FX-3R_QA表.pdf - 第143页
QA表 NO. 1/ 1 机种 向CAL块上移动坏标记传感器,拧松螺丝cap(2处), 让坏标记传感器下面和CAL块上面的距离变为规格值 移动BM镜头架,然后用螺丝cap固定。 ・ 坏标记传感器下面和CAL部上面的距离 → 28 mm ・ 坏标记的检测错误 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【3】-1 内容 E9638729000 FIBER LENS 日期 HD001310030 SENSOR 变更履历 货…
QA表 NO. 1/1
机种
1. 确认方法
确认滚柱与轨道上面(滚柱滑行面)的空隙处于标准规格之内。
底盘(轨道:滚柱滑行面)和刮刀之间的间隙:0.1~0.2mm 2. 调整方法
拧松刮刀的固定螺钉,上下移动刮刀把间隙调整为规定值,再次拧紧螺钉。
防止异物侵入滚柱滑行面。
组装得窄时:刮刀的磨耗。
组装得宽时:因异物的侵入而引起的滚柱(YS轴)的破损。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-9
FX-3RA 装置名称 XY装置(12) 确认方法及调整方法(故障处理方法)
功能名称 滚柱从动件的线性刮刀与滚柱滑行面之间的空隙
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40104651 Y_FRAME_S_RAIL_L_A
变更履历
内容
40104653 Y_FRAME_S_RAIL_XL_A
40104652 Y_FRAME_S_RAIL_L_B
日期
40104637 BEARING
40104654 Y_FRAME_S_RAIL_XL_B
40104642 BEARING_SCRAPER_YS
QA表 NO. 1/1
机种
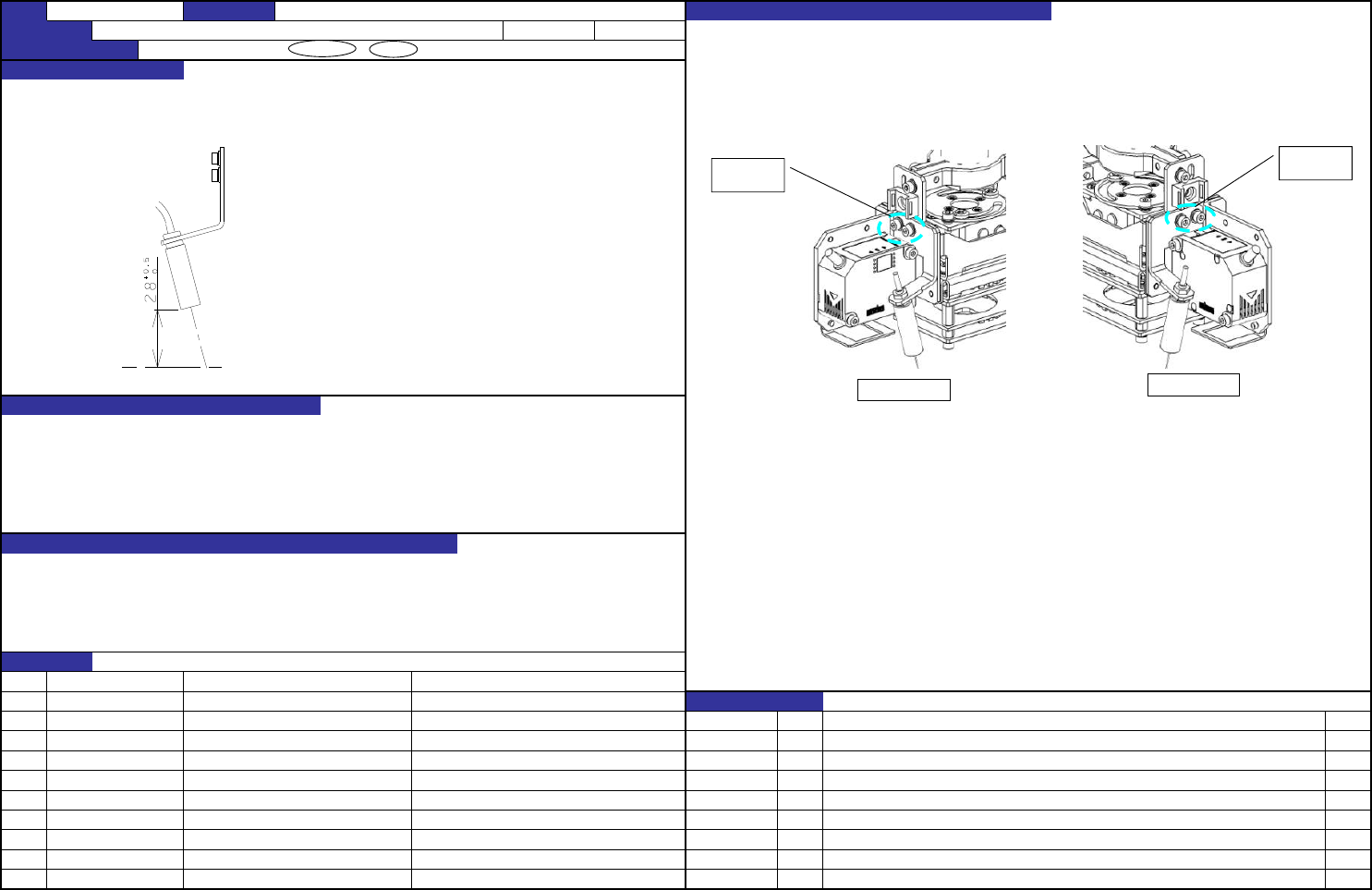
