MPM UP2000印刷机中文操作手册 - 第5页
Print T each File Utilities Maintena nce FILE: BOARD COUNT REJ ECTS 0. 000 0. 000 0. 000 0. 000 0. 000 0. 000 0. 000 0. 000 0. 000 0. 000 FRANK CHANGED X AXI S RESET 0 0 SUPER VISOR Squeegee starting in b ack CL EAR F AU…

2.1
關於印刷週期
Printing Cycle
印刷週期包含下列過程
1. 基板搬入 Loading Board
2. 基板定位 Locating Board
3. 視覺系統對位 Vision Alignment
4. 印刷平台上升 Z Tower UP
5. 刮刀向前後刮印錫膏 Printting
6. 慢速脫模 Slow Snap-Off
7. 印刷平台下降 Z Tower Down
8. 基板搬出 Unloading Board
2.2
硬體
2.2.1
操作介面
軌跡球或螢幕(Trackball or Monitor)
你可以從螢幕上知道Ultraprint 2000的狀態,以及它提供給你的相關訊息,並且經由軌
跡球,來採取各項的操作程序。
Trackball 軌跡球:
1. 移動螢幕上的指標↖
2. 移動各軸
3. 數入數字、參數等等…..
SELECT 按鈕:
在指標所在的地方,按了 SELECT 按鈕,即是啟動操作、功能、或子功能、或輸
入狀態
NEXT 按鈕:
按了 NEXT 按鈕,表示你已認知目前機器的提示或狀態
EXIT 按鈕:
按了 EXIT 按鈕,表示離開目前的狀態
上述使用方法,在螢幕右下方的對話框(訊息顯示區)會顯示操作方法
3.
軟體介面
開機後,顯示如下的畫面 For 7.0 以上(因軟體版本新舊不一樣而不同)
Ultraprint 2000 內全部馬達,都是步進馬達,所以剛開機必需 RESET 重新回原點
後才能開始使用。
锡膏印刷机 www.smt11.cn
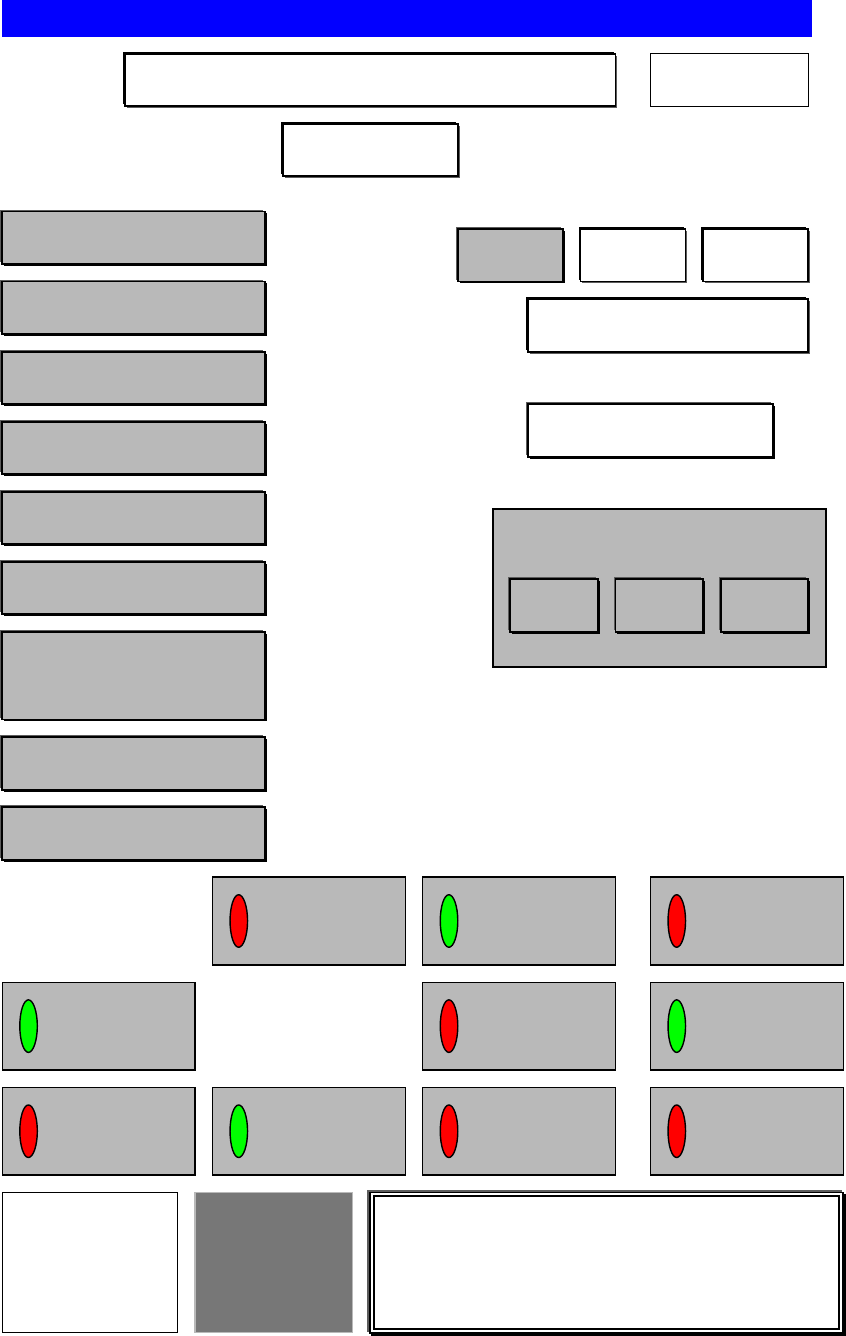
Print Teach File Utilities Maintenance
