MPM UP2000印刷机中文操作手册 - 第30页
Y o u must no w jog to the ( 你必 須現 在移動前刮 刀位置 ) Rear squeegee position . Pr ess NE XT to Continu s, or EXIT to quit. ( 按 NEXT 繼續 , 按 EXIT 離開 ) ( 開始移動刮刀 行 程 , 完畢 按 EX IT 離開 ) 1.6 選擇 Print Parameters 進入印刷參數設定 Hard ware Requ…
SQUEEGEE STROKE -112.050
Press EXIT to quit. (按 EXIT 離開)
你按 NEXT 與 EXIT 之後,出現下列訊息及視窗並開始測前後刮刀高度:
(開始偵測刮刀高度。測前刮刀時,偵測感應器先下降碰到鋼板後,前刮刀下降,第
一次先壓平刮刀,第二次自動偵測前刮刀高度;測後刮刀時, 偵測感應器先下降
碰到鋼板後,後刮刀下降,第一次先壓平刮刀,第二次自動偵測後刮刀高度)
(測完刮刀高度後,開始設定刮刀行程)
About to set SQUEEGEE STROKE. (開始設定刮刀行程)
Press NEXT to Continue, or EXIT to Quit. (按 NEXT 繼續, 按 EXIT 離開)
You must now jog to the Rear squeegee position. (你必須現在移動後刮
刀位置)
Press NEXT to Continue, or EXIT to quit. (按 NEXT 繼續, 按 EXIT 離開)
(開始移動刮刀行程,完畢按 EXIT 離開)
JOG ACTIVE…
SQUEEGEE STROKE -0.050
Press EXIT to quit.
About to set SQUEEGEE STROKE.
Press NEXT to Continue, or EXIT to quit.
CAUTION:
::
:Auto height sensor in
progress. Please wait…
Leveling front blade.
Leveling rear blade.
You must now jog to the Rear squeegee position.
Press NEXT to Continue, or EXIT to quit.
You must now
j
o
g
to the front squee
g
ee position.
Press NEXT to Continue, or EXIT to quit.
锡膏印刷机 www.smt11.cn
You must now jog to the(你必須現在移動前刮刀位置)
Rear squeegee position.
Press NEXT to Continus, or EXIT to quit. (按 NEXT 繼續, 按 EXIT 離開)
(開始移動刮刀行程,完畢按 EXIT 離開)
1.6 選擇 Print Parameters 進入印刷參數設定
Hardware Required:
None
Squeegee
刮刀設定參數
刮刀設定參數刮刀設定參數
刮刀設定參數
Total Force 5.4
刮刀向下壓力
[(
刮刀長度
X1.2)/2.2]
Down Stop 1.905
刮刀碰到鋼板後再向下壓之距離
Print Speed 25
刮刀印刷行程之速度
Enter squeegee printing parameters. (
輸入刮刀印刷參數
)
(this affects front AND rear squeegees) (
包含前後刮刀
)
Press Done when finished. (
按
Done
完成
)
Board Parameters
基板
基板基板
基板(PCB)參數設定
參數設定參數設定
參數設定
Snap off 0.000
PCB
與鋼板之間隙
(
數字越大
,
間隙越大
)
Tooling Type Unier.
Dedicat.
治具 不使用治具
使用治具
Enter Snapoff into setup menu. (輸入 PCB 與鋼板之間隙印刷參數)
Set to zero for CONTACT printing. (接觸式印刷時,請設為”0”)
Press Done when finished. (按 Done 完成)
JOG ACTIVE…
SQUEEGEE STROKE -0.050
Press EXIT to quit.
Print Parameters
锡膏印刷机 www.smt11.cn
Slow Snop off
慢速脫模參數設定
慢速脫模參數設定慢速脫模參數設定
慢速脫模參數設定
Enabled No
Yes
不使用慢速脫模
使用慢速脫模
Down Delay 0.00
脫離鋼板前延遲時間
Distance 1.570
慢速脫模之距離
Speed 1
2
3
4
5
6
慢速脫模速度
1
脫模速度
5mil/s
2
脫模速度
10mil/s
3
脫模速度
15mil/s
4
脫模速度
20mil/s
5
脫模速度
25mil/s
6
脫模速度
30mil/s
Enter Slow snapoff parameters. (
輸入慢速脫模參數
)
Press Done when finished. (
按
Done
完成
)
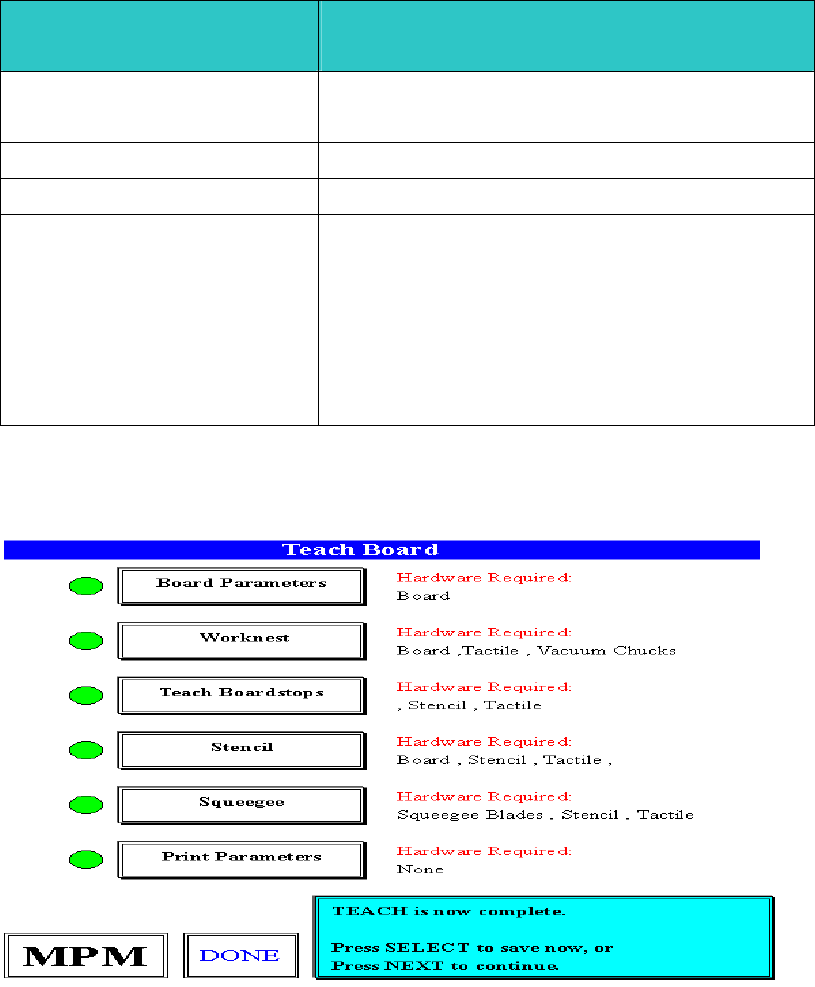
TEACH is now complete. (
程式現在設定完成
)
Press SELECT to save now, or(
按
SELECT
現在存入檔案
)
Press NEXT to continue. (
按
NEXT
繼續回主畫面
按
SELECT
之後
,
出現存入檔案鍵盤畫面
锡膏印刷机 www.smt11.cn