ZS供料器用户操作手册.pdf - 第98页
2-53 2 Z S 7.6 余量计数与接头检出 (ITOption) 7.6.1 余量计数 余量计数是 IT Option 选配功能的 1 项功能。通过余量计数功能管理生产中使用的元件的剩余数,对将要断料的元 件显示“元件余量警告”提示。由此可以在断料之前准备补充用的元件或送料器。 此外, 通过设定可以发出“料带拼接警告”以便提醒拼接料带的最佳时机, 从而可以避免生产线因断料而停止生产。 缩短停止运行的时间 无需停止运行 运行中…
2-52
2
Z
S
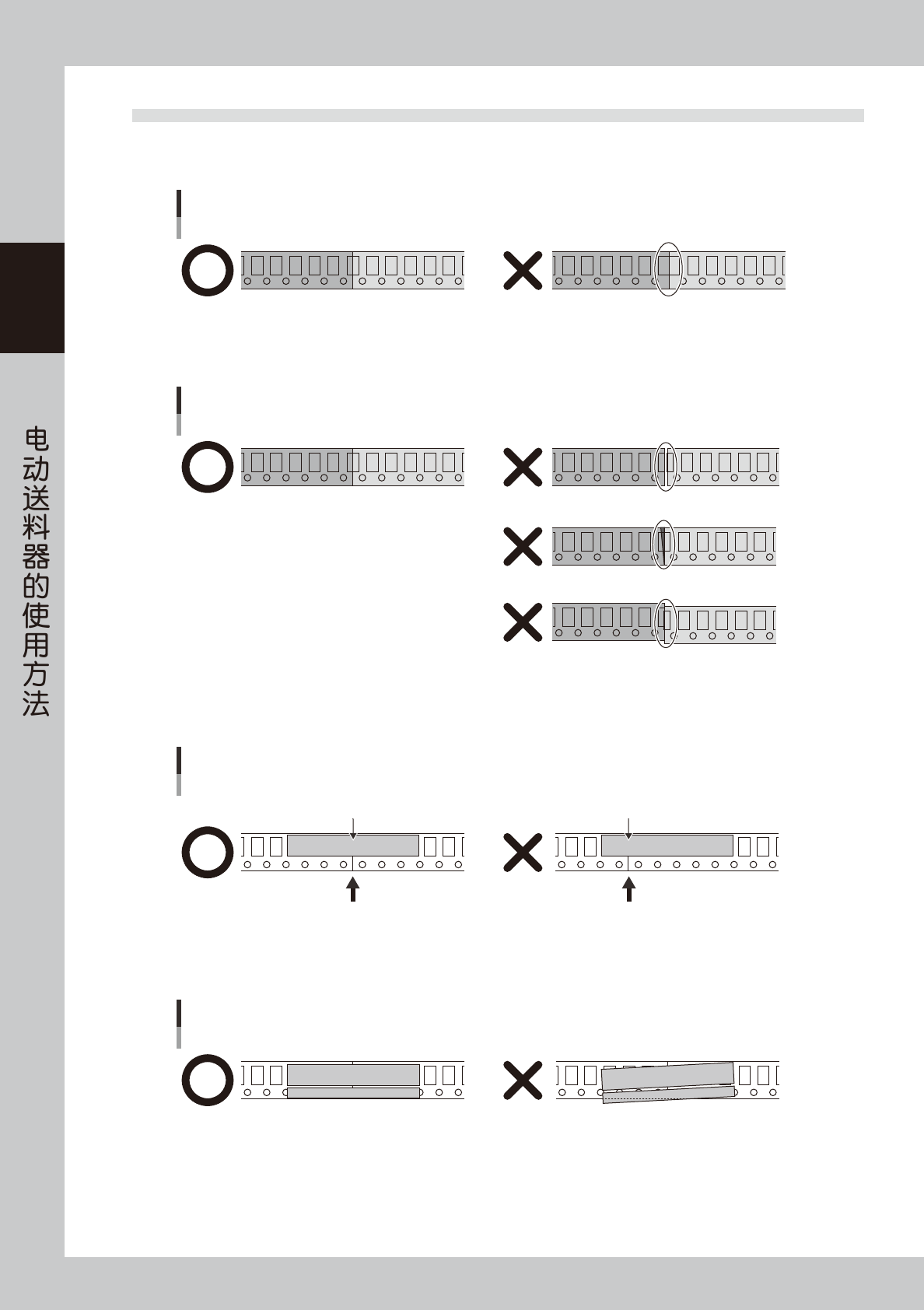
7.5 拼接料带时的注意事项
1. 剪断料带与拼接料带时,注意不要改变元件的送料间距。
因为若改变了送料间距,将会导致发生吸料错误。
注意事项
间距被改变
65250-KLJ-00
2. 料带的接头处注意不要留有空隙或重叠。
请务必以料带长方向为基准垂直剪断料带。接头处若留有空隙或重叠或错位等,将会导致发生吸料错误。
缝隙
错位
重叠
注意事项
接头处有缝隙、重叠、错位
65251-KLJ-00
3. 粘贴拼接胶带时,需将拼接胶带长方向的中央对准接头位置粘贴。