FILE:
BOARD COUNT REJECTS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
FRANK CHANGED
X AXIS
RESET
0 0
SUPERVISOR
Squeegee starting in back
CLEAR FAULT
SETUP MENUS
1
2 3
Y AXIS
Z AXIS
THETA AXIS
SQUEEGEE STROKE
TRANSPORT
VX AXIS
VY AXIS
SQUEEGEE HEIGHT
TACTILE
SQUEEGEE
UP/DOWN
FRAME
CLAMP
SQUEEGEE
CLAMPS
SQUEEGEE
FLIP
VACUUM
MOTOR
VACUUM
MOTOR
BOARD
LIGHT
STENCIL
LIGHT
WIPER
PAPER
DISPENSE
SOLVENT
MPM
Corporation
锡膏印刷机 www.smt11.cn
Print Teach File Utilities Maintenance
FILE:
BOARD COUNT REJECTS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
X AXIS
RESET
0 0
Squeegee starting in back
CLEAR FAULT
SETUP MENUS
1
2 3
Y AXIS
Z AXIS
THETA AXIS
SQUEEGEE STROKE
TRANSPORT
VX AXIS
VY AXIS
SQUEEGEE HEIGHT
TACTILE
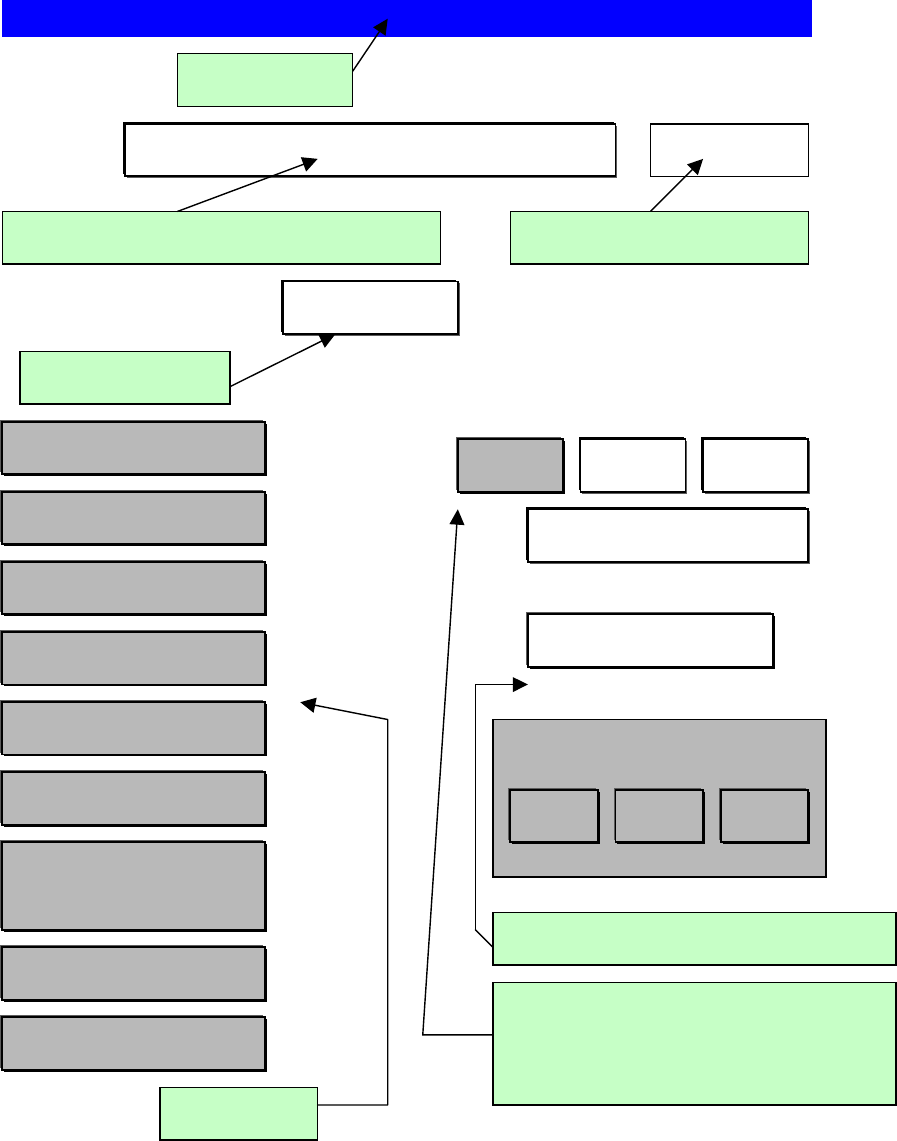
下拉功能表
檔案
(
生產程式
)
區
,
顯示你目前叫出程式
更改檔案內參數後
,
未存檔
各軸移動區
復原
(
機器歸零
)
和設定程式參數按鈕
基板計數區(RESET :數量歸零
COUNT:印刷片數、REJECT:退貨)和
刮刀行程指示
(
指出刮刀在前或後
)
SUPERVISOR
FRANK CHANGED
目前使用者模式
锡膏印刷机 www.smt11.cn