向CAL块上移动坏标记传感器,拧松螺丝cap(2处),
让坏标记传感器下面和CAL块上面的距离变为规格值
移动BM镜头架,然后用螺丝cap固定。
・坏标记传感器下面和CAL部上面的距离
→
28
mm
・坏标记的检测错误
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【3】-1
内容
E9638729000 FIBER LENS
日期
HD001310030 SENSOR
变更履历
货号 品名 有关质量特性
对象元件
装置名称 贴装头周围
预想故障(应规格调整值不良而发生的故障)
FX-3RA
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能名称 BMR传感器高度调整
确认方法及调整方法(故障处理方法)
功能作用(规格调整值的意义)
+0.5
0
调整螺钉
LF、RR贴装头
LR、RF贴装头
调整螺钉
CAL部上面
QA表 NO. 1/1
机种
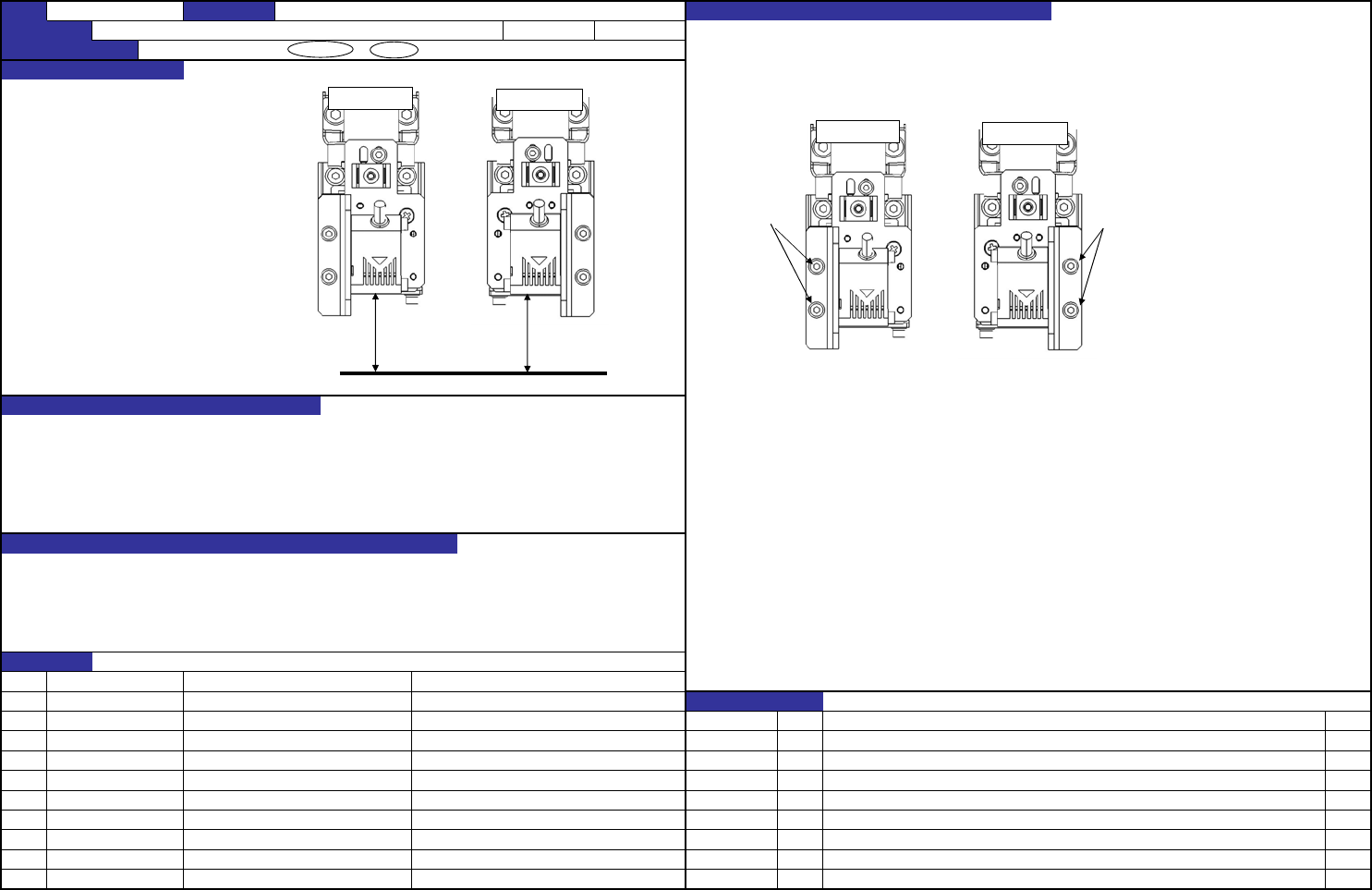
向CAL块上移动HMS传感器,拧松2处的螺丝cap,
把传感器下面和CAL块上面的距离调整成规格值,拧紧螺丝cap,进行固定。
垂直传感器下面和CAL部上面的距离
→ 50±0.5mm
・高度测定错误
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【3】-2
FX-3RA 装置名称 贴装头周围 确认方法及调整方法(故障处理方法)
功能名称 HMS传感器高度调整
预想故障(应规格调整值不良而发生的故障)
日期
变更履历
货号 品名 有关质量特性
内容
对象元件
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
50±0.5
CAL块上面
LF、RR贴装头
LR、RF贴装头
调整
螺钉
LF、RR贴装头
LR、RF贴装头
调整
螺钉