若拼接胶带长方向的中央未对准接头位置,料带可能会从接头处脱落断开。
接头位置 接头位置
注意事项
拼接胶带的位置
拼接胶带
拼接胶带
65252-KLJ-00
4. 粘贴拼接胶带时,注意不要使拼接胶带超出料带范围。
若拼接胶带超出料带范围,将会导致发生吸料错误。
超出了料带
注意事项
拼接胶带超出了料带范围
65253-KLJ-00
2-53
2
Z
S
7.6 余量计数与接头检出 (ITOption)
7.6.1 余量计数
余量计数是 IT Option 选配功能的 1 项功能。通过余量计数功能管理生产中使用的元件的剩余数,对将要断料的元
件显示“元件余量警告”提示。由此可以在断料之前准备补充用的元件或送料器。
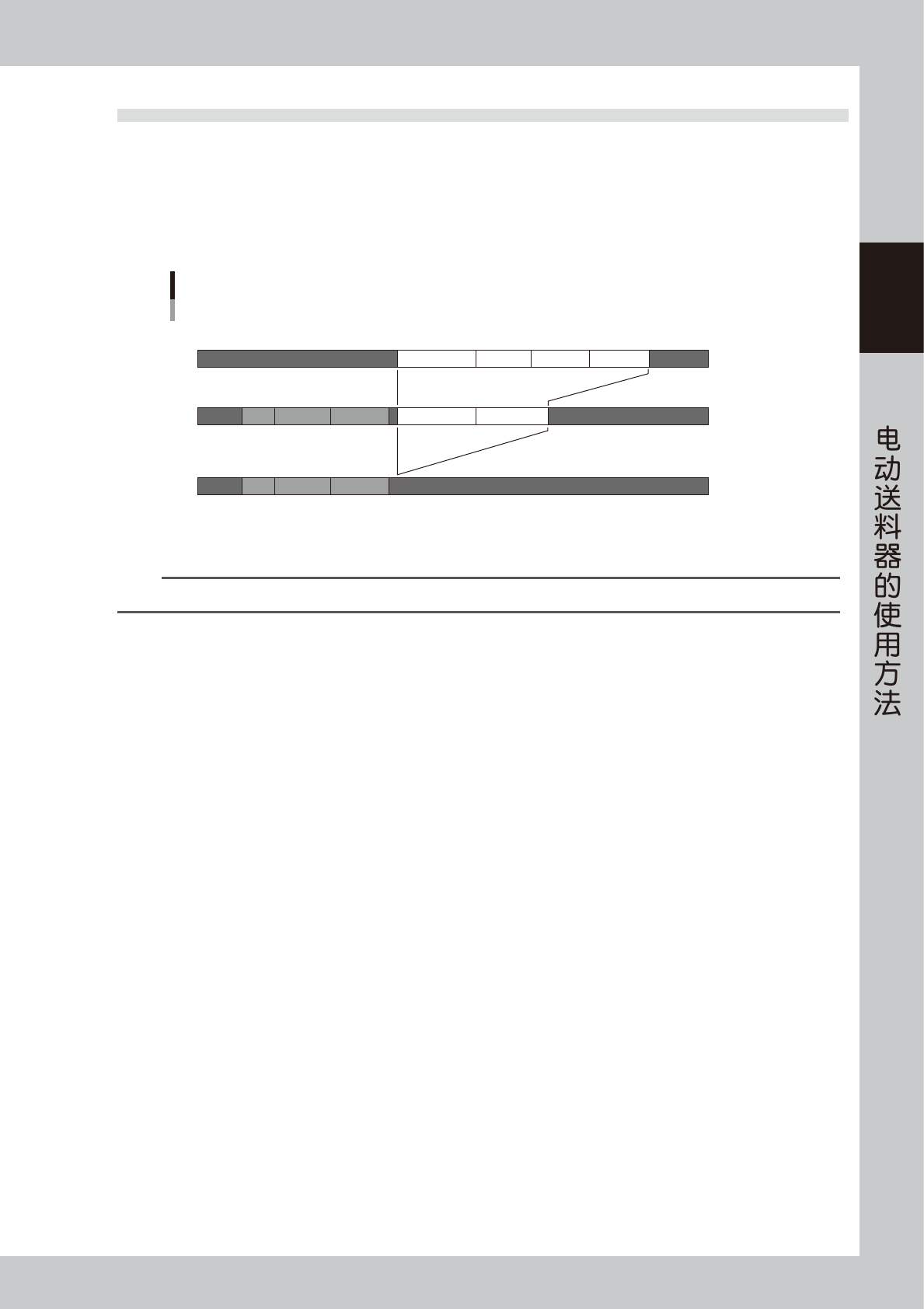
此外,通过设定可以发出“料带拼接警告”以便提醒拼接料带的最佳时机,从而可以避免生产线因断料而停止生产。
缩短停止运行的时间
无需停止运行
运行中 运行中
不使用余量计数功能时
断料停机
查找料带盘
安装料带盘 安装送料器
运行中 运行中
使用余量计数功能时 (更换送料器补料)
断料停机警告
查找料带盘
安装料带盘
安装送料器
运行中
使用余量计数功能时 (拼接料带)
