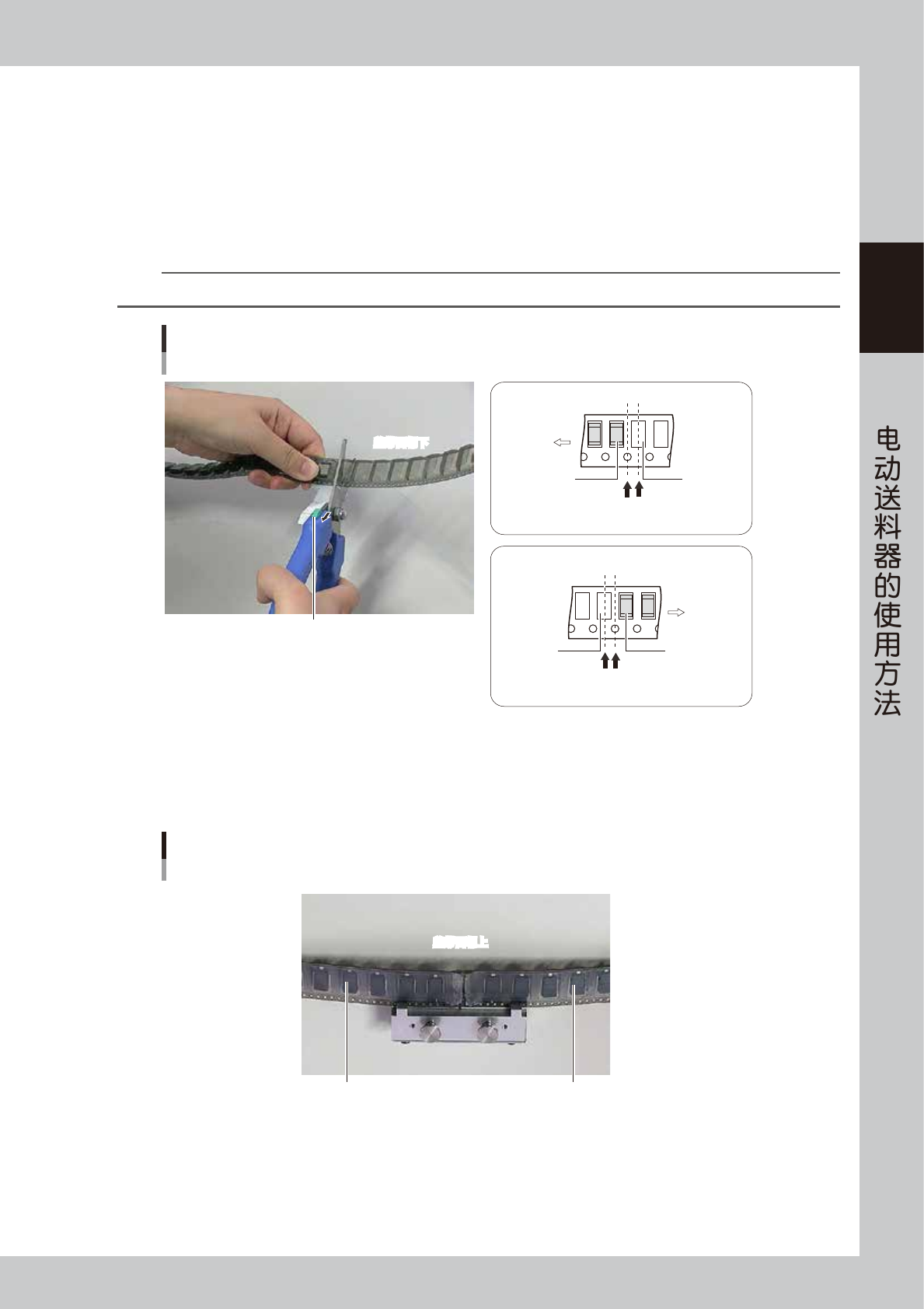
剪断使用中的料带末端与补充用料带的前端。
1. 将料带剪刀的锁扣滑向把手侧 ( 下图中箭头所示方向 ),打开剪刀。
2. 为避免料腔与料带剪刀的定位针干扰,将盖带面朝下将走带孔套在料带剪刀的 2 处定位针上。
3. 在如下图所示的位置剪断料带。
参考
压纹载带时,为避免料腔与料带剪刀的定位针干扰,可以将盖带面朝下将走带孔套在料带剪刀的定位针上。
料带的剪断位置
以载带为压纹载带的24mm宽料带为例
盖带面朝下盖带面朝下
送料器侧
剪断位置
( 空料腔的中央 或 末件与空料腔的中央 )
剪断位置
( 空料腔的中央 或 末件与空料腔的中央 )
空料腔末尾元件
空料腔 起始元件
■ 使用中的料带末端
■ 补充用料带的前端
料带盘托架侧
65240-KLJ-00
2
将使用中的料带末端与补充用料带的前端装入夹具中。
参照本章前述“7.2.1 8mm 宽的料带时”的 Step2、3 的步骤,如下图所示,将盖带面朝上将使用中的
料带末端与补充用料带的前端固定在夹具中。
补充用的料带使用中的料带
盖带面朝上盖带面朝上
将料带装入夹具中
以载带为压纹载带的24mm宽料带为例
65241-KLJ-00