XP242E 系统手册 SYS-XP242-1.0S - 第137页
第 3 部 第 3 章 编辑器 E d i t i o n 1 . 0 3 - 3 - 1 3 X P - 2 4 2 E 系统手册 3.4 供料器安装的编辑 供料器安装的编辑用于设定在 哪 个料 站 安装 哪 个元件的 信息 的编辑器。 XP2S2163S 操作键说明 以下所示按下键是对于位于画面左侧领 域所选择的行进行处理: 在供料器内搜寻指定的字符串或数据。 复制所选择行的数据到剪贴板上。 在所选择行之前插入剪贴板上的数据。 删除…

第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-12 Edition 1.0
生产块数
只生产在此指定的生产块数。输入 0 后生产预定数(动作模式选择画面)变为有效。
(0~65000)
通过模式
设定通过模式运转。电路板仅仅通过机器、只作为单纯的搬运轨道而动作。
0:No. Pass 不传送
1:Pass 传送
Program Polarity
设定是否使用基准化程序手法(Polarity 功能)。
0:No 不使用 (当前不支持。如果设定的话,会出错而不能开始生产。)
1:Ye s 使用
详细情况请参考[Polarity 功能]。
定位点的错误识别检查范围
设定各个定位点的错误识别检查范围的公差。(0.0~10.0)
定位点间距偏差的公差范围
设定定位点间距偏差的公差范围。(0.0~10.0)
备用电路板名称 (当前不支持。)
输入备用电路板名称。
软着陆速度
用%来指定 Z 轴的动作速度。(0.0%~10.0%)
例) 速度=75[mm/sec]×设定值/10
第 3 部 第 3 章 编辑器
Edition 1.0 3-3-13 XP-242E 系统手册
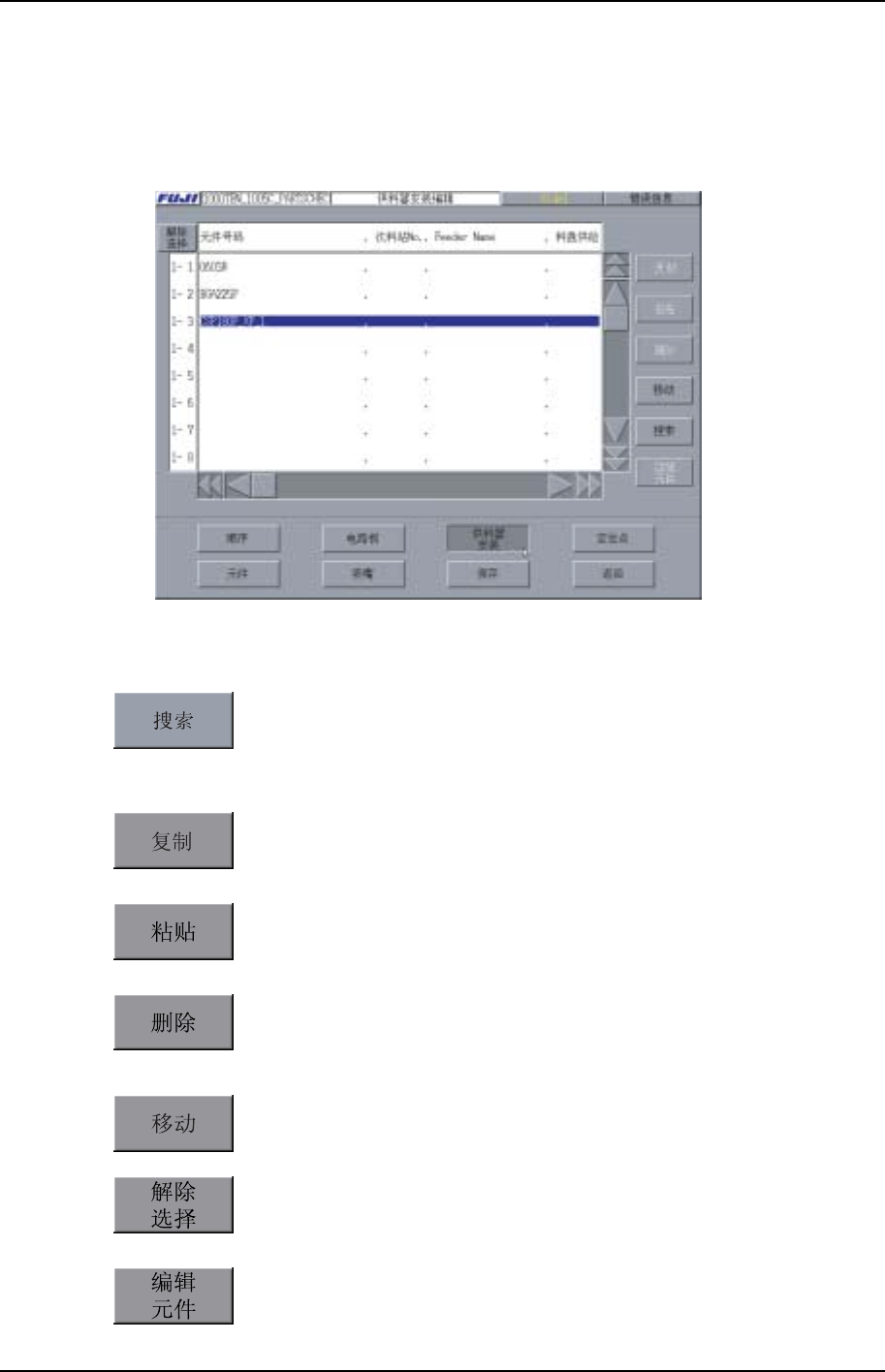
3.4 供料器安装的编辑
供料器安装的编辑用于设定在哪个料站安装哪个元件的信息的编辑器。
XP2S2163S
操作键说明
以下所示按下键是对于位于画面左侧领域所选择的行进行处理:
在供料器内搜寻指定的字符串或数据。
复制所选择行的数据到剪贴板上。
在所选择行之前插入剪贴板上的数据。
删除所选择行并将后面的行自动上移。
可以移动或更换供料器位置。
解除所有的选择。
在元件编辑画面中所选择的行上编辑贴装的元件。
第 3 章 编辑器 第 3 部
XP-242E 系统手册 3-3-14 Edition 1.0
项目说明
选择范围 (平台-料站 No.)
显示平台-料站 No.。
在顺序数据中供料器跳过为“1”时显示红色。
元件编号
设定在料站上装载的元件的元件编号(最多可输入 30 个字符)。
次料站 No.
次料站是防止因料尽而频繁停机、当使用的料站元件料尽后可以从另外的料站吸取而预
先准备的设定。
注意)1. 使用此功能时,如下所示必须以环状指定。
( ) 1-14 1-15 1-16 1-14
XP2S2164S
No.
AAA
AAA
AAA
15
16
14
1-14
1-15
1-16
注意) 2. 此设定不适合两个不同供料平台上的次料站。
(例) 1-14→2-15→1-14
供料器名称 (当前不支持)
以最大不超过 20 个字符设定使用的供料器名。
料盘供应方向 (当前不支持)
是料盘托架上的料盘的安装方向的设定。
0∶0 度 0∶90 度
2∶180 度 0∶270 度
注解
以最大不超过 30 个字符设定注解。生产中出现错误画面时,显示供料平台 No.、料站
No.和注解。