余量计数功能的概要
运转状况
运行中 警告
查找料带盘
拼接料带
65254-KLJ-00
从贴片机上拆下的料带盘的元件剩余数,余量计数功能也进行管理。再次使用该料带盘时,可以续用该料带盘的
元件剩余数。
参考
关于余量计数功能的详细内容,请参阅别册 ITOption 用户操作手册的《余量计数功能》使用说明书。
2-54
2
Z
S
7.6.2 料带盘的接头检出
显示“元件余量警告”时,余量计数功能所识别的元件的剩余数必须与实际的元件剩余数一致。料带盘的元件数
量未必一定与料带盘上粘贴的标贴所标示的个数一致。为使元件的剩余数一致,需要正确识别料带的接头位置。
余量计数功能可以自动检出料带拼接位置 ( 即,接头位置 ),补正元件的剩余数,切换元件的批次信息。
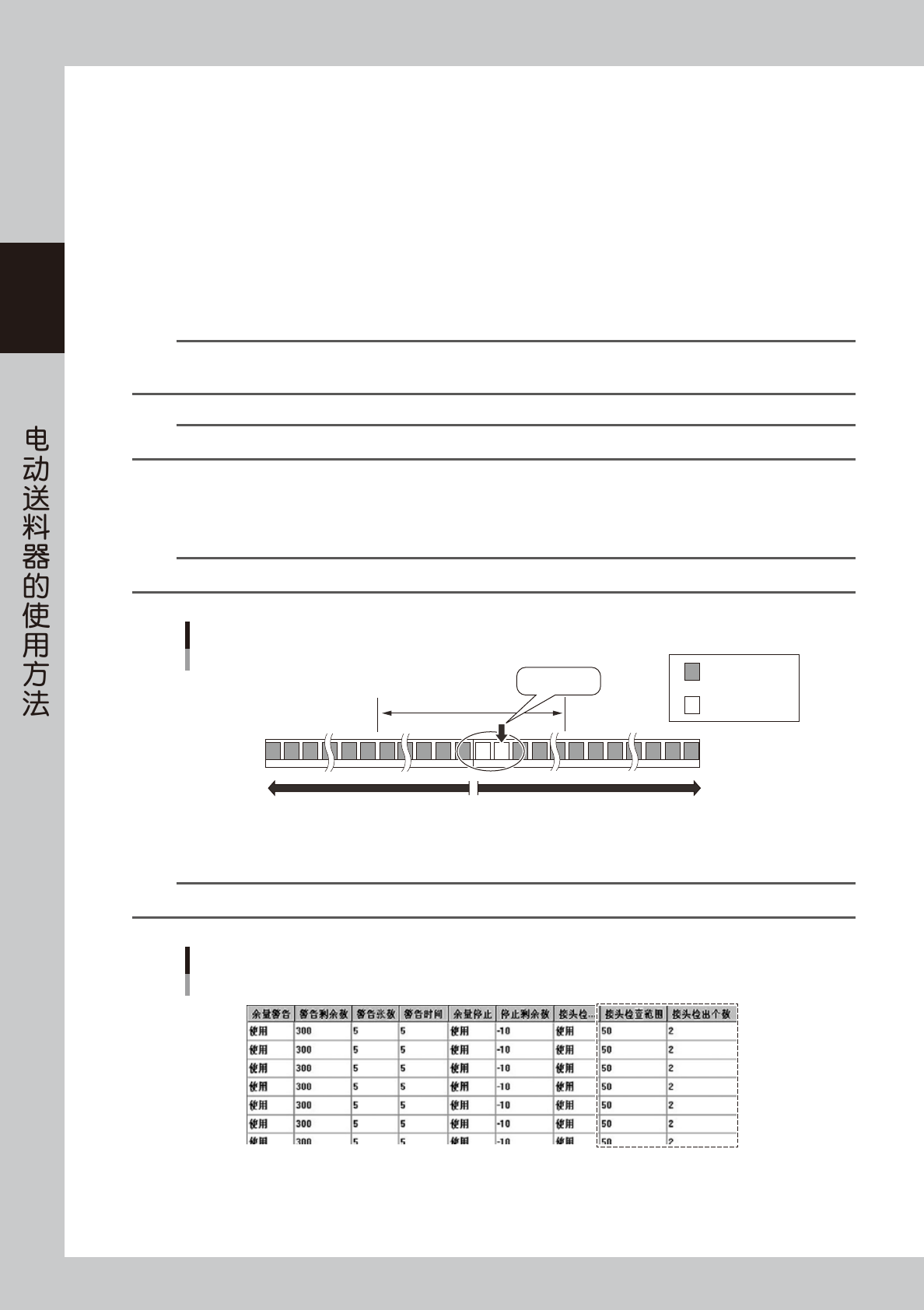
为了检出接头位置,需设定“接头检查范围”、“接头检出个数”2 项参数。这 2 项参数在 IT Option 选配软件的“ID
编辑器”画面的“元件 ID”信息页面中设定。
为了正确检出接头位置,需要在拼接料带时特意准备数个空料腔。
■接头检查范围
设定可以自动检出接头的范围。
设定从使用中料带盘的元件剩余数为 0 的位置开始,向正负两方的多大范围为可检出接头的范围。
参考
补充用料带盘的装料数可以自动输入也可以手动输入。自动输入时,输入对照料带盘 (ITOption 的校验元件功能 ) 时预先设定的值;
手动输入时,在更换料带盘时手动输入。
n
要点
若将“接头检查范围”设定得过大,当发生吸料错误时,可能会错将吸料错误判断为料带拼接位置的接头。
■接头检出个数
在“接头检查范围”内,如果连续发生与设定的“接头检出个数”相同次数的吸料错误,将会判断为已切换到了补充用的料
带盘了。因此,需要在料带的拼接位置处准备与设定的“接头检出个数”相同个数的空料腔。
参考
切换到补充用料带盘之后,若发生吸料错误,将会判断为吸料错误而报错。
接头检出原理
接头检查范围
使用中的料带盘 补充用料带盘
✽发生与“接头检出个数”(即,空料腔数)相同次数的吸料错误时,判断为已切换到了补充用料带盘了。
检出的接头
有元件
无元件 (空料腔)
65255-KLJ-00
参考
关于余量计数功能的参数设定,请参阅别册 ITOption 用户操作手册的《余量计数功能》使用说明书。
IT Option 选配软件的“元件ID”信息
“接头检查范围”与“接头检出个数”参数
66207-KLJ-00