00196433-02_AI_Vakuumpumpe_X-Serie_70XDE+EN.pdf - 第61页
Montageanleitung Vakuumpumpe SIPLACE X-Serie Ausgabe 04/2009 61 V orgehensweise bei Dich theit sprüfung C&P20-Kop f: 1 1 Um Abweichungen durch Offset Feh ler zu vermeiden, ist es sinnvoll, beide Messungen mit dem sel…

Montageanleitung Vakuumpumpe SIPLACE X-Serie
Ausgabe 04/2009
60
1.11.2 Überprüfung Vakuumkreis
Abb 1.11 - 1 Messstelle am Vakuum-Verteilerblock (Maschineneingang)
1.11.2.1 Vakuumsystem des Haltekreises C&P20 auf Dichtheit prüfen
1
1
An jedem Bestückautomaten/Kopf sollte – abhängig von der Pipettenkonfiguration – ein Vakuum
von mindestens -500 mbar (bei sehr großen Pipetten 1235) und
-600 mbar (bei sehr kleinen Pipetten 1006) anliegen! 1
Die Messung erfolgt an einer Pipette mit einem externen Messgerät, was einer geschlossenen Pi-
pette (mit Bauteil) ent
spricht. 1
1
Messstelle am Vakuum-Verteilerblock Maschineneingang (siehe Abb 1.11 - 1): 1
1
1
Im Betrieb sollte hier ein Vakuum von -400 mbar nie unterschritten werden. Sollte dies dennoch
der Fall sein, bitten wir um Rücksprache mit der SIPLACE Hotline. 1

Montageanleitung Vakuumpumpe SIPLACE X-Serie
Ausgabe 04/2009
61
Vorgehensweise bei Dichtheitsprüfung C&P20-Kopf: 1
1
Um Abweichungen durch Offset Fehler zu vermeiden, ist es sinnvoll, beide Messungen mit dem
selben Messgerät vorzunehmen. 1
1
: Messen Sie das Vakuum mit einem externen Druckmessgerät:
– an einem Anschluss des "Verteiler Bestückkopf Vakuum" am Portal (siehe Abb 1.11 - 1)
und anschließend
– an einer offenen Pipette im Haltekreis
am Best
ückkopf.
Der Druckunterschied darf max. 30-50 mbar betragen! So
nst ist nicht alles dicht. 1
1
Beim Vakuum Test (im SITEST) wird immer mit offener Pipette gemessen. Bei großen Pipetten
(1235) fällt das Vakuum durch die erhöhte Fehlluftmenge in der Regel auf Werte unter -100 mbar
ab. Grund für diesen starken Einbruch – bei großen Pipetten ohne Bauteil – sind die im Vergleich
zum Pipettendurchmesser kleinen Reduzierdüsendurchmesser im Blendenring.
Mit Bauteil werden Vakuumwerte von -500 bis -600 mbar erreicht. 1
Falls die oben genannten Werte nicht erreicht werden
, liegt die Ur
sache meist in einem nicht bis
zum Anschlag aufgeschobenen Schlauch im Kopfbereich. Gehen Sie wie folgt vor: 1
: Drücken Sie alle Schläuche mit der Schlauchzange nach
: Wiederholen Sie die Vakuummessung.
1.11.2.2 Überprüfung der Gesamtfunktion des Haltekreis-Vakuumsystems C&P20
Durch einen Vakuumtest im SITEST kann die komplette Funktion des Vakuumsystems wie beim
Venturiprinzip überprüft werden. 1
Der Vakuumsensor im Haltekre
is dient lediglich dazu, zu überprüfen, ob die kleinen Düsen im
Blendenring schmutzfrei sind. 1
1.11.2.3 Vakuumsystem des Haltekreis C&P6/12 auf Dichtheit prüfen
Bei Verwendung der Vakuumpumpe für die X-Serie (C&P20) gibt es folgende Unterschiede zur
Vakuumpumpe für die HS-60 / HF: 1
– Der Durchfluss ist 4 x höher als bei der „Vakuumpumpe für HS-xx / S-27HM / HF“ (Art. Nr.
001190
17)
– Das maximal erreichte Vakuum liegt jetzt bei ca. -640 mbar, statt wie bisher auf -850 mbar. Aus
diesem
Grund muss der minimal zulässige Vakuumwert für den Haltekreis von -750 auf
-400 mbar reduziert werden. Andernfalls tritt beim Referenzlauf die Fehlermeldung „258 Va-
kuum im Haltekreis zu gering (Soll/Ist)“ auf.
Montageanleitung Vakuumpumpe SIPLACE X-Serie
Ausgabe 04/2009
62
1
Die Änderung in der Maschinendatenbank darf nur vom SIPLACE Service durchgeführt werden. 1
1
1
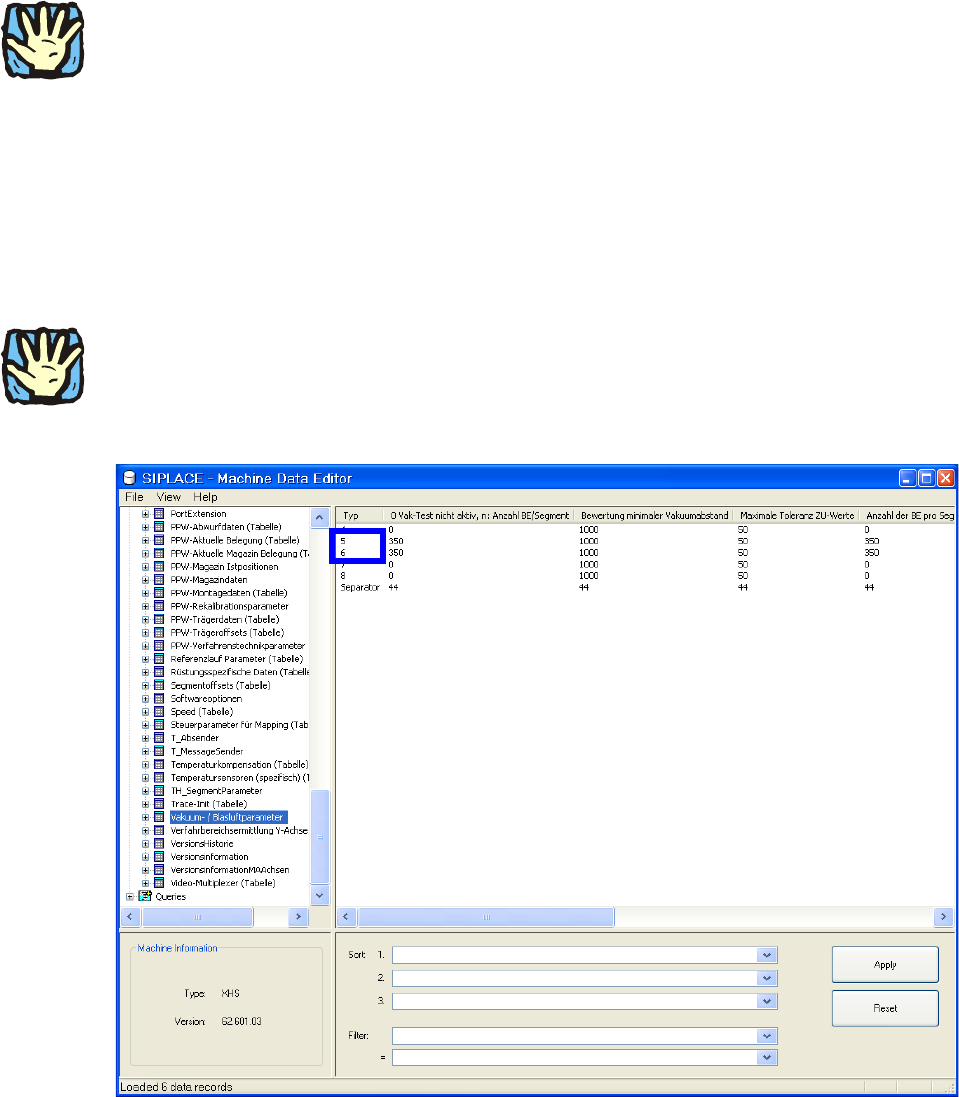
: Wählen Sie die Tabelle „Vakuum- / Blasluftparameter“ in der Datenbank aus (siehe Abb 1.11 -
2).
: Wechseln Sie für die Kopftypen 5 und 6 jeweils in den Editiermodus.
: Ändern Sie „Vakuumwert Haltekreis“
von 75
0 auf 400 (siehe Abb 1.11 - 3).
1
1
Bei einem SW Update oder bei Verwendung des MC-Distributors werden diese Daten übers-
chrieben. Sie müssen anschließend wieder editiert werden! 1
1
1
Abb 1.11 - 2 Tabelle Vakuum- / Blasluftparameter auswählen
1