00191805-01.pdf - 第326页
7 ¿Qué hacer ... Instrucciones de serv icio SIPLACE S -23 HM 7.5 Cuando como operador ejecuta un ciclo de control Versión de software SR.406.xx Edición 02/ 00 ES 326 7.5 Cuando como operador ejecut a un ciclo de control …
Instrucciones de servicio SIPLACE S-23 HM 7 ¿Qué hacer ...
Versión de software SR.406.xx Edición 02/00 ES 7.4 Cuando cambia el turno
325
7.4 Cuando cambia el turno
Å Empalme las cintas a tiempo. De esta forma después de un cambio de turno no es necesario
de inmediato llenar los módulos de alimentación. Esto evita errores de recogida y elevados
períodos de parada.
Å En el cambio de turno informe al siguiente operador, cuando por ejemplo ha cambiado algo en
el programa de dotación o en determinado módulo de alimentación se presentan frecuente-
mente fallos. Para ello siga la lista de pasos de trabajo descritos en el aparte 7.6
.
Å Ejecute un control de equipamiento.
Para ello, controle si los módulos de alimentación están equipados con los componentes
correctos y se encuentran en el lugar correcto en la mesa de componentes.
INDICACION
Entregue la línea en el estado en que usted mismo la desea al comenzar turno, es decir:
- Los recipientes de descarga están vaciados.
- Los recipientes de desechos están vaciados.
- Las áreas de transporte aspiradas.
- Los módulos defectuosos de alimentación en el área de transporte se han cambiado. 7
7 ¿Qué hacer ... Instrucciones de servicio SIPLACE S-23 HM
7.5 Cuando como operador ejecuta un ciclo de control Versión de software SR.406.xx Edición 02/00 ES
326
7.5 Cuando como operador ejecuta un ciclo de control
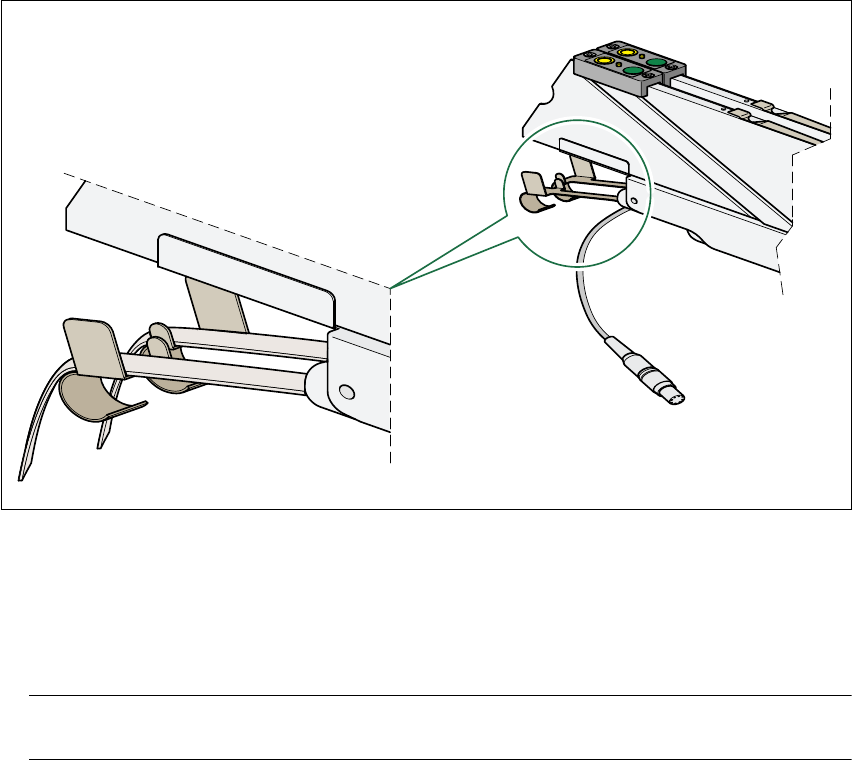
Å Controle si la cinta se encuentra sobre los muelles de la cinta-S.
7
Fig. 7.5 - 1 Colocar la cinta en los muelles de la cinta-S
7
Å Controle si el recipiente de película de cinta está lleno, si esto sucede saque la película y cór-
tela con unas tijeras.
INDICACION
Si rasga la película pueden presentarse problemas con el tiraje de la cinta. 7
Å Controle si la ventana de extracción en el módulo de alimentación tiene el tamaño correcto
para el componente.
Å Controle si están colocadas guías de cinta en los módulos de alimentación que procesen cin-
tas de diferente anchura.
Å Controle si está colocada la guía plástica adicional en los módulos de alimentación para cintas
de diferente anchura.
Instrucciones de servicio SIPLACE S-23 HM 7 ¿Qué hacer ...
Versión de software SR.406.xx Edición 02/00 ES 7.5 Cuando como operador ejecuta un ciclo de control
327
Å Controle la posición del tope del transporte de las tarjetas de circuitos impresos.
Cuide de que el tope se encuentre fuera de eventuales entalladuras de la tarjeta de circuitos
impresos.
Å Controle los apoyos magnéticos en la mesa de elevación. Estos deben estar dispuestos de
forma que no colisionen con componentes en la cara inferior de las tarjetas de circuitos
impresos.
INDICACION:
Empalme a tiempo las cintas, de forma que los módulos de alimentación no funcionen en
vacío. De lo contrario esto conlleva elevados períodos de parada.
No empalme las cintas demasiado pronto, ya que al empalmar el extremo de la cinta antigua
con el nuevo rollo puede suceder que el nuevo rollo esté tan lleno que la cinta se salga y se
bloquee. Esto conlleva igualmente errores de recogida y elevados períodos de parada. 7
Å Utilice semiejes en el contenedor de cinta para los rollos de cinta pesados.
Å Coloque las chapas divisoras, como se ve en la Fig. 7.5 - 2 y tenga en cuenta que la menor di-
visión del contenedor de cinta es una división 2x. Así evita errores de dotación.
7
